Какие бывают ПВХ-профили — виды, характеристики, особенности выбора
На первый взгляд, все ПВХ профили выглядят одинаково. Разницу Вы почувствуете только через некоторое время эксплуатации Вашего окна.
Окна, изготовленные на основе некачественного профиля, постепенно перекашиваются, из них дует, возникают проблемы с открытием/закрытием окна.
Так чем же отличются профили для пластиковых окон, и как выбрать наилучший вариант?
Что такое оконный профиль и из чего их производят?
Профиль — основа конструкции окна, именно от него зависит надежность и вешний вид окна. Существует несколько материалов, из которых изготавливают оконные профили:
- дерево,
- алюминий,
- ПВХ.
Последний вариант — самый распространенный. ПВХ-профили производят из особой разновидности пластмассы — поливинилхлорида белого цвета. Особенности ПВХ в качестве материала для профиля:
- высокая устойчивость к химическим растворителям,
- безвредность для человека и окружающей среды,


Как устроен ПВХ-профиль?
Как устроено пластиковое окно, Вы можете увидеть на картинке ниже. Внутренняя часть профиля разделена продольными перегородками, которые образуют воздушные камеры (минимум 3). Количество камер определяет шумо- и теплоизоляцию Вашего окна.
Для прочности ПВХ-профиль дополнительно армируется металлическим каркасом. Для армирования используют оцинкованную сталь, поэтому армирующие профили не деформируются от перепадов температуры, влажности и другого воздействия окружающей среды.
Как выбрать лучшие оконные профили?
Существует несколько характеристик профиля, которые нужно учитывать при выборе.
Толщина профиля. По показателю толщины ПВХ-профили делятся на классы:
- Класс A: профили с тощиной наружной стенки от 3,0 мм, внутренней — от 2,5 мм. Такие профили используют для установки окон в жилых помещениях.

- Класс B: толщина наружной стенки профиля — от 2,5 мм, внутренней стенки — от 2,0 мм. Этот класс профилей применяют в общественных зданиях, магазинах.
- Класс C. Это профили с ненормируемой толщиной стенок, используются при монтаже окон в складских, производственных и других нежилых помещениях.
Ширина профиля. От ширины профиля зависит, какой стеклопакет в него можно будет установить.
Стеклопакеты бывают одно-, двух- и трехкамерные. Однокамерный стеклопакет представляет собой два стекла и одну воздушную камеру между ними, двухкамерный — соответственно, три стекла и две камеры, и так далее. Подробнее смотрите на картинке. Чем больше камер в стеклопакете — тем теплее и тише будет в комнате.
Самыми распространенными являются ПВХ-профили шириной 58 мм — классический вариант для жилых помещений. В высотных зданиях или в местности с холодным климатом устанавливают профили 70 мм. Существуют также профили большей ширины — специального назначения.
Количество камер профиля. Не путайте этот показатель с количеством камер в стеклопакете! Это количество камер именно в самом профиле — чем их больше, тем ниже степень теплопроводности профиля и тем теплее будет в помещении. Наиболее востребованы 3-5 камерные ПВХ-профили.
Армирование профиля. Существует несколько видов армирующих профилей:
- Г-образный — металлическая вставка устанавливается вдоль двух стенок,
- П-образный — металлом усиливается три стенки,
- замкнутое армирование — усиление располагается вдоль всех четырех стенок профиля.
Однородность поверхности.
Качественный профиль должен быть абсолютно однородным, гладким по текстуре и цвету.Все вопросы-ответы
Из чего сделан профиль — Статьи от производителя окон и дверей ПВХ VEKA
Поливинилхлорид —
основной материал для изготовления профиля, используемого в производстве пластиковых окон. На сегодняшний день
оконные системы из ПВХ-профиля являются наиболее гибкими и технологичными. Невысокая стоимость изготовления и
хорошие характеристики способствовали массовому применению пластика для изготовления самых разных светопрозрачных
конструкций.
На сегодняшний день
оконные системы из ПВХ-профиля являются наиболее гибкими и технологичными. Невысокая стоимость изготовления и
хорошие характеристики способствовали массовому применению пластика для изготовления самых разных светопрозрачных
конструкций.
История открытия ПВХ
Впервые поливинилхлорид был получен в 1835 году французским химиком Анри Виктором Реньо. Это произошло случайно.
Проводя исследования в области органической химии, Реньо как-то раз оставил на подоконнике раствор винилхлорида.
Спустя некоторое время в растворе образовался белый осадок. Как выяснилось позднее, этому способствовал свет,
действовавший на раствор в течение нескольких дней. Учёный отделил этот белый порошок и провёл с ним несколько
опытов. Однако он не смог ни растворить его, ни подействовать на него как-то ещё, и поэтому вскоре утратил интерес к
своему случайному открытию.
Промышленное производство поливинилхлорида развернулось уже в ХХ столетии. Немецкий химик Фриц Клатте искал замену для целлулоида, который считается первым термопластом. Целлулоид оказался хорошей заменой рогу для изготовления пуговиц и расчёсок, использовался в производстве киноплёнки, но отличался высокой горючестью. Любопытно, что Клатте, по-видимому, не знал об опытах Реньо с винилхлоридом и «открыл» ПВХ заново.
В 1913 году он вместе со своими коллегами Эмилем Захариасом и Адольфом Роллеттом запатентовал технологию производства поливинилхлорида. К сожалению, эта технология ещё не была готова для использования в коммерческих целях; инженеры и химики продолжали исследования. Промышленное производство ПВХ начала компания BASF только в 1934 году.
После Второй мировой войны поливинилхлорид благодаря своей невысокой стоимости и технологичности обработки стал
широко использоваться для изготовления труб, профилей, искусственных покрытий для пола, всевозможных плёнок,
электрической изоляции и других изделий из пластмассы. В 1950-х годах ПВХ начали применять для изготовления оконных
рам. Первые оконные профили были запатентованы в США и Германии.
В 1950-х годах ПВХ начали применять для изготовления оконных
рам. Первые оконные профили были запатентованы в США и Германии.
Особенности поливинилхлорида
ПВХ является производным этилена, который, в свою очередь, является продуктом пиролиза жидких дистиллятов нефти или низших насыщенных углеводородов, таких как этан, бутан и пропан. Исходным сырьём для получения ПВХ является нефть, а также природный и попутный нефтяной газ.
Поливинилхлорид отличается высокой стойкостью к растворителям, кислотам, минеральным маслам и другим агрессивным
воздействиям. В чистом виде он не поддерживает горение. В то же время ПВХ подвержен фотодеструкции: под действием
солнечного света материал постепенно теряет прочность и эластичность. Применение различных химических добавок
позволило исправить этот недостаток: светопоглощающие красители ограничивают деградацию изделий из ПВХ очень тонким
слоем в 0,05 мм.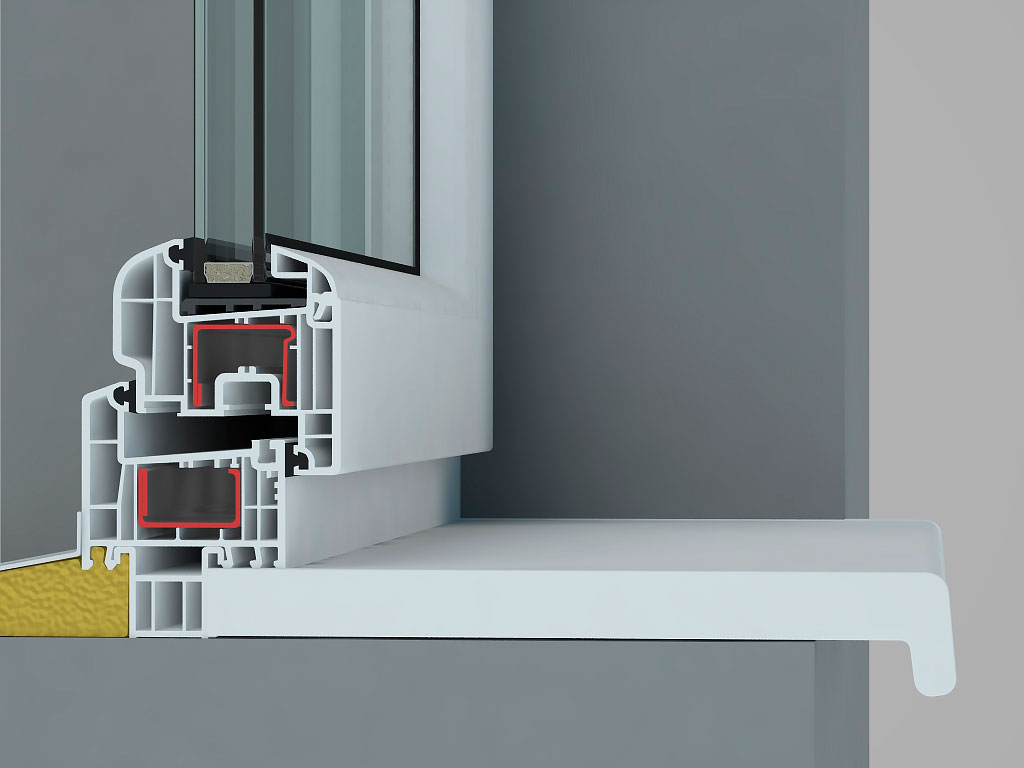
Использование различных добавок позволяет менять свойства материала в широких пределах, приспосабливая его к конкретным требованиям, иногда совершенно противоположным. Например, для оконного профиля от материала требуется жёсткость, а для кабельной изоляции и линолеума гибкость.
Изготовление ПВХ-профиля
Профиль, используемый для окон, изготавливается из гранулированного ПВХ методом непрерывной экструзии на автоматизированных линиях. Процесс тщательно контролируется на всех этапах производства: начиная от чистоты исходного сырья и заканчивая точностью геометрических размеров изделия и проверкой его на прочность.
Детальнее о том, как производится ПВХ-профиль VEKA, вы можете прочитать здесь.
После экструзионной линии профиль нарезается и армируется стальными вставками. Они компенсируют относительно большой
коэффициент термического расширения ПВХ и добавляют конструкциям из профиля дополнительную жёсткость. Готовый
профиль оклеивается защитной плёнкой, маркируется и отправляется на склад готовой продукции. И уже оттуда поступает
на предприятия по изготовлению окон.
Они компенсируют относительно большой
коэффициент термического расширения ПВХ и добавляют конструкциям из профиля дополнительную жёсткость. Готовый
профиль оклеивается защитной плёнкой, маркируется и отправляется на склад готовой продукции. И уже оттуда поступает
на предприятия по изготовлению окон.
ПВХ-профили | Пользовательские профили из ПВХ
Пластиковые экструзионные материалы > ПВХ
ПВХ (поливинилхлорид) является одним из наиболее распространенных пластиков, а экструзии ПВХ можно найти практически в безграничном потребительском и промышленном применении. Экструзия – лучший способ изготовления компонентов из ПВХ. Экструзия профилей из ПВХ эффективна и обеспечивает непрерывное производство, сокращая время выполнения заказов и затраты.
Являясь ведущим в отрасли экструдером нестандартных профилей, Northland Plastics имеет возможность производить практически любой экструдированный профиль из ПВХ, который требуется вашему проекту, включая помощь в проектировании и услуги по изготовлению.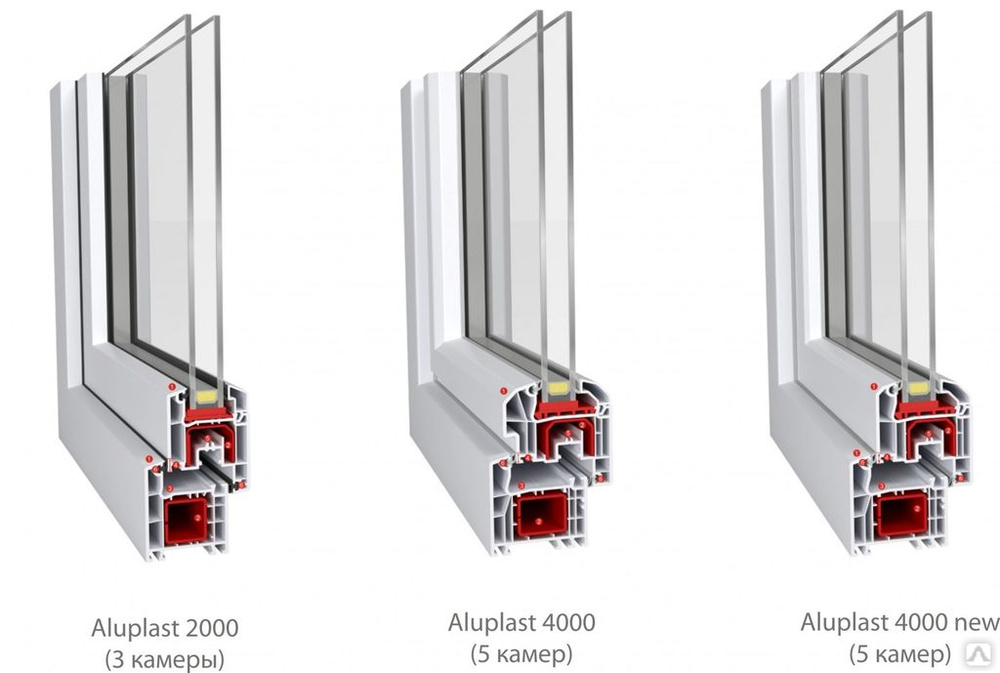 Наша команда инженеров и дизайнеров будет работать с вами, чтобы создать экструзию ПВХ по индивидуальному заказу, которая будет соответствовать вашим потребностям с минимальными затратами.
Наша команда инженеров и дизайнеров будет работать с вами, чтобы создать экструзию ПВХ по индивидуальному заказу, которая будет соответствовать вашим потребностям с минимальными затратами.
Запросить предложение сегодня
Экструзионные профили из ПВХ
Мы можем изготовить экструдированные профили из ПВХ в соответствии со спецификациями вашего применения. Варианты включают (но не ограничиваются):
- Трубка
- U-каналы
- J-каналы
- H-каналы
- C-каналы
- Тройники
- Z-образные стержни
- Кромка (отделка)
- Столяры
- Угловые крышки
- Соединители
- Фиксаторы
- Петли
- Полоски
- Зажимы
Цвет: Выберите из нашей существующей палитры цветов, или мы можем подобрать любой цвет ПВХ, который вам нужен.
Форма: Мы поставляем все стандартные экструзионные профили из ПВХ и специализируемся на индивидуальных конфигурациях.
Длина: Мы можем производить жесткие профили из ПВХ от 0,25 до 30 футов и более.
Толщина: Мы можем производить жесткие и гибкие профили из ПВХ толщиной от 0,015 до 0,25 дюймов и более.
Жесткие профили из ПВХ
Стандартные или изготовленные на заказ экструдированные профили ПВХ могут быть изготовлены в сборе.
Жесткий ПВХ (он же НПВХ — непластифицированный поливинилхлорид) является наиболее широко используемой формой ПВХ. Жесткий ПВХ прочный, легкий, атмосферостойкий и доступный по цене. Жесткие профили из ПВХ можно легко склеивать (с помощью растворителей или клея) и сваривать (с помощью оборудования для сварки термопластов).
Распространенные области применения жестких профилей ПВХ включают автомобильную, морскую, сельскохозяйственную и строительную отрасли (особенно для окон). UPVC также часто используется для клапанов и систем трубопроводов.
Гибкие ПВХ-профили
Гибкий ПВХ делается мягким и гибким за счет добавления пластификаторов, таких как фталаты. Гибкие профили ПВХ часто используются для изготовления изоляции проводки, полов, шлангов, медицинских трубок и многого другого. Гибкий ПВХ устойчив к коррозии и атмосферным воздействиям, хотя может затвердевать при низких температурах.
Гибкие профили ПВХ часто используются для изготовления изоляции проводки, полов, шлангов, медицинских трубок и многого другого. Гибкий ПВХ устойчив к коррозии и атмосферным воздействиям, хотя может затвердевать при низких температурах.
Как и жесткий ПВХ, гибкий ПВХ является универсальным и недорогим материалом. Northland Plastics производит на заказ жесткие и гибкие профили из ПВХ для широкого круга проектов, поддерживаемые разнообразными производственными возможностями, включая сборку, склеивание и упаковку.
Выберите компанию по экструзии ПВХ, которой доверяют несколько клиентов из списка Fortune 500
Northland Plastics занимается поставками пластиковых профилей на заказ с 1953 года. Будучи вертикально интегрированным проектным и производственным предприятием, мы зарекомендовали себя как лидер отрасли по качеству, обслуживанию и доставке. Наша культура постоянного совершенствования и приверженность передовому опыту позволяет нам предлагать нашим клиентам минимально возможную стоимость доставки.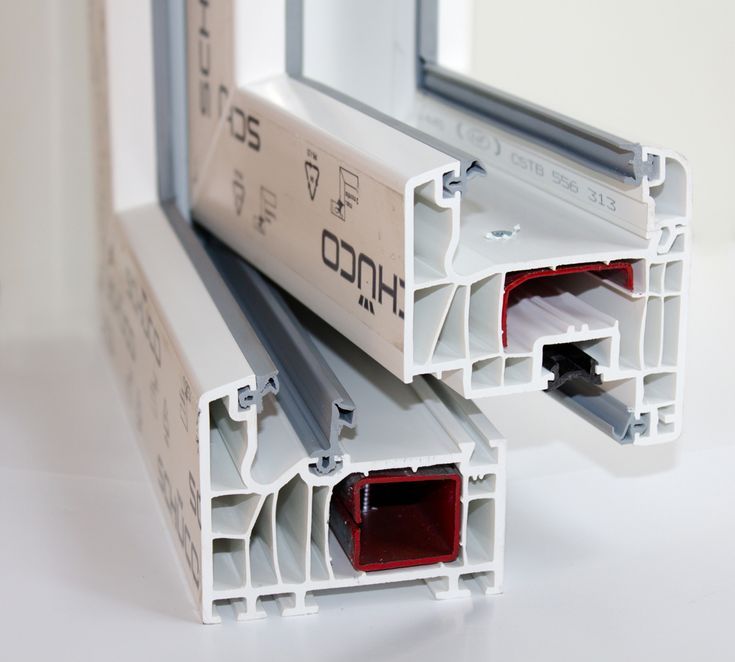 Компания Northland Plastics со штаб-квартирой в Шебойгане, штат Висконсин, обслуживает производителей по всей стране.
Компания Northland Plastics со штаб-квартирой в Шебойгане, штат Висконсин, обслуживает производителей по всей стране.
Свяжитесь с Northland Plastics сегодня, чтобы запросить расценки на экструзию ПВХ.
[ПВХ профиль] ключевые вопросы в производстве(2)
Это продолжение статьи прошлой недели.
Каковы общие проблемы при производстве профилей из ПВХ?
1. Деградация
Согласно опыту, пожелтение профилей из ПВХ в основном связано с пастообразным материалом в горловине формы, что вызвано необоснованным каналом потока формы рта или плохой локальной полировкой в канале потока и наличие застойной материальной области. Причина в том, что между пластинами экрана (или переходными наборами) есть мертвый угол, и материал плохо течет. Если желтая линия на профиле ПВХ прямая в продольном направлении, застой материала находится на выходе из горловины формы; если желтая линия не прямая, то она в основном в переходном рукаве. Если желтая линия появляется и при неизменности рецептуры и сырья, следует искать основную причину в механической структуре, чтобы найти начальную точку разложения и исключить ее.
 Если вы не можете найти причину в механической структуре, вам следует рассмотреть проблемы с формулой или процессом. Меры по предотвращению деградации следующие:
Если вы не можете найти причину в механической структуре, вам следует рассмотреть проблемы с формулой или процессом. Меры по предотвращению деградации следующие: Строго контролировать технический индекс сырья, чтобы использовать квалифицированное сырье.
Разработка разумных условий процесса формования, при которых ПВХ-материалы не подвергаются быстрому разложению.
Формовочное оборудование и формы должны быть хорошо структурированы, чтобы исключить возможные тупики или зазоры между оборудованием и контактирующими с материалом поверхностями; проточные каналы должны быть обтекаемыми и иметь соответствующую длину.
Следует улучшить нагревательное устройство, улучшить чувствительность устройства отображения температуры и эффективность системы охлаждения.
2. Деформация при изгибе
Деформация при изгибе ПВХ-профиля является распространенной проблемой в процессе экструзии по следующим причинам: неравномерный выход из горловины головки; недостаточное охлаждение материала при охлаждении и формовании и неравномерная усадка после него; оборудование и другие факторы.

На одном и том же круге уровень всей линии экструдера необходим для устранения деформации изгиба профилей из ПВХ, поэтому экструдер, горловину, калибровочную головку и резервуар для воды следует исправлять при каждой замене головки. Среди них ключевое значение имеет решение проблемы гибки ПВХ-профилей для обеспечения однородности материала, выходящего из мундштука. Перед запуском машины необходимо тщательно собрать мундштук, а зазор каждой части должен быть одинаковым. Если при запуске машины обнаруживается неравномерность материала, выходящего из мундштука, температуру мундштука следует отрегулировать в соответствии с направлением изгиба и деформации профиля, а если регулировка недействительна, степень пластификации материал должен быть соответствующим образом увеличен.
Следует увеличить охлаждающую воду со стороны растягивающего напряжения профиля; используйте метод механического смещения центра для регулировки, то есть во время производства отрегулируйте позиционирующий болт в середине формы и выполните обратную микрорегулировку в соответствии с направлением изгиба профиля (метод следует применять с осторожностью и сумма корректировки не должна быть слишком большой).
 Хорошей профилактической мерой является уделять внимание обслуживанию пресс-формы, уделять пристальное внимание рабочему качеству пресс-формы, а также обслуживать и ремонтировать пресс-форму в любое время в соответствии с реальной ситуацией.
Хорошей профилактической мерой является уделять внимание обслуживанию пресс-формы, уделять пристальное внимание рабочему качеству пресс-формы, а также обслуживать и ремонтировать пресс-форму в любое время в соответствии с реальной ситуацией. Приняв вышеуказанные меры, можно устранить деформацию изгиба профиля, а экструдер может обеспечить стабильное и нормальное производство высококачественных профилей из ПВХ.
3. Низкотемпературная ударная вязкость
Факторы, влияющие на низкотемпературную ударную вязкость ПВХ-профилей, включают состав, структуру сечения профиля, штамп, степень пластификации, условия испытаний и т. д.
(1) Состав
В настоящее время , CPE широко используется в качестве модификатора ударопрочности, среди которых CPE, содержащий 35% хлора, оказывает наилучшее модифицирующее действие на ПВХ, дозировка обычно составляет 8-12 PHR, кристалличность и температура стеклования низкие, и он имеет хорошую эластичность и совместимость с ПВХ.

(2) Структура поперечного сечения профиля
Высококачественные профили из ПВХ имеют хорошую структуру поперечного сечения. Обычно структура малого сечения лучше, чем структура большого сечения, и положение внутренних сухожилий на разрезе должно быть установлено соответствующим образом. Увеличение толщины внутренних напрягающих элементов и использование перехода по дуге окружности в месте соединения внутренних напрягающих элементов со стенками может помочь улучшить ударную вязкость при низких температурах.
(3) Форма
Влияние формы на низкотемпературную ударную вязкость в основном отражается на контроле давления расплава и напряжения во время охлаждения. Как только рецепт определен, давление расплава в основном связано с ротовой формой. Профили, выходящие из формы для горловины, будут иметь различное распределение напряжений после различных методов охлаждения. Низкотемпературная ударная вязкость профилей из ПВХ невелика там, где сконцентрировано напряжение.
 Профили из ПВХ подвержены большим нагрузкам при быстром охлаждении, поэтому расположение канала охлаждающей воды в калибровочной форме очень важно, а температура воды обычно контролируется на уровне 14 ℃-16 ℃, а метод медленного охлаждения полезен для улучшения низкотемпературная ударная вязкость профилей ПВХ.
Профили из ПВХ подвержены большим нагрузкам при быстром охлаждении, поэтому расположение канала охлаждающей воды в калибровочной форме очень важно, а температура воды обычно контролируется на уровне 14 ℃-16 ℃, а метод медленного охлаждения полезен для улучшения низкотемпературная ударная вязкость профилей ПВХ. Обеспечьте наилучшее состояние пресс-формы и регулярно очищайте форму для горловины, чтобы избежать засорения формы для горловины из-за длительного непрерывного производства, что приведет к уменьшению выброса материала и слишком тонкой опоре, что повлияет на ударная вязкость при низких температурах. Регулярная очистка формовочной формы может обеспечить достаточный формовочный вакуум и поток воды в формовочной форме, чтобы обеспечить полное охлаждение профилей во время производственного процесса, уменьшить количество дефектов и снизить внутреннее напряжение.
(4) Степень пластификации
Многочисленные исследования и результаты испытаний показывают, что наилучшее значение ударной вязкости профилей из ПВХ при низких температурах достигается при степени пластификации 60%-70%.
 Опыт показывает, что «высокая температура, низкая скорость» и «низкая температура, высокая скорость» могут иметь одинаковую степень пластификации. Но в производстве предпочтительнее низкая температура и высокая скорость, потому что низкая температура может снизить потребление мощности нагрева, высокая скорость и может повысить эффективность производства, а эффект сдвига при высокоскоростной экструзии двухшнекового экструдера очень очевиден.
Опыт показывает, что «высокая температура, низкая скорость» и «низкая температура, высокая скорость» могут иметь одинаковую степень пластификации. Но в производстве предпочтительнее низкая температура и высокая скорость, потому что низкая температура может снизить потребление мощности нагрева, высокая скорость и может повысить эффективность производства, а эффект сдвига при высокоскоростной экструзии двухшнекового экструдера очень очевиден. 4. Прочность углового шва
Прочность сварного угла — это способность сварного угла выдерживать внешнее усилие после сварки профилей из ПВХ, что связано с самим профилем из ПВХ и процессом сварки.
(1) Подготовка к сварке
Профиль из ПВХ должен быть помещен при той же температуре, что и рабочая среда, более чем на 16 часов перед выгрузкой, что может предотвратить создание напряжения в низкотемпературном профиле из ПВХ в условиях нагрева при сварке и вызывание ПВХ. профиль треснуть.
(2) Требования к резке
Необходимо обеспечить угол подрезки 90° и его симметрию.
