Наждачная бумага. Производство. — Применение абразивных и огнеупорных материалов
Трение. Вы трете бумагой дерево или металл и таким образом удаляете дефекты и улучшаете качество поверхности. Ирония в том, что нечто очень шершавое делает предметы гладкими и даже полированными. Наждачную бумагу чаще всего делают вовсе не из бумаги, а из такой ткани, как грубый хлопок. Ткань пропускают через станок с набивным прессом, барабаны с резиновыми штампами, держащимися на магнитах, отображают на ткани техническую информацию. Ткань проходить под набойным прессом, где другие барабаны наносят термореактивный клей на сторону, свободную от надписей.
Компьютерная система контролирует плотность покрытия, она подтверждает, что слой нанесен правильно. Затем ткань затягивают под землю на электростатический участок. Здесь поддерживается жаркая и влажная атмосфера, идеальная для нанесения абразивных частиц на ткань электростатистическим методом. В качестве абразива используют электрокорунд белый, карбид кремния и цирконат алюминия. Частицы высыпают на конвейер, движущийся в контейнере. Конвейер двигает частицы под вращающейся тканью между электродами и основанием. Создают электрическое поле, которое вызывает мини песчаную бурю. Поднявшись в воздух, абразивные частицы попадают на покрытую клеем поверхность ткани и вдавливаются в нее. Электростатистическая система позволяет равномерно распределять частицы по поверхности. Покрытая частицами ткань выходит из контейнера и переходит на другой участок.
Частицы высыпают на конвейер, движущийся в контейнере. Конвейер двигает частицы под вращающейся тканью между электродами и основанием. Создают электрическое поле, которое вызывает мини песчаную бурю. Поднявшись в воздух, абразивные частицы попадают на покрытую клеем поверхность ткани и вдавливаются в нее. Электростатистическая система позволяет равномерно распределять частицы по поверхности. Покрытая частицами ткань выходит из контейнера и переходит на другой участок.
Рабочий отрезает полоску наждачной бумаги, удаляет слои и изготовляет три образца. Первый – только ткань, второй – ткань с клеевым покрытием, третий – абразив, клей и ткань. Он взвешивает каждый образец, чтобы убедится в том, что бумага изготовлена точно в соответствие со спецификой. Он также изучает шероховатую поверхность под микроскопом, чтобы проверить равномерность распределения частиц.
Но производственный процесс продолжается. Наждачная бумага проходить сквозь печь длиной 91 метр. Она содержит три зоны нагрева, каждая жарче предыдущей. Нарастающая температура припекает частицы к клею. Бумага уже достаточно шероховатая, но все-таки еще не совсем готова. На следующей стадии рабочую поверхность покрывают смолой, связывая частицы с основой. Когда смола пристанет к поверхности, огромные рулоны наждачной бумаги хранят на складе, пока они не будут готовы к реке под размер.
Нарастающая температура припекает частицы к клею. Бумага уже достаточно шероховатая, но все-таки еще не совсем готова. На следующей стадии рабочую поверхность покрывают смолой, связывая частицы с основой. Когда смола пристанет к поверхности, огромные рулоны наждачной бумаги хранят на складе, пока они не будут готовы к реке под размер.
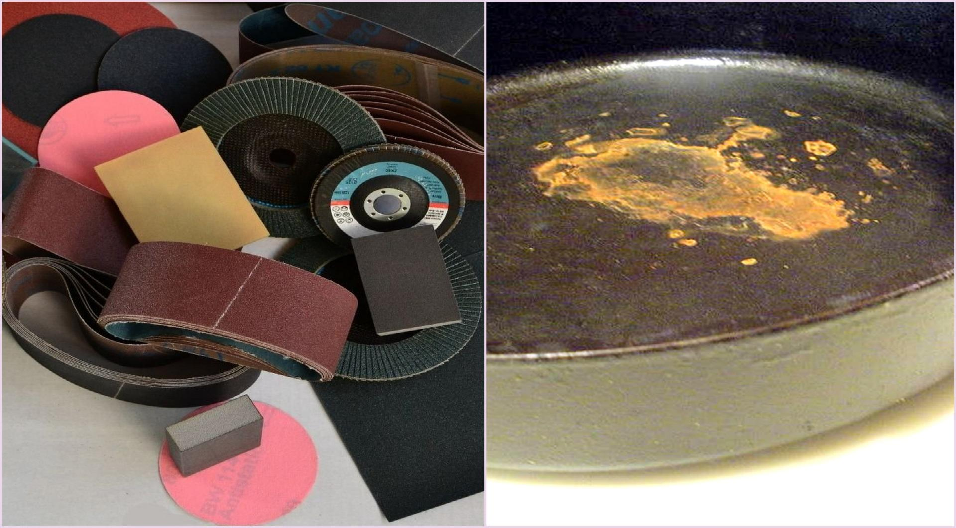
Некоторые рулоны режут на большие листы, их превратят в промышленные наждачные ремни, которые используют в тяжелом машиностроении. Другой станок вырезает наждачные диски. На этом участке разматывают одновременно четыре рулона и вводят в станок. Он производит резку четырех лент за один раз на небольшие прямоугольники. Эти прямоугольники будут использоваться не для зачистки, а как защитная лента у скейтбордов.
Будь вы скейтбордист, или домашний умелец, или и то, и другое, наждачная бумага вам пригодится. Главное – выбрать нужный тип абразива или набор абразивов для предстоящей работы, иначе вы рискуете испортить заготовку.
Наждачная бумага | это.
 .. Что такое Наждачная бумага?
Наждачная бумага
.. Что такое Наждачная бумага?
Наждачная бумагаНаждачная (шлифовальная) бумага — гибкий абразивный материал, состоящий из тканевой или бумажной основы с нанесенным на нее слоем абразивного зерна (порошка). Предназначен для ручной и машинной обработки поверхностей различных материалов (металл, дерево, стекло, пластик) — удаления старой краски, подготовки поверхности для грунтовки и окраски, шлифование окрашенных поверхностей и пр.
|
Содержание
|
История
Первое упоминание о наждачной бумаге относится к 13-му веку, когда в Китае она изготовлялась из размолотых раковин, семян и песка насеянных на пергамент с помощью натурального клея. У некоторых народов в качестве наждачной бумаги использовалась кожа акулы.
У некоторых народов в качестве наждачной бумаги использовалась кожа акулы.
Считается, что изобретателем современной шлифовальной бумаги является Джон Оукей (John Oakey) (1813 г. — 10 января 1887 г.) — английский изобретатель и основатель компании «Джон Оукей и сыновья», производителя наждачной бумаги и других шлифовальных материалов.
Будучи подмастерьем в мастерской по изготовлению музыкальных инструментов, он начал изготавливать свою первую продукцию, приклеивая песок и размолотое стекло на бумагу. Усовершенствовав технологию для массового производства, он в 1833 г.основал бизнес в Валворте (Лондон), а затем перенес его на Вестминстер Бридж Роуд, где, на месте бывшего приюта построил фабрику, здание которой в те годы называлось Веллингтон Миллс (Wellington Mills). До настоящего времени не сохранилось.
Оукей последовательно разработал бумагу для сухого и влажного шлифования и целый ряд шлифовальных материалов, включая средства для полирования обуви, средства для чистки посуды, полироль для мебели, и средство для полирования ножей (запатентованное Wellington Knife Polish).
Джон Оукей умер в 1887 году и похоронен на кладбище Вест Норвуд (West Norwood Cemetery). Его бизнес перешел к сыновьям Джозефу и Джону.
Типы и виды шлифовальной бумаги. Примеры маркировки
Строго говоря, натуральный наждак, природный материал, представляющий собой смесь корунда и магнетита, в производстве современных шлифовальных материалов почти не применяется. Наиболее часто для изготовления шлифовальных материалов на бумажной или тканевой основе используют искусственно получаемые оксид алюминия (электрокорунд) или карбид кремния.
Оксид алюминия
Самый широко применяемый абразив. Получают электрокорунд восстановительной плавкой в дуговых печах шихты, состоящей из бокситового агломерата, малозольного углеродистого материала и железной стружки. Выдерживает сильное давление, обладает отличной режущей способностью. Представляет собой твердые кристаллы с острыми гранями на изломе.
Карбид кремния
Блестящие кристаллы нерегулярной формы с очень острыми краями.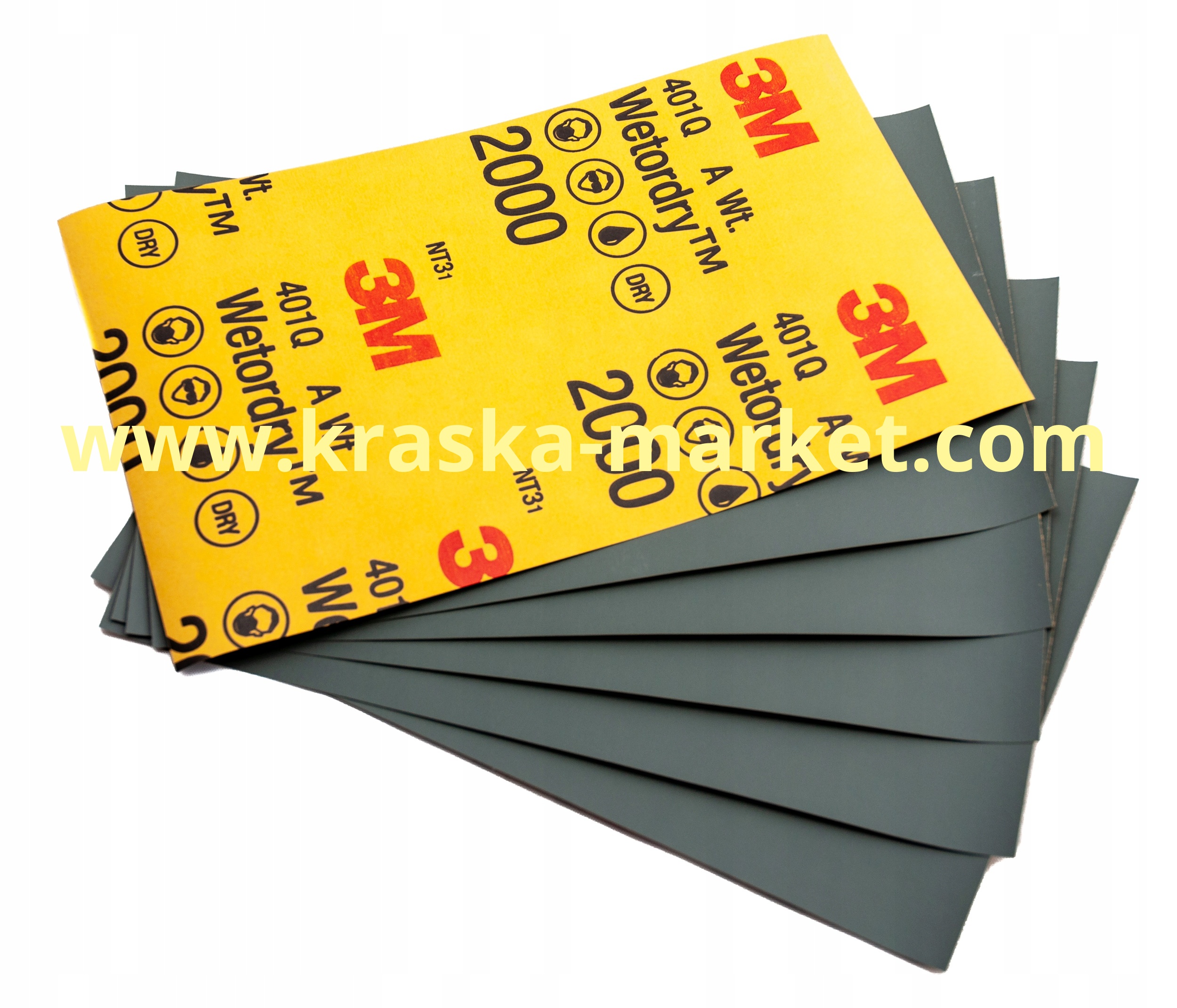 Карбид кремния по твердости превосходит оксид алюминия, но более хрупок. Под давлением во время работы кристаллы раскалываются с образованием новых режущих граней. Это свойство карбида кремния сохраняет рабочие свойства шлифовальных материалов долгое время и предотвращает засорение абразивной поверхности. Шлифматериалы с карбидом кремния рекомендуются для обработки стекла, пластика, чистовой обработки металла.
Карбид кремния по твердости превосходит оксид алюминия, но более хрупок. Под давлением во время работы кристаллы раскалываются с образованием новых режущих граней. Это свойство карбида кремния сохраняет рабочие свойства шлифовальных материалов долгое время и предотвращает засорение абразивной поверхности. Шлифматериалы с карбидом кремния рекомендуются для обработки стекла, пластика, чистовой обработки металла.
Классификация шлифовальной бумаги по показателю зернистости
Основными характеристиками абразивных материалов, кроме их природы являются такие, как «Зерно» и «Зернистость» (grit).
«Зерно» — размер (диаметр) гранулы абразивного материала.
«Зернистость» — количество абразивных частиц на квадратный дюйм.
В настоящее время среди иностранных и некоторых российских производителей наибольшее распространение получил стандарт Европейской Федерации производителей абразивных материалов FEPA (Federation of European Producers of Abrasives). Эта классификация полностью идентична классификации абразивных материалов по версии Международной организации по стандартизации ISO (International Organization for Standardization).
Стандарт ISO 6344 состоит из трех частей: «Шлифовальный материал с покрытием. Гранулометрический анализ. Часть 1. Определение гранулометрического состава»; «Шлифовальный материал с покрытием. Гранулометрический анализ. Часть 2. Определение гранулометрического состава микрозерен от P 12 до P 220»; «Шлифовальный материал с покрытием. Гранулометрический анализ. Часть 3. Определение гранулометрического состава шлифпорошка от Р240 до Р2500»
Гранулометрический состав шлифпорошка обозначается буквой P и цифрами от 12 до 2500. Определяется гранулометрический состав шлифовальных порошков от P12 до P220 просеиванием через контрольные сита, с определенным размером ячейки, в то время как для шлифпорошков (Р240-Р2500) применяют измерение скорости оседания частиц. Причем типоряд «P» действителен для гибких материалов. Существует еще похожий на него типоряд «F» — для твердных изделий — кругов, брусков, некоторых дисков
Чем ниже зернистость, тем грубее наждачная бумага и наоборот.
Также встречается продукция, маркировка которой соответствует национальным стандартам:
ANSI (American National Standards Institute) — США, Канада
JIS (Japanese Industrial Standard) — Япония
GB2478 — Китай
ГОСТ — Россия
Маркировка по ГОСТу. Наносится на оборотную сторону краской
| Л1Э620×50П215А25-НМА ГОСТ 6456-82 622 |
|---|
где:
- Л — листовая
- для рулонной букву не ставят
- 1 — тип бумаги. Варианты:
- 1 — для шлифования материалов низкой твёрдости
- 2 — для шлифования металлов
- Э — абразив нанесён электростатическим способом
- 620×50 — размер, ширина, мм х длина, мм. Варианты:
- размер, ширина, мм х длина, мм для листов
- размер, ширина, мм х длина, м для рулонов
- П2 — основание — бумага 0-200.
 Варианты:
Варианты:
- Л1, Л2, М — влагопрочная бумага
- П1,… П11 — невлагопрочная бумага
- С1, С1Г, С2Г, У1, У2, У1Г, У2Г — ткань саржа
- П — ткань полудвунитка
- 15А — марка нормального электрокорунда. Варианты:
- 15А — нормальный электрокорунд
- 24А, 25А — белый электрокорунд
- 43А, 45А — монокорунд
- 53С, 54С, 55С — карбид кремния чёрный
- 62С, 63С — карбид кремния зелёный
- 71Ст — стекло
- 81Кр — кремень
- 25 — размер основной фракции абразива, мкм. Вариант:
- М63 … М3 — микрошлифпорошки, размер в мкм
- -Н — содержание основной фракции абразива. Варианты:
- В — ≥ 60 %
- П — ≥ 55 %
- Н — ≥ 45 %
- Д — ≥ 41 %
- М — абразив приклеен мездровым клеем. Варианты:
- М — мездровый клей
- С — синтетический клей
- К — комбинированная связка (М + С)
- СФК — фенолформальдегидная смола
- ЯН-15 — янтарный лак
- А — показатель износостойкости по классу (наличие дефектов).
 Варианты:
Варианты:
- А — ≤ 0,5 %
- Б — ≤ 2 %
- В — ≤ 3 %
- ГОСТ 6456-82 — стандарт. Варианты:
- ГОСТ 13344-79 — водостойкая тканевая
- ГОСТ 6456-82 — неводостойкая
- 622 — заводской номер партии (иногда отсутствует)
Маркировка
Абразивы на бумажной основе
Бумага для основы должна быть очень прочной, чтобы выдерживать механические воздействия. Ее классифицируют в зависимости от плотности (г/м2) и маркируют цветными буквами. Принята такая классификация (согласно FEPA).
Бумага может быть как водостойкой, так и обычной. Обращайте внимание на маркировку производителя. Водостойкость шлифовальной шкурки также определяется типом связующего.
Преимущества бумажной основы:
— низкая стоимость;
— не происходит удлинения основы при работе;
— поверхность позволяет наносить самые мелкие фракции шлифматериала.
Недостатки:
— невысокая прочность и износостойкость;
— неводостойкость (водостойкая бумажная основа используется, как правило, только при ручной обработке).
Абразивы на тканевой основе
Чаще всего в качестве основы для абразивных материалов используют хлопок и полиэстер. Ткани пропитываются полиэфирной смолой для придания им большей прочности и водостойкости. Основными характеристиками тканей являются эластичность и прочность на разрыв.
Ткань класса J применяется для чистового шлифования края и профиля. Ткань Х обычно используется для грязной тяжелой работы. Ткани типов W и Y применяют, когда требуется повышенная прочность ленты — при промышленном шлифовании панелей. Выбирая ленту на тканевой основе, брать всегда нужно тип настолько жесткий, насколько это позволяют операция шлифования и форма обрабатываемой поверхности. Жесткость основы чаще всего напрямую коррелирует со сроком службы ленты.
Преимущества тканевой основы:
— высокая прочность и износостойкость;
— водостойкость.
Недостатки:
— относительно высокая стоимость;
— удлинение при работе (зависит от типа ткани и характера обработки).
Для производства некоторых абразивных материалов используются комбинированные основы (ткань, склеенная с бумагой) с различными свойствами.
Фибровая основа — специальный вид основы, предназначенный для изготовления фибровых дисков. Фибру получают путем обработки целлюлозы хлористым цинком, в результате получается абсолютно новый, твердый и плотный продукт. Основа неводостойкая, активно впитывает влагу.
Классификация шлифовальной бумаги по типу нанесения абразива (насыпке).
Открытая и полуоткрытая насыпка: зерна покрывают от 40 до 60 % поверхности основы. Такая бумага подходит для обработки рыхлых, мягких материалов — мягкие, смолистые породы дерева, шпатлеванные поверхности и пр. Открытый тип засыпки исключает забивание промежутков между зернами отходами шлифования и образование комков на абразивной поверхности.
Закрытая или сплошная насыпка: зерна абразива покрывают поверхность основы полностью. Шлифовальные материалы со сплошной засыпкой более эффективны при шлифовании твердых материалов (металлы, твердые породы дерева).
Технология производства шлифовальной бумаги. Нанесение абразива
В производстве шлифовальной шкурке применяются следующие способы нанесения абразива.
Механический. Абразивные зерна под действием силы тяжести падают на основной связующий слой несущего материала, располагаясь хаотично. Абразивные материалы, при производстве которых используется механический способ нанесения зерна, менее агрессивны.
Нанесение зерна в электростатическом поле. Отрицательно заряженные абразивные зерна в электростатическом поле притягиваются к основному связующему слою несущей основы. Под действием электростатического поля зерна вдавливаются в клеевую основу, располагаясь вертикально, острием вниз. Абразивные материалы, при производстве которых используется способ нанесения зерна в электростатическом поле, более агрессивны и позволяют снимать больше материала при одинаковых усилиях.
Связующие
Для изготовления шлифовальной шкурки применяют связующие различных типов и марок. Вид связки имеет определяющие значение для прочности и режимов работы абразивного инструмента. Задача связующего — удержание абразивного зерна на основе и отведение тепла с зерна в процессе работы. При этом прочность закрепления зерна в связующем должна превышать прочность абразивного зерна. Кроме того, от типа связующего в большой мере зависит жесткость или эластичность шкурки и ее водостойкость. В композиции связующего могут добавлять и специальные компоненты придающие шлифовальной шкурке определенные свойства, как например антистатические или антизасаливающие.
Вид связки имеет определяющие значение для прочности и режимов работы абразивного инструмента. Задача связующего — удержание абразивного зерна на основе и отведение тепла с зерна в процессе работы. При этом прочность закрепления зерна в связующем должна превышать прочность абразивного зерна. Кроме того, от типа связующего в большой мере зависит жесткость или эластичность шкурки и ее водостойкость. В композиции связующего могут добавлять и специальные компоненты придающие шлифовальной шкурке определенные свойства, как например антистатические или антизасаливающие.
Некоторые типы синтетических связующих: — фенолоформальдегидные и карбамидоформальдегидные смолы — на основе лака — на основе эпоксидных смол
Из натуральных связующих наибольшее применение имеет мездровый клей. Шлифовальная бумага с его использованием не обладает водостойкими свойствами и не подходит для влажного шлифования.
Особенности применения
- При обработке поверхности следует придерживаться общего правила: начинать работу с применением более грубой шлифовальной бумаги, постепенно сменяя ее на бумагу с более тонким зерном (большим показателем зернистости).
 Грубое и очень грубое зерно применяется для чернового шлифования дерева, снятия старой краски, ржавчины с металлических поверхностей. Тонкое и очень тонкое зерно — для разных стадий чистового шлифования, шлифования полирования окрашенных поверхностей, шлифования металла. Для пластика с успехом применяется шлифовальная бумага с напылением из карбида кремния.
Грубое и очень грубое зерно применяется для чернового шлифования дерева, снятия старой краски, ржавчины с металлических поверхностей. Тонкое и очень тонкое зерно — для разных стадий чистового шлифования, шлифования полирования окрашенных поверхностей, шлифования металла. Для пластика с успехом применяется шлифовальная бумага с напылением из карбида кремния. - Для влажного шлифования обычно используется водостойкая шлифовальная бумага с зернистостью P400-P600. Использование воды при шлифовании позволяет достичь более гладкой поверхности, исключает образование пыли. Мокрое шлифование, как правило, производится вручную для тщательного контроля прилагаемого усилия.
- В настоящее время для ручного и машинного шлифования доступны не только традиционные шлифовальные листы на бумажной и тканевой основе, но и приспособления, наиболее подходящие для некоторых специфических нужд и облегчающих обработку сложных поверхностей или рыхлых сыпучих материалов.
- Медные ламели коллекторов электродвигателей рекомендуют очищать от нагара только стеклянной наждачкой, всякая другая оставит свои зёрна на поверхности меди и вызовет быстрое стачивание угольных или графитовых щёток.
 Народный способ — использовать для этого «чиркательную» поверхность (тёрку) спичечного коробка, содержащую стеклянную пыль.
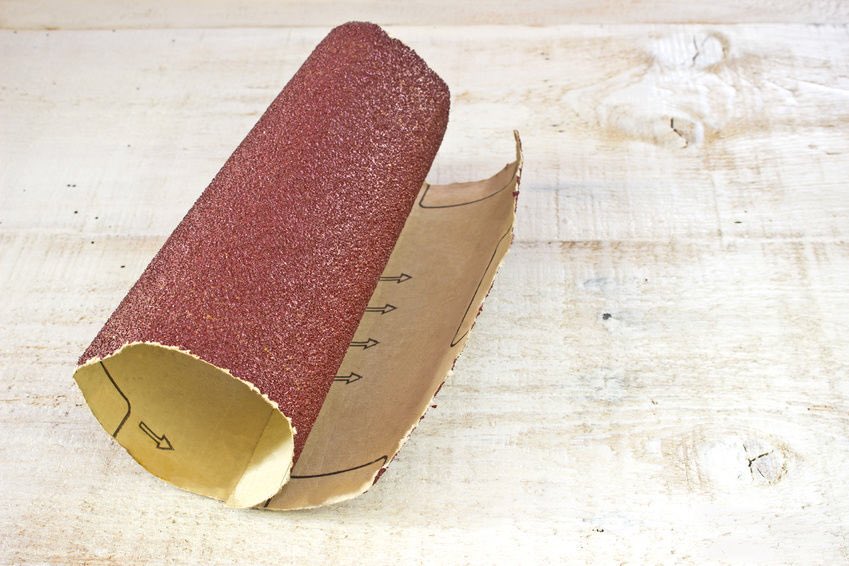
Народный способ — использовать для этого «чиркательную» поверхность (тёрку) спичечного коробка, содержащую стеклянную пыль. - Для ручного шлифования больших криволинейных поверхностей удобно наждачную бумагу закрепить на толстом (около 1 см) куске мягкой резины.
- Для удобства работы с наждачной бумагой её оборачивают вокруг бруска (из любого материала — древесина, пластик, пенопласт) с прикреплённым (прибитым, приклеенным) к нему куском войлока или пористой резины.
качество ручной работы с контролем нажима сочетается с увеличением производительности труда
- В качестве тонкой наждачной бумаги для пластмасс можно использовать грубую (обёрточную или газетную без текста) бумагу.
Шлифовальные губки
Основой для губок является вспененный полиуретан. Используются они для ручного шлифования поверхностей сложной формы, с углублениями, пазами, округлых деталей. Жесткие грани губки отлично шлифуют внутренние углы. Лучше всего подходят для шлифовки изделий из дерева, МДФ. Грубо- и среднезернистыми губками готовят поверхности под грунтовку. Губками тонкой зернистости шлифуют грунты, используют для промежуточной шлифовки лакированных поверхностей.
Грубо- и среднезернистыми губками готовят поверхности под грунтовку. Губками тонкой зернистости шлифуют грунты, используют для промежуточной шлифовки лакированных поверхностей.
По виду нанесения абразивного материала губки могут быть односторонними, двусторонними и четырехсторонними.
По сравнению с шлифовальной бумагой губка более долговечна, поскольку ее можно промыть от продуктов шлифования и использовать снова.
Абразивная сетка
Представляет собой сетку из стекловолокна с абразивом, нанесенным с обеих сторон. В качестве абразива чаще всего используется карбид кремния.
На обратной стороне сетки и на упаковке указана зернистость. Зернистость шлифовальной сетки совпадает с зернистостью шлифовальной бумаги.
Для достижения наилучшего результата и чтобы сберечь руки, шлифовальную бумагу закрепляют на шлифовальной колодке. Можно использовать ручные шлифовальщики (терки для шлифования) с фиксаторами или с держателем для телескопического стержня.
Такая терка снабжена прокладкой из вспененного материала, которая обеспечивает плотное прилегание бумаги к обрабатываемой поверхности и более равномерное шлифование.
Машинное использование
Шлифовальная бумага служит оснасткой для следующих инструментов:
- вибрационные шлифовальные машины (листы прямоугольной формы крепятся на зажимах или на липучке, могут иметь отверстия для пылеотвода)
- дельташлифмашины (листы треугольной формы крепятся на липучке, имеют отверстия для пылеотвода)
- эксцентриковые (орбитальные) шлифовальные машины (листы круглой формы крепятся на липучке, имеют отверстия для пылеотвода)
- ленточные шлифовальные машины (ленты натягиваются на ведущем вале и ролике шлифмашины, не имеют отверстия для пылеотвода)
- УШМ, дрели с использование дополнительной оснастки — опорной тарелки, имеющей липучую поверхность или зажимную шайбу (листы круглой формы крепятся, соответственно, на липучке или имеют посередине отверстие, такие листы не имеют отверстия для пылеотвода)
- вибрационные машины с использование дополнительной оснастки — опорной тарелки, имеющей липучую поверхность (листы треугольной формы крепятся на липучке, не имеют отверстия для пылеотвода)
См.
 также
также - Наждак
Как делают наждачную бумагу? — Бенчмарк Абразивы
03 августа 2022 г.
Наждачная бумага существует уже много столетий и теперь является обычным инструментом в большинстве домов. Но задумывались ли вы когда-нибудь, как это делается? Этот, казалось бы, простой ручной инструмент, используемый для выравнивания поверхностей и смягчения острых краев, более сложен. Природа, наука и технология объединяются, чтобы создать идеальный инструмент для полировки наших произведений искусства. Рассмотрим его конструкцию.
Кто сделал наждачную бумагу?
Наждачная бумага существует уже много веков. Песчаник, природный абразивный камень, использовался египтянами для строительства своих пирамид.
Китай в 13 веке
Наждачная бумага появилась в истории Китая в 13 веке. Песок, сломанные ракушки и даже семена использовались плотниками в качестве абразивов. После многих лет использования и развития были представлены абразивы с покрытием.
После многих лет использования и развития были представлены абразивы с покрытием.
США в девятнадцатом веке
Исаак Фишер-младший первоначально получил патент на наждачную бумагу в Спрингфилде, штат Вермонт, в 1834 году. Согласно патенту, его идея заключалась в покрытии бумажных листов с обеих сторон раствором для восстановления или полировки, которые затем склеивались. На тот момент они производили более качественную наждачную бумагу с паровыми роликами. Исаак Фишер-младший считается создателем промышленной наждачной бумаги, хотя он не был первым, кто сделал наждачную бумагу.
Как сделать наждачную бумагу
Для создания наждачной бумаги абразивное вещество, такое как карбид кремния, приклеивается к подложке с помощью клея. Теперь мы можем создавать более качественные и эффективные продукты благодаря развитию технологий и материалов, используемых в этом процессе.
А. Подложка
Сегодня большинство наждачной бумаги и абразивных материалов с покрытием не имеют бумажной основы; вместо этого они сделаны из хлопка или другого гибкого синтетического материала. Подложка поставляется в огромных неразрезанных рулонах. Предполагаемая жесткость или гибкость готового изделия определяет выбор толщины основы. Перед тем, как перейти к следующему шагу, на подложке печатаются важные детали, такие как размер зерна, и им дают высохнуть.
Подложка поставляется в огромных неразрезанных рулонах. Предполагаемая жесткость или гибкость готового изделия определяет выбор толщины основы. Перед тем, как перейти к следующему шагу, на подложке печатаются важные детали, такие как размер зерна, и им дают высохнуть.
Клей добавляется после его высыхания. Первоначально абразив прикреплялся к подложке с помощью природных смол. В настоящее время компании приваривают абразив к бумаге после погружения одной стороны подложки в современную смолу или эпоксидную смолу. Перед этим компьютер используется для измерения плотности эпоксидной смолы, чтобы обеспечить точное измерение.
B. Использование абразива
Современные технологии вступают в игру, когда речь идет о приклеивании абразива к бумаге. Это изобретение имеет решающее значение для того, как сегодня создается наждачная бумага, поскольку оно позволяет нам производить абразив с ровной поверхностью. В настоящее время у нас есть технология нанесения песка с помощью электричества, а не путем насыпания его на бумагу.
В бумагу ударяют танцующие частицы, которые запутываются в эпоксидной смоле. Этот метод нанесения абразива позволяет получить ровное покрытие. Вы рискуете испортить продукт слишком большим количеством песка или неровным слоем, если не нанесете его точно.
C. Окончательная информация
Готовый образец вырезается, разбирается и взвешивается. Эта процедура трудоемка, поскольку бумага должна соответствовать точным стандартам. Затем техник будет использовать микроскоп, чтобы посмотреть на верхний слой песка, чтобы убедиться, что каждое зерно стоит прямо вверх.
Бумага запекается, когда абразив полностью покрыт с одной стороны. Подобно тому, как гончары наносят глазурь на свои шедевры, застывают смола или эпоксидная смола. Включите много тепла. При этом абразив приклеивается к подложке, а не просто прилипает к ней. Поверх абразива укладывается второй слой и затем запекается. Благодаря этой процедуре наждачная бумага не распадется после первого использования. Когда команда тщательно осмотрит его, они закатывают его обратно.
Когда команда тщательно осмотрит его, они закатывают его обратно.
Наждачная бумага имеет широкий спектр применения и используется как для больших, так и для мелких задач. Большая его часть будет штампована в виде дисков, нарезана на длинные полосы для шлифовальных лент или разделена на более короткие полосы, которые будут объединены в лепестковые диски. Их можно производить для более важных задач и коммерческих работ, или их можно разделить на более мелкие части для использования отдельными лицами и дома. Некоторые из них могут даже превратиться в липкую ленту, похожую на ту, что вы можете увидеть на скейтбордах или лестницах.
ЗАКЛЮЧЕНИЕ
Наждачная бумага работает так хорошо из-за некоторых основных физических принципов, и мы до сих пор используем ту же идею, которая использовалась веками. Мы все еще пользуемся понятиями силы и трения при шлифовании, но это навык, которым мы овладели. Полезно знать историю изобретения наждачной бумаги и то, как она создается. Он не только демонстрирует развитие наждачной бумаги с течением времени, но и возвращает нас к истокам. Наждачная бумага обычно недорогая и легкодоступная.
Он не только демонстрирует развитие наждачной бумаги с течением времени, но и возвращает нас к истокам. Наждачная бумага обычно недорогая и легкодоступная.
История наждачной бумаги: AbrasivesOasis.com
Хотя Исаак Фишер мл. запатентовал первый процесс массового производства наждачной бумаги в США в 1834 году, наждачная бумага использовалась еще в 13 веке в Китае. Наждачная бумага была сделана из измельченных ракушек, семян, песка и смолы. Первоначально наждачная бумага была известна как стеклянная бумага, потому что использовались частицы стекла. Стеклянная бумага (наждачная бумага) производилась компанией Джона Оки в Лондоне к 1833 году, которая разработала новые методы и процессы склеивания, которые можно было производить массово. С тех пор наждачная бумага производилась разными способами. В 1916-Производитель наждачной бумаги 3M изобрел абразив, который применялся для шлифовки и полировки автомобилей. В результате успеха наждачной бумаги при ремонте автомобильных материалов появилось множество различных абразивных продуктов для всех типов шлифования. Абразивы в настоящее время используются для шлифования дерева, металла, стекла, автомобильного шлифования и многого другого. Наждачная бумага по определению — это «бумага, в которую встроен абразивный материал — часть «семейства абразивных изделий с покрытием».
Абразивы в настоящее время используются для шлифования дерева, металла, стекла, автомобильного шлифования и многого другого. Наждачная бумага по определению — это «бумага, в которую встроен абразивный материал — часть «семейства абразивных изделий с покрытием».
Что такое наждачная бумага?
Наждачная бумага — это форма бумаги, на поверхность которой нанесен абразивный материал; он является частью семейства абразивных продуктов «абразивные материалы с покрытием». Применяется для удаления небольшого количества материала с поверхностей либо для придания им большей гладкости (окраска и отделка дерева), для удаления слоя материала (например, старой краски), либо иногда для придания поверхности шероховатости (например, при подготовке к склеиванию). ).
Абразивная основа
Помимо бумаги, подложка для наждачной бумаги включает ткань (хлопок, полиэстер, вискоза), ПЭТ-пленку и «волокно». Тканевая подложка используется для шлифовальных дисков и лент, а майлар используется с очень мелкими зернами..jpg) Волокно или вулканизированное волокно представляет собой прочный материал основы, состоящий из многих слоев пропитанной бумаги, изготовленной из ветоши. Вес подложки обычно обозначается буквой. Для бумаги буквы варьируются от A до F, где A — самая легкая, а F — самая тяжелая. Буквенная номенклатура ткани различна, при этом вес основы составляет от самой легкой до самой тяжелой: J, X, Y, T и M. Гибкая основа используется, если необходимо следовать неровным округлым контурам заготовки, в противном случае относительно негибкая. подложку следует использовать для правильных округлых или плоских поверхностей. Основа наждачной бумаги может быть либо приклеена к бумаге, либо образовывать отдельную опору для движущейся наждачной бумаги, как в ленточной шлифовальной машине.
Волокно или вулканизированное волокно представляет собой прочный материал основы, состоящий из многих слоев пропитанной бумаги, изготовленной из ветоши. Вес подложки обычно обозначается буквой. Для бумаги буквы варьируются от A до F, где A — самая легкая, а F — самая тяжелая. Буквенная номенклатура ткани различна, при этом вес основы составляет от самой легкой до самой тяжелой: J, X, Y, T и M. Гибкая основа используется, если необходимо следовать неровным округлым контурам заготовки, в противном случае относительно негибкая. подложку следует использовать для правильных округлых или плоских поверхностей. Основа наждачной бумаги может быть либо приклеена к бумаге, либо образовывать отдельную опору для движущейся наждачной бумаги, как в ленточной шлифовальной машине.
Что такое зернистость наждачной бумаги?
Зернистость наждачной бумаги — это более грубая или гладкая поверхность, которой может быть наждачная бумага. Например: чем меньше зернистость, тем выше шероховатость наждачной бумаги. Чем выше зернистость, тем более гладкой будет наждачная бумага.
Чем выше зернистость, тем более гладкой будет наждачная бумага.
Типы и зернистость наждачной бумаги.
Наждачная бумага доступна в виде листов, лент, дисков, дисков, крючков и петель, рулонов или клея. Листы обычно имеют размер 9 x 11, однако могут быть доступны многие другие размеры. Ремни могут быть самых разных размеров, так как их можно использовать для переносных ленточных шлифовальных машин или для промышленных шлифовальных машин. Диски наждачной бумаги обычно изготавливаются для различных типов орбитальных шлифовальных машин. Обычные размеры шлифовальных кругов (дисков) составляют 3”, 5”, 6” или даже 8”. Диски обычно поставляются с клейкой, простой или обратной стороной с крючками и петлями. Диски наждачной бумаги с клейкой стороной предназначены для орбитальных шлифовальных машин, которым требуется клейкая наждачная бумага. Крючок и петля предназначены для шлифовальных машин, которым требуется наждачная бумага с липучкой. Рулоны обычно имеют клейкую основу и просто сворачиваются в рулон, чтобы их можно было вытягивать, как туалетную бумагу. Другие типы валков представляют собой непрерывные валки, которые обычно предназначены для шлифования аэрофилей или длинных досок. Зернистость наждачной бумаги варьируется в зависимости от конкретного проекта, для которого используется наждачная бумага. Чем меньше зернистость, тем лучше может быть наждачная бумага. Обычные зерна наждачной бумаги: 40, 60, 80, 100, 120, 180, 220, 320, 400, 600, 800, 1000, 1200, 1500, 2000 и гораздо более.
Другие типы валков представляют собой непрерывные валки, которые обычно предназначены для шлифования аэрофилей или длинных досок. Зернистость наждачной бумаги варьируется в зависимости от конкретного проекта, для которого используется наждачная бумага. Чем меньше зернистость, тем лучше может быть наждачная бумага. Обычные зерна наждачной бумаги: 40, 60, 80, 100, 120, 180, 220, 320, 400, 600, 800, 1000, 1200, 1500, 2000 и гораздо более.
Материалы для наждачной бумаги
Материалы для наждачной бумаги, используемые для абразивных частиц:
- кремень – больше не используется
- гранат — обычно используется в деревообрабатывающем наждаке — обычно используется для шлифовки или полировки металла
- оксид алюминия — пожалуй, самый распространенный в самой широкой зернистости; можно использовать на металле (т.е. в кузовных мастерских) или на дереве
- карбид кремния — доступен в зернистости от очень крупной до микрозернистости, что обычно используется при работе с влажными средами
- оксид алюминия-цирконий — (сплав оксида алюминия и оксида циркония), используемый для машинного шлифования
- оксид хрома — используется в бумаге с очень мелкой зернистостью (микрометровый уровень)
- керамический оксид алюминия — используется при работе с высоким давлением.
 Используется как в абразивах с покрытием, так и в абразивах на связке.
Используется как в абразивах с покрытием, так и в абразивах на связке.
Кроме того, наждачная бумага может быть «стеаратирована», когда на абразив наносится сухая смазка. Стеаратная бумага полезна для шлифования слоев отделки и краски, поскольку стеаратное «мыло» предотвращает засорение и увеличивает срок службы наждачной бумаги. Оксид алюминия со стеаратом также известен как PS33.
Связки
Для склеивания абразива с бумагой используются различные клеи. Клей для шкур все еще используется, но эта бумага часто не выдерживает тепла, выделяемого при машинной шлифовке, и не является водонепроницаемой. Водостойкая или влажная/сухая наждачная бумага использует смолу и водонепроницаемую подложку.
Наждачная бумага также может быть с открытым покрытием, где частицы отделены друг от друга и наждачная бумага более гибкая. Это помогает предотвратить засорение наждачной бумаги. Влажную и сухую наждачную бумагу лучше всего использовать во влажном состоянии и при использовании такого материала, как акрил, после которого она оставляет приятное ощущение гладкости.
Формы
Наждачная бумага бывает разных форм и размеров.
- Листы наждачной бумаги — обычно 9 на 11 дюймов, но могут быть доступны и другие размеры
- Шлифовальные ленты — обычно на тканевой основе, выпускаются разных размеров для разных ленточных шлифовальных машин.
- Шлифовальные диски — предназначены для различных моделей дисковых и эксцентриковых шлифовальных машин. Может иметь перфорацию для некоторых моделей шлифовальных машин. Крепление включает чувствительный к давлению клей (PSA) и «липучку» (похожую на липучку).
- Рулоны наждачной бумаги —
Что такое наждачная бумага с оксидом алюминия?
Наждачная бумага с оксидом алюминия чаще всего используется для шлифования древесины. Он проявляет высокую степень рыхлости, в результате чего к нему применяется тепло и давление.