Как нарезать резьбу на трубе водопровода своими руками
В настоящее время для прокладки водопроводных систем используют в основном пластмассовые или металлические трубы.
Изделия из пластика соединяют между собой, как правило, методом сварки (для этих целей применяют специальный сварочный аппарат).
Металлические трубы состыковывают резьбовыми фитингами, в этом случае сопряжение получается, максимально, прочным.
Содержание статьи:
- Основы ремонта водопровода
- Используемые для этих целей инструменты
- Как правильно сделать клуппом
- Нарезка пазов плашкой
- Нарезаем внутреннюю резьбу
- Базовые причины брака
- Выводы
Основы ремонта водопровода
Не многие задумывались над тем, как подключается ввод водопровода в частный дом.
Состоит он из:
- труб,
- вентилей,
- клапанов,
- кранов и других компонентов.
Собирается все это в единую систему посредством резьбовых соединений.
Для того, чтобы процесс замены старой детали на новую не занимал много времени, и существует резьба.
Иногда приходится сталкиваться с такими случаями, когда самому доводится менять изношенный элемент (например, трубу), а на ней нет пазов.
Как поступить в этом случае?
Выход из создавшегося положения очень простой – своими руками нарезать резьбу. Идеальный вариант – это, когда у вас есть возможность воспользоваться токарным станком.
Но такое оборудование есть далеко не у каждого домашнего мастера.
Оно стоит дорого, и для того, чтобы им пользоваться, нужно иметь определенный опыт и навыки.
А вам известна цена установки батарей отопления в квартире? Примерная стоимость алюминиевых, биметаллических и чугунных радиаторов для обогрева жилой площади указана в полезной статье.
Узнайте, что можно клеить силиконовым герметиком на этой странице.
Если вам нужно оснастить трубу резьбой
, например, для подключения мембранного бака для водоснабжения (написано здесь), можно задействовать один из двух видов приспособлений, предназначенных для нарезания пазов:- резьбонарезная лерка,
- трубный вороток.

С помощью этого инструмента нарезают резьбу в водопроводных и канализационных трубах (зачем нужен гидрозатвор прочитайте здесь), которые применяются в инженерных сетях многоэтажных домов и частных постройках.
Обратите внимание! Если у вас нет никакого опыта в этом деле, то работать с леркой вам будет очень сложно. Так как даже минимальный перекос инструмента неизменно приведет к образованию дефекта.
В этом случае, лучше всего использовать вороток, процесс нарезки с его помощью упрощается наличием в конструкции такой важной детали, как — направляющая.
Чтобы не испортить водопроводную трубу, для приобретения определенного навыка, потренируйтесь на не нужном куске пустотелого предмета.
Теперь давайте попытаемся освежить в своей памяти, что собой представляет процесс нарезания резьбы:
- при нанесении пазов на трубы, образовывается винтовая поверхность на внешней стороне пустотелого предмета;
- винтообразная плоскость играет роль соединительного элемента, который размеренно вращается кругом оси сгонки;
- шаг резьбы соответствует одному полному витку.

Для того, чтобы место сопряжения водопроводных труб было водонепроницаемым, прочным, и узел мог выдерживать высокий напор в системе, необходимо нарезать резьбу таким образом, чтобы шаг в точности совпадал с шагом стыковочных деталей.
Используемые для этих целей инструменты
Перед тем, как приступить к работе, нужно убедиться, что у вас под рукой имеются все необходимые приспособления.
В магазинах продаются трубные резьбонарезные наборы. Это могут быть плашки необходимого диаметра или комплект клупп (данный вариант более практичный).
В первую очередь, необходимо, тщательным образом очистить трубу от ржавчины и остатков старой краски.
С торцевой поверхности трубы нужно снять заходную часть резьбы.
Крайне важно знать! Инструмент для работы должен быть высокого качества.
А вы знаете зачем нужна обсадная труба для скважины? В полезной статье написано о правилах производства буровых работ на приусадебном участке.

Как продавить воздушную пробку в системе отопления прочитайте здесь.
На странице: https://ru-canalizator.com/santehnika/s-oborudovanie/kosvennye.html написано про изготовление бойлеров косвенного нагрева из нержавейки своими руками.
Есть еще один момент, который стоит учитывать:
- не забудьте приобрести смазку для более продуктивной работы режущего приспособления и удаления стружки.
Перечень инструментов, без которых вам не справиться с данной работой:
- карандаш или кусочек мелка,
- рулетка,
- штангенциркуль.
Монтаж трубопровода должен происходить по заранее подготовленным чертежам. Первое, что нужно сделать – подготовить трубы.
Их длина должна соответствовать указанным на схеме отопления и водоснабжения частного дома параметрам (написано здесь).
Рулетка и карандаш необходимы для нанесения разметки.
Без штангенциркуля вы не сможете правильно определить сечение труб и точно подобрать инструмент.
Наносить отметки на трубы нужно, чрезвычайно, аккуратно и, максимально, внимательно.
Если вы допустите хоть малейшую погрешность в измерениях, то устройство получится неправильным, а в результате вам придется изготавливать новую конструкцию.
Болгарка или ножовка по металлу.
Этими приспособлениями разрезают трубы по разметке, нанесенной ранее.
Важное условие! Срез по отношению к стенкам трубы должен получиться, строго, перпендикулярным. Иначе, резьбовое сопряжение, например, при подключении циркуляционного насоса к системе отопления, не будет герметичным.
Устройство для зажима и удержания предмета при обработке – тиски. С их помощью вы сможете нарезать трубу, максимально, ровно.
Материал для смазки (это может быть машинное масло).
При разрезании пустотелого предмета вручную, можно значительно облегчить себе работу. Для этого нужно конец трубы и инструмент смазать специальным составом.
Для защиты глаз вам понадобятся очки.
[warning]При нарезке пазов, образовывается металлическая стружка. Попав в глаза, она может сильно повредить их.[/warning]
Инструмент, предназначенный, непосредственно, для нанесения на трубы резьбы:
- набор плашек,
- клупп,
- метчик.
Чтобы не ошибиться в выборе нужного приспособления, необходимо принимать за основу вид резьбы и полагаться на предпочтения мастера.
Внешнюю резьбу наносят при помощи плашки, а внутреннюю – посредством метчика.
Как правильно сделать клуппом
Процесс должен происходить по следующей структурной схеме.
- Нужно подобрать лерку подходящего сечения. Для безошибочного подбора оборудования необходимо воспользоваться штангенциркулем.
- Подготовленный участок трубы и внутреннюю поверхности лерки, нужно смазать машинным маслом.
- В металлическую трубу вставляется клупп, для этого используется держатель (он входит в комплект для нарезки пазов на трубах).

- Если вы осуществляете первоначальную сборку трубопровода или решили установить кран для фильтра питьевой воды (написано здесь), то пустотелый предмет стоит зафиксировать в тисках – это облегчит работу.
При реконструкции водной магистрали, нарезку резьбы производят прямо на установленной трубе.
- После того, как все подготовительные мероприятия будут выполнены, необходимо ввести в проем трубы метчик соответствующего диаметра, а затем вращать его основание по часовой стрелке.
Для этой цели используют вороток, который входит в набор инструментов.
На пазах образовывается стружка, ее нужно удалять.
Каким образом
Вокруг трубы необходимо сделать несколько поворотов, а затем отвести приспособление на 90 градусов в обратном направлении.
По окончанию работ, остатки масла надо вытереть чистой ветошью.
Нарезка пазов плашкой
Этот вид приспособления для нанесения резьбы бывает:
Данная модель инструмента применяется более часто. Причина – невысокая стоимость изделия.
Причина – невысокая стоимость изделия.
Прежде, чем приступить к работе, употребляя плашку (лерку), необходимо, используя вышеописанный способ, подготовить трубу.
Только после этого стоит переходить к процедуре по такой схеме:
- Подобрать приспособление соответствующего диаметра (для этого пользуются штангенциркулем).
- Затем смазываем поверхность изделия и внутреннюю часть плашки любым смазочным материалом.
- Следующий шаг – прочно закрепляем лерку в тисках. Если не воспользоваться держателем, резьба не получится ровной, а это может явиться причиной образования в местах сопряжения течи.
- Проворачиваем в нужном направлении плашкодержатель.
Сделав несколько оборотов, нужно удалить стружку.
Для этого устройство поворачиваем в противоположном направлении.
- По окончанию работ инструмент и резьбу, необходимо очистить от смазки.
На первом этапе, пользуются черновыми лерками (они четко прорезают трубу).
Но с их помощью вам не удастся добиться максимальной точности резьбы. Заключительную нарезку делают посредством чистовой лерки.
Нарезаем внутреннюю резьбу
Что для этого нужно сделать.
- Тщательным образом подготовить проем.
Отверстие должно быть чистым, без посторонних покрытий и отложений.Затем, его, необходимо, смазать.
- Выбрать метчик по диаметру.
- Зафиксировать инструмент в отверстии.
Помните о том, что нужно в точности соблюдать вертикальное положение нарезного приспособления.
Вращать метчик необходимо по часовой стрелке.
Важно знать! На каждую плашку изготовитель, обязательно, наносит маркировку.
В ней оговорены все величины пазов, которые можно нарезать посредством данного инструмента.
Перед тем, как приступить к работе (видео, как проложить разными способами канализационные трубы посмотрите здесь), следует внимательно изучить эти данные.
Если вам нужно будет нарезать резьбу на трубе из нержавеющей стали, придется потрудиться немного больше.
Так как нержавейка очень твердый материал, то задача, значительно, усложняется.
В данном случае придется покупать плашку, соответствующую марке стали.
Для этой цели подойдут лерки с клеймлением — Р9.
Важный момент! Если плашка будет подобрана неправильно, то, в конечном итоге, вы можете остаться не только без резьбы, но и без инструмента.
Базовые причины брака
Никто не застрахован от того, что результатом вашей работы окажется брак.
Какой может быть причина для его возникновения?
- Несовпадение сечения отверстий или стержней нарезаемых пазов.
- Применение инструмента плохого качества (затупленного или неправильно отцентрированного).
- Не использование в процессе работы смазочных материалов.
- Отсутствие профессионального мастерства.

Выводы
Нет ничего сложно в том, чтобы, самостоятельно, нарезать резьбу на трубе.
В этом нет никаких хитростей.
Главное – иметь в своем распоряжении специальный инструмент.
Выполнять все действия, аккуратно, и не спеша. И еще о чем не следует забывать:
- для того, чтобы у вас все получилось, нужно обладать желанием, а умение – это дело наживное.
[note]Любую домашнюю работу можно сделать собственными силами, главное – найти к ней правильный подход. Так вы сможете сэкономить средства из семейного бюджета.[/note]
Инструмент для нарезки резьбы на трубах
Любой ремонт или замена существующего трубопровода предполагает врезку в магистраль. Сварка пригодна только для металлических труб, в то время как для соединения их с пластиковыми изделиями применять этот способ невозможно. Кроме того, при монтаже используется запорная арматура, которая крепится резьбовым соединением. Для его создания необходимо знать, как нарезать резьбу на трубе и с помощью каких приспособлений.
Кроме того, при монтаже используется запорная арматура, которая крепится резьбовым соединением. Для его создания необходимо знать, как нарезать резьбу на трубе и с помощью каких приспособлений.
Для нарезки резьбы существует несколько видов инструментов
Содержание
- 1 Нарезание резьбы. Необходимые понятия
- 2 Виды резьбы на трубах
- 3 Инструмент и правила нарезки резьбы на трубах
- 4 Этапы нарезки трубной резьбы вручную
- 5 Преимущества клуппов
Нарезание резьбы. Необходимые понятия
Этот процесс представляет собой обработку стержня или отверстия при помощи специального инструмента для нарезки резьбы на трубах с целью получения наружных либо внутренних поочерёдных выступов-витков и спиральных канавок.
Основными характеристиками резьбы являются:
- шаг. Это расстояние между вершинами или основаниями соседних витков;
- профиль. Поперечное сечение у витка может быть трапецеидальным, треугольным, прямоугольным и др.
 В деталях санитарно-технических систем используется исключительно треугольный профиль;
В деталях санитарно-технических систем используется исключительно треугольный профиль; - угол профиля. Он образуется пересекаемыми сторонами (боковыми гранями) витков;
- глубина. Это расстояние от вершины до основания резьбы;
- наружный, средний и внутренний диаметры.
Наружный равен расстоянию между точками двух противоположных сторон резьбы. Средний диаметр ˗ это расстояние между вершиной и основанием профилей, которые находятся на противоположных сторонах детали. Внутренний представляет собой расстояние между противоположными впадинами.
Любая резьба имеет свои технические характеристики
Виды резьбы на трубах
Хоть процедуру нарезания резьбы на водопроводной трубе сложной не назовёшь, прислушаться к некоторым советам будет отнюдь не лишним. Умение отличать левую резьбу от правой, а дюймовую от метрической тоже не помешает.
При левой резьбе гайка на болт накручивается против часовой стрелки. Если же резьба правая, гайка наворачивается на болт по часовой стрелке.
Метрическая резьба характеризуется тем, что:
- геометрические размеры деталей измеряются в миллиметрах;
- вид профиля – равносторонний треугольник;
- имеет меньший шаг.
Особенностями дюймовой резьбы является:
- единица измерения геометрических размеров деталей — дюймы;
- имеет вид профиля равнобедренного треугольника с углом при вершине равным 55 градусов;
- имеет больший шаг. Эта особенность означает, что профиль дюймовой резьбы крупнее, а прочность соединения выше.
Все виды резьбы используются в тех или иных случаях. Но стоит отметить, что правая встречается буквально на каждом шагу, а вот левая — гораздо реже.
Чтобы правильно нарезать резьбу, нужно знать, чем они отличаются друг от друга
Инструмент и правила нарезки резьбы на трубах
Конечно же, чтобы выполнить эту процедуру, без инструмента для нарезания резьбы на трубах не обойтись. В сфере торговли его обычно называют трубным резьбонарезным набором.
Полезная информация! В набор может входить инструмент с непривычным названием клупп. Он напоминает плашку для нарезки резьбы на трубах, но содержит только её главную функциональную часть – круглую рамку в виде короткого цилиндра, выполненного из инструментальной стали и оснащённого прочными резцами.
Помимо плашек или клуппов, набор включает держатель (с трещоткой либо без неё), а также ряд других дополнительных инструментов, таких, как клещи, струбцину и т.д.
Требования к процессу нарезки резьбы на трубах вручную формулируются следующим образом:
- обязательная подготовка трубы. С места будущей резьбы необходимо удалить грязь, ржавчину и слой краски. Очищать поверхность следует до металла;
- процесс нарезания резьбы на трубах должен сопровождаться смазыванием их рабочих поверхностей и резцов применяемого инструмента – плашки или клуппа. Для этого используется смазка, представляющая собой специальную жидкость.
 Её наносят как до начала, так и в процессе нарезки резьбы на трубе;
Её наносят как до начала, так и в процессе нарезки резьбы на трубе; - на торце изделия предварительно необходимо снять наружную фаску;
- работа должна проводиться только острым и исправным инструментом для нарезки резьбы на водопроводных трубах.
Кроме технологии, важно знать еще и тонкости выбора инструмента.
Нарезая резьбу, нужно строго соблюдать технологию
Резьбонарезной инструмент — это не только вышеупомянутые плашки и клуппы, но также и метчики. С помощью последних создаётся внутренняя резьба путём прорезки стружечных канавок. Но здесь есть один нюанс. Для нарезки резьбы на трубе необходимо использовать набор из двух метчиков, отличающихся глубиной прорезывания:
- для черновой работы — №1;
- для чистовой работы — №2.
Плашка для нарезки резьбы на трубах бывает:
- круглой;
- раздвижной;
- разрезной;
- цельной.
Ещё один инструмент – клупп – имеет в своей конструкции направляющую. Она служит для центрирования цилиндра с резцами по трубе.
Она служит для центрирования цилиндра с резцами по трубе.
Вместе с тем, одних знаний, чем нарезается резьба на водопроводной трубе, недостаточно. Необходимо выяснить требования ГОСТа к размеру трубной резьбы, и уже в соответствии с её шагом и диаметром подбирать набор резьбонарезного инструмента. Эти данные представлены в нижерасположенной таблице.
Таблица 1
| Шаг резьбы | Диаметр резьбы, мм | Размер трубной резьбы, дюймы | |||
| мм | Нитки на 1 дюйм | Внутренний | Наружный | ||
| 2,309 | 11,0 | 84,930 | 87,887 | 3 | |
| 2,309 | 11,0 | 72,230 | 75,187 | 2 1/2 | |
| 2,309 | 11,0 | 56,659 | 59,616 | 2 | |
| 2.309 | 11,0 | 44,847 | 47,805 | 1 1/2 | |
| 2,309 | 11. 0 0 |
38,954 | 41,912 | 1 1/4 | |
| 2,309 | 11,0 | 30,293 | 33,250 | 1 | |
| 1,814 | 14,0 | 24,119 | 26,442 | 3/4 | |
| 1,814 | 14,0 | 18,632 | 20,956 | 1/2 | |
Этапы нарезки трубной резьбы вручную
Как было сказано выше, данная операция выполняется с помощью плашки, клуппа либо метчика. Выбор набора для нарезания резьбы на трубах зависит от многих факторов. Но, прежде всего, от того, какое резьбу необходимо создать – наружную либо внутреннюю. Для большей конкретики рассмотрим, как нарезается резьба на нержавеющую трубу вручную с помощью плашки.
Отрежьте часть нержавеющей трубы, на которой присутствует старая резьба. Заниматься её восстановлением нецелесообразно, поскольку добиться полной герметичности соединения будет невозможно и, следовательно, в этом месте будут возникать протечки. Выполняя такую операцию вручную, особое внимание уделяйте срезу. Он должен быть строго перпендикулярным продольной оси трубы.
Выполняя такую операцию вручную, особое внимание уделяйте срезу. Он должен быть строго перпендикулярным продольной оси трубы.
Важно! Удалению также подлежит сегмент трубопровода с признаками коррозии.
Для облегчения накручивания плашки, снимите с торца трубы фаску. Чтобы обеспечить лучшее скольжение, место будущей резьбы смажьте маслом. Далее начинайте собственно нарезку трубной резьбы. Проведя некоторое количество витков, плашку следует прокрутить в противоположную сторону.
При помощи плашки легко нарезать внешнюю резьбу
По завершении нарезания трубной резьбы удалите со вновь созданного места соединения металлические опилки. Для проверки правильности выполнения работ накрутите на трубу предполагаемый к установке объект. Так вы выясните корректность использования выбранной плашки для нарезания резьбы на трубах, а также достаточно ли количества витков. Если проверка пройдёт удачно, уплотните соединение и приступайте к монтажу водопроводной системы.
Преимущества клуппов
Некоторые особенности данного инструмента, используемого для нарезания резьбы на трубах, были упомянуты выше. Но удобство применения ˗ это далеко не единственное достоинство такого набора. Так, например, зная на практике, как нарезать резьбу на трубе с помощью плашки, вы без труда справитесь с этим заданием, используя клупп. Из других преимуществ стоит выделить чистоту получаемой резьбы, простоту конструкции клуппа, возможность оперативной замены резцов-плашек и небольшой вес.
Особого внимания заслуживает следующий фактор. Для изготовления плашки используется недешёвая инструментальная сталь. Но ведь повышенной прочностью должны обладать только резцы, в действительности выполняющие основную работу! Отсутствие дорогих нефункциональных частей обусловливает снижение цены набора клуппов и, соответственно, уменьшает себестоимость процесса нарезки резьбы на нержавеющей трубе. Поэтому домашние мастера, умеющие считать деньги, отдают предпочтение именно такому инструменту.
Применение клуппа существенно облегчит задачу по нарезке резьбы
Продаются эти изделия с набором плашек для нарезки резьбы на трубах диаметром 50, 38, 32, 25, 20 и 15 мм. Каждая из них обозначается цифрой 1, 2, 3, или 4. Все прорези на корпусе клуппа тоже имеют номера, соответствующие резцам-плашкам, с помощью которых будет выполняться нарезание резьбы на трубе. Для повышения эффективности работы в труднодоступных местах совместно с клуппом рекомендуется приобрести специальную оснастку.
Сегодня на рынке можно найти такой инструмент с электрическим и ручным приводом. Поэтому может возникнуть вопрос, чем нарезается резьба на трубе более эффективно.
Полезная информация! Продаются клуппы в специализированных как стационарных, так и интернет-магазинах. Последние очень удобны, поскольку стать владельцем подходящего набора для нарезки резьбы на трубах можно, не покидая пределы своего дома.
Слесари-профессионалы, которые уж точно знают, как нарезать резьбу на трубе, предпочитают электрические клуппы.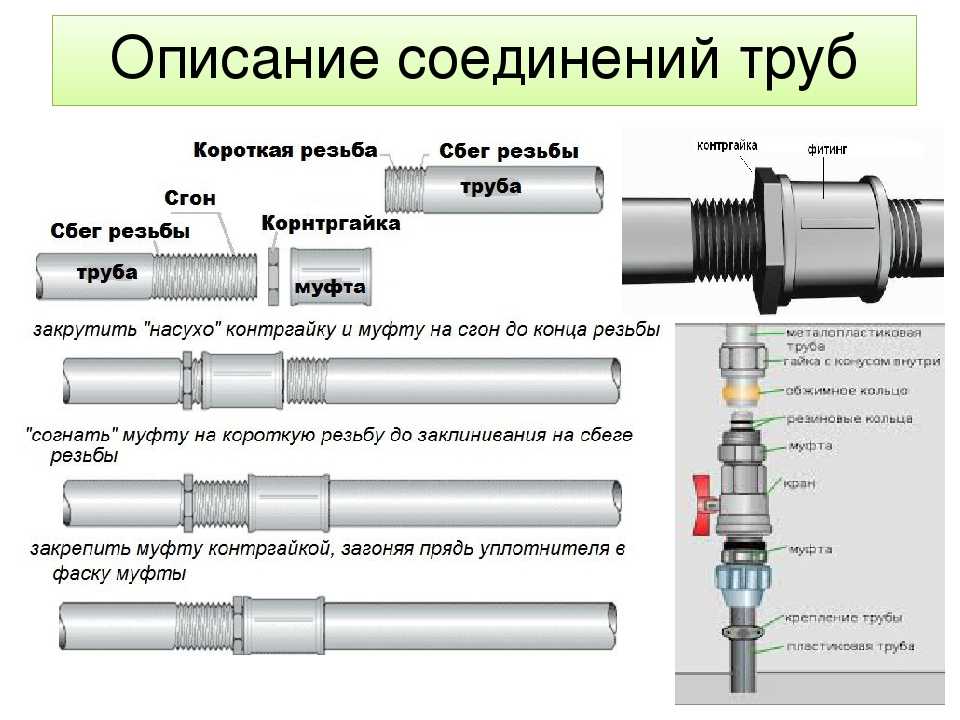 Но стоят такие устройства больше. Поэтому если планируется провести разовое нарезание резьбы на трубу,выгоднее приобретать набор инструмента с ручным приводом.
Но стоят такие устройства больше. Поэтому если планируется провести разовое нарезание резьбы на трубу,выгоднее приобретать набор инструмента с ручным приводом.
Permatex® Высокоэффективный резьбовой герметик, 50 мл – Permatex
Permatex® Высокоэффективный резьбовой герметик, 50 мл – Permatex перейти к содержаниюПоиск товаров
США Артикул №: 56521
Канада Артикул №: 56550
Артикул 0a26e4829603 Категории Advance Auto Parts, Amazon, Oreilly, Резьбовые соединения, Резьбовые герметики Метки 56521, высокоэффективный герметик, тефлоновая лента. Резьбовой герметик, резьбовой герметик
Купить онлайн
Спецификации
Техническая документация
Инструкции
Спецификации
Техническая документация
Инструкции
Описание продукта
Высокоэффективный герметик Permatex специально разработан для металлических резьбовых фитингов, ленточных труб. Резьбовой герметик заменяет тефлоновую ленту и присадки для труб и быстро отверждается, выдерживая давление до 10 000 фунтов на квадратный дюйм. Предотвращает истирание и защищает сопрягаемые участки резьбы от ржавчины и коррозии. Содержит ПТФЭ.
Резьбовой герметик заменяет тефлоновую ленту и присадки для труб и быстро отверждается, выдерживая давление до 10 000 фунтов на квадратный дюйм. Предотвращает истирание и защищает сопрягаемые участки резьбы от ржавчины и коррозии. Содержит ПТФЭ.
Особенности
1Разработан специально для фитингов с металлической конической трубной резьбой
2Быстро отверждается, выдерживая давление до 10 000 фунтов на квадратный дюйм
3Предотвращает истирание и защищает сопрягаемые резьбовые участки от ржавчины и вибрации
5Позволяет менять положение деталей после нанесения
Предлагаемые приложения
Фитинги из нержавеющей стали, болты с головкой в сквозных отверстиях, масляные блоки/датчики PSI, трубопроводы масла и охлаждающей жидкости, переключатели впускного коллектора, заливная пробка заднего моста и топливные фитинги.
Предупреждение Описание
Предложение 65 штата Калифорния: ПРЕДУПРЕЖДЕНИЕ Рак. ADVERTENCIA Рак. ПРЕДОТВРАЩЕНИЕ Рака. www.P65Warnings.ca.gov
ПРЕДОТВРАЩЕНИЕ Рака. www.P65Warnings.ca.gov
Сопутствующие товары
Permatex® Ultra Copper RTV 3,5 унции
Permatex® Ultra Blue RTV 3,5 унции
Антибактериальное пенящееся средство для мытья рук Fast Orange®, 7,5 жидких унций
Permatex® Ultra Grey® RTV силиконовый уплотнитель, 9,5 унций
Жидкая изолента Permatex®
Permatex® The Right Stuff® Grey 1-минутный прокладочный инструмент, 7,5 унций
Учебный портал
Хотите поднять свое обучение на новый уровень? Зарегистрируйтесь на бесплатном портале онлайн-обучения Permatex, чтобы получить доступ к обучающим семинарам в режиме реального времени, курсам, аккредитованным ASE, обучающим видеороликам и многому другому.
Для профессионалов. Профессионалы.
Зарегистрируйтесь сегодня
НИКОГДА НЕ ПРОПУСТИТЕ НОВЫЕ ПРОДУКТЫ, СОВЕТЫ и многое другое
Пожалуйста, включите JavaScript в вашем браузере, чтобы заполнить эту форму.
Имя *
Фамилия *
Эл. люблю машины
Найдите нас в соцсетях:
Facebook-площадь Twitter-площадь Инстаграм YouTube Линкедин
Продукты
- Клеи и герметики
- Очистители и обезжириватели
- Прокладка
- Уход за руками
- Смазочные материалы
- Специализированное обслуживание и ремонт
- Резьбовые соединения
Что нового
- Новости и события
- Пресс-релизы
- Автоспорт
Вот как
- Часто задаваемые вопросы
- Видеотека
- Литература по продуктам
© 2023 Перматекс. Все права защищены.
- Условия эксплуатации.
- Условия.
- Политика конфиденциальности.
Фильтр
Поиск по магазину
Выберите категориюAdvance Auto PartsOreilly’s5 mi10 mi25 mi50 mi100 mi500 mi
Walmart
Адрес
Получить мою позицию Сбросить все фильтры Показать все магазины
Найти магазин
Активный фильтр: 0 Искать в этой области03
Купить онлайн
Сборка резьбовых пластиковых фитингов | LASCO Fittings
Что можно и чего нельзя делать при сборке резьбовых пластиковых фитингов
Сегодня миллионы километров пластиковых труб с резьбовыми соединениями обеспечивают надежную работу без утечек. Однако небольшой процент этих резьбовых пластиковых фитингов может протечь или сломаться. Причиной этого является неправильная сборка резьбовых соединений.
Однако небольшой процент этих резьбовых пластиковых фитингов может протечь или сломаться. Причиной этого является неправильная сборка резьбовых соединений.
Вот некоторые рекомендации по сборке стыков из ПВХ:
- Не затягивайте соединения слишком сильно, сделав им «еще один оборот для уверенности». .
- Не оборачивайте тефлоновой лентой, тефлоновой пастой или трубной смазкой, чтобы увеличить объем или смазать соединение. Обязательно используйте герметик для резьбовых соединений.
- Не используйте «более прочные» резьбовые фитинги сортамента 80, полагая, что они могут решить проблему расщепления из-за чрезмерного затягивания.
- Используйте только резьбовые фитинги сортамента 40 с трубами и фитингами сортамента 40.
- Не затягивайте слишком сильно.
- Затяните от руки плюс один или два оборота.
На фитингах из ПВХ с наружной резьбой диаметр каждой последующей резьбы немного больше, чем у предыдущей. Женские нити последовательно уменьшаются. Это называется конусностью, и степень конусности указана (1¾ градуса) в Американском национальном стандарте B2.1. Все производители труб добровольно следуют этим стандартам, чтобы гарантировать своим клиентам, что они получают качественные материалы.
Это называется конусностью, и степень конусности указана (1¾ градуса) в Американском национальном стандарте B2.1. Все производители труб добровольно следуют этим стандартам, чтобы гарантировать своим клиентам, что они получают качественные материалы.
Поскольку резьба сужается, дополнительные витки вызывают растяжение или «деформацию» охватывающей части. Это расколет охватывающую арматуру так же, как клин, забитый кувалдой, расколет пень.
Величина деформации увеличивается по мере уменьшения размера трубы. Следовательно, резьбовые соединения меньшего диаметра легче разрезать, чем соединения большего диаметра. Фитинги меньшего диаметра также легче перетянуть, потому что их сопротивление крутящему моменту меньше. В таблице 1 приведены уровни деформации и напряжения растяжения в зависимости от диаметра трубы.
«Напряжение» (растягивающее напряжение) представляет собой силу, создаваемую растяжением наружной резьбы, умноженную на сопротивление ПВХ. Сопротивление ПВХ составляет 400 000 фунтов на квадратный дюйм (psi). Деформация за оборот после затяжки от руки для однодюймовой трубы из ПВХ составляет 0,00447, поэтому напряжение за оборот составляет 1788 фунтов на квадратный дюйм. Таким образом, однодюймовое резьбовое соединение из ПВХ, затянутое на четыре оборота сильнее, чем от руки, создаст растягивающее напряжение 7 152 фунтов на квадратный дюйм. Соединение обречено на провал, так как напряжение превышает предел прочности на растяжение ПВХ в 7000 фунтов на квадратный дюйм, даже без добавления напряжения на растяжение, вызванного давлением внутри ирригационной системы (максимум до 2000 фунтов на квадратный дюйм).
Деформация за оборот после затяжки от руки для однодюймовой трубы из ПВХ составляет 0,00447, поэтому напряжение за оборот составляет 1788 фунтов на квадратный дюйм. Таким образом, однодюймовое резьбовое соединение из ПВХ, затянутое на четыре оборота сильнее, чем от руки, создаст растягивающее напряжение 7 152 фунтов на квадратный дюйм. Соединение обречено на провал, так как напряжение превышает предел прочности на растяжение ПВХ в 7000 фунтов на квадратный дюйм, даже без добавления напряжения на растяжение, вызванного давлением внутри ирригационной системы (максимум до 2000 фунтов на квадратный дюйм).
Table 1
Strain and Tensile Stress levels of PVC Threaded joints
(Schedule 40 and 80)
|
|
|
Затяжка вручную+2 оборота |
|
|---|---|---|---|
|
Размер |
Деформация/поворот |
Напряжение/поворот |
Максимально допустимый Гидростатическое напряжение |
|
(IPS) |
(в/в) |
(psi) |
(psi) |
|
½ |
0,00588 |
2352 |
6704 |
|
¾ |
0,00461 |
1844 |
5688 |
|
1 |
0,00447 |
1788 |
5576 |
|
1 ¼ |
0,00349 |
1396 |
4792 |
|
1 ½ |
0,00302 |
1208 |
4416 |
|
2 |
0,00239 |
956 |
3912 |
|
2 ½ |
0,00287 |
1148 |
4296 |
|
3 |
0,00234 |
936 |
3872 |
|
4 |
0,0018 |
720 |
3440 |
Правильный способ сборки резьбового соединения из ПВХ — сортамент 40 или 80 — затяжка от руки плюс один-два оборота — не более. Два оборота после затяжки от руки плюс напряжение системного давления находятся в пределах предела прочности на растяжение однодюймового ПВХ. ([1788 фунтов на квадратный дюйм x 2] + 2000 фунтов на квадратный дюйм = 5576 фунтов на квадратный дюйм).
Два оборота после затяжки от руки плюс напряжение системного давления находятся в пределах предела прочности на растяжение однодюймового ПВХ. ([1788 фунтов на квадратный дюйм x 2] + 2000 фунтов на квадратный дюйм = 5576 фунтов на квадратный дюйм).
Не используйте тефлоновую ленту, тефлоновую пасту или смазку для труб. Обязательно используйте герметик.
Тефлоновая лента, тефлоновая паста и трубная присадка предназначена для металлических труб и фитингов. Соединения металлических фитингов затягивать труднее, чем пластиковые; поверхности имеют тенденцию к истиранию без помощи таких смазок, как тефлон или трубная смазка. Пластиковые фитинги в такой смазке не нуждаются.
Когда тефлоновая лента наматывается на пластиковую наружную резьбу, это увеличивает деформацию и напряжение растяжения. Тенденция большинства установщиков состоит в том, чтобы неправильно намотать ленту на несколько толщин вокруг наружной резьбы, что еще больше увеличивает загрязнение и напряжение.
Тефлоновая паста и присадка для труб, как и тефлоновая лента, делают резьбовые соединения скользкими. Их использование на фитингах из ПВХ может привести к чрезмерному крутящему моменту.
При работе с резьбовыми пластиковыми фитингами используйте подходящий герметик. Правильный герметик для резьбовых соединений не затвердевает, совместим с пластиком и не добавляет скользкости.
Незатвердевающий состав под давлением воды нагнетается в потенциальные места утечки, тем самым выполняя настоящую герметизирующую функцию. Ленты и затвердевающие пасты позволяют образовать путь утечки, когда соединение отвинчивается, механически изгибается или расширяется при повышении температуры.
Герметик должен быть совместим с пластиком. Многие марки герметиков для труб содержат масла, растворители или носители, которые могут повредить пластик. Надлежащий герметик должен быть сертифицирован производителем как безвредный для материала фитинга и не загрязняющий жидкость в трубе.
Наконец, герметик не должен смазывать соединение до такой степени, что будет поощряться чрезмерное затягивание. Некоторые герметики, представленные на рынке, отвечают всем этим требованиям.
Не используйте резьбовые фитинги Schedule 80 в системе Schedule 40. Используйте те же резьбовые фитинги Schedule с теми же трубами и фитингами Schedule.
Многие установщики систем пластиковых трубопроводов, столкнувшиеся с проблемами расщепления, полагают, что фитинги сортамента 40 непрочны. Они пришли к выводу, что проблему можно решить, перейдя на «более прочную» арматуру Schedule 80. В этом рассуждении есть несколько заблуждений.
Во-первых, все проблемы, связанные с чрезмерной затяжкой, применимы как к системам Schedule 80, так и к системам Schedule 40. Хотя стенки фитингов с внутренней резьбой Schedule 80 толще, толщина стенок не влияет на уровни напряжений и деформаций. См. Таблицу 1.
Во-вторых, установщики считают, что системы Schedule 80 прочнее, поскольку они имеют более высокие номинальные значения давления, чем системы Schedule 40. Это верно только при сравнении систем с компонентами, склеенными вместе с растворителем. См. Таблицу 2. Если ввести хотя бы одну трубу или ниппель с резьбой из ПВХ, то номинал всей системы должен быть снижен на 50 процентов.
Это верно только при сравнении систем с компонентами, склеенными вместе с растворителем. См. Таблицу 2. Если ввести хотя бы одну трубу или ниппель с резьбой из ПВХ, то номинал всей системы должен быть снижен на 50 процентов.
Таблица 2
Максимальное статическое давление* для ПВХ типа 1120 при 73°F
|
Размер |
Расписание 40 |
Расписание 80 |
|
|---|---|---|---|
|
(IPS) |
Сварка растворителем |
Сварка растворителем |
Резьбовое соединение |
|
½ |
600 |
850 |
425 |
|
¾ |
480 |
690 |
345 |
|
1 |
450 |
630 |
315 |
|
1¼ |
370 |
520 |
260 |
|
1½ |
330 |
470 |
235 |
|
2 |
280 |
400 |
200 |
|
2½ |
300 |
420 |
210 |
|
3 |
260 |
270 |
185 |
|
4 |
220 |
320 |
160 |
Это снижение рейтинга связано с уменьшением толщины стенки фитинга из-за резьбы. Кроме того, большинство пластиков, включая ПВХ, «чувствительны к насечкам». Когда гладкая стенка пластиковой детали надрезается, деталь теряет значительную часть своей первоначальной прочности, подобно тому, как толстый лист стекла ломается по нанесенной на его поверхности линии. Вот почему наличие даже одного резьбового фитинга в системе требует уменьшения на 50%.
Кроме того, большинство пластиков, включая ПВХ, «чувствительны к насечкам». Когда гладкая стенка пластиковой детали надрезается, деталь теряет значительную часть своей первоначальной прочности, подобно тому, как толстый лист стекла ломается по нанесенной на его поверхности линии. Вот почему наличие даже одного резьбового фитинга в системе требует уменьшения на 50%.
Помня об этих правилах, можно избежать многих ненужных головных болей и затрат, связанных с неправильной установкой систем.
Тип резьбы для фитингов из ПВХ
Существует множество различных стилей резьбы, которые используются в производстве фитингов из ПВХ. Далее поясняются некоторые из наиболее часто используемых стилей резьбы и их чувствительность к изгибающим нагрузкам. Охватываемые стили: стандартная V-образная резьба, контрфорсная резьба и резьба ACME.
Стандартная V-образная резьба
Большинство пластиков, включая ПВХ, чувствительны к надрезам. Стекло, поскольку это очень чувствительный материал, является очень хорошим примером.
Стекло, поскольку это очень чувствительный материал, является очень хорошим примером.
Для резки стекла на поверхности процарапывается насечка. Надрез создает высокую концентрацию напряжения или концентратор напряжения, что обозначено красной областью на диаграмме выше. Приложение изгибающей нагрузки приведет к разрушению стекла вдоль стойки напряжения или выемки.
Резьба может создавать одинаковые концентрации напряжений, создавая соответствующие типы концентраторов напряжения, которые могут привести к трещинам. Типичная машинная и трубная резьба имеет профиль, основанный на пазе типа «V».
Напряжение, возникающее в точке «V», функционально существенно снижает прочность резьбы. Вот почему рабочее давление фактически снижается на 50 % в системах, в которых используются пластиковые фитинги с резьбой, по сравнению с системами, в которых используются только фитинги без резьбы.
Контрфорсная резьба
Некоторые производители производят поворотные соединения с альтернативным профилем резьбы, называемым контрфорсной резьбой. Они продвигают косые насечки на своих нитях, добавляя прочности. Правда в том, что эти «контрфорсные» резьбы по-прежнему имеют V-образный паз в основании профиля резьбы, что, следовательно, делает их чувствительными к изгибающим нагрузкам. Прочность этих фитингов по-прежнему существенно снижена.
Они продвигают косые насечки на своих нитях, добавляя прочности. Правда в том, что эти «контрфорсные» резьбы по-прежнему имеют V-образный паз в основании профиля резьбы, что, следовательно, делает их чувствительными к изгибающим нагрузкам. Прочность этих фитингов по-прежнему существенно снижена.
Резьба ACME
Резьба ACME имеет конфигурацию, исключающую V-образный вырез. Это специальная резьба, обеспечивающая зазор с трубами любого диаметра и обеспечивающая высокую прочность. Резьба ACME менее чувствительна к изгибающим нагрузкам, поскольку не имеет V-образного надреза.
Поворотные соединения и соединения для труб и фитингов Westlake имеют конструкцию резьбы ACME. Этот элемент конструкции обеспечивает высокое качество детали, которая менее подвержена поломке. Дополнительная особенность резьбы в стиле ACME заключается в том, что она обеспечивает «свободное» и «легкое» движение до правильного зацепления. Эта функция предотвращает «прилипание», «блокировку» или «заедание», характерные для деталей с резьбой из ПВХ.
Пластик с резьбой в системах
Компания Westlake Pipe & Fittings включила эту статью Института пластиковых труб о пластике с резьбой в системах. Обсуждаются рекомендации по добавлению в систему резьбовых пластиковых фитингов.
Хотя резьбовые термопластиковые системы не рекомендуются для систем высокого давления, трубопроводов, где утечки могут быть опасными, или для труб большого диаметра (более 2 дюймов), они имеют два явных преимущества. Их можно быстро демонтировать для временного демонтажа, а также использовать для соединения пластиковых и непластиковых материалов. Следует соблюдать следующие рекомендации по изготовлению резьбовых соединений термопластичных труб и фитингов, адаптированные из Института пластиковых труб:
- Нарезайте только трубы с толщиной стенки, равной или превышающей толщину трубы сортамента 80.
- Для труб из ПВХ и ХПВХ, рассчитанных на номинальное давление, уменьшите номинальное давление трубы с резьбой в два раза по сравнению с трубой без резьбы.

- Для нарезки резьбы используйте только плашки для труб, предназначенные для пластика. Держите штампы чистыми и острыми. Не режьте ими другие материалы.
- Тиски для удержания трубы при нарезании резьбы и трубный ключ должны быть сконструированы и использованы таким образом, чтобы не повредить трубу. Рекомендуется использовать ленточные ключи. При необходимости в конец трубы можно вставить деревянные заглушки, чтобы предотвратить деформацию стенки трубы.
- Можно использовать следующую общую процедуру для нарезания резьбы: — Используйте фильеру с соответствующими направляющими, чтобы плашка начиналась и шла под прямым углом к оси трубы. Любые заусенцы или острые края на направляющей, которые могут поцарапать трубу, должны быть удалены. — Не используйте смазочно-охлаждающую жидкость. Однако иногда капля масла может попасть на бегунок. Это предотвращает вибрацию и способствует получению чистой и гладкой резьбы.
- Перед сборкой резьбу следует смазать и загерметизировать незатвердевающей трубной смазкой.

- При свинчивании резьбовых соединений следует соблюдать осторожность, чтобы не перетянуть соединение. Как правило, достаточно одного-двух оборотов после затяжки от руки. Дальнейшее затягивание может привести к расколу пластиковых деталей с внутренней резьбой.
Переходы от пластиковых трубопроводов могут быть выполнены с фланцами, резьбовыми фитингами или муфтами. Фланцевые соединения ограничены 150 фунтами на квадратный дюйм, а резьбовые соединения ограничены 50% номинального давления трубы.
ИНСТИТУТ ПЛАСТИКОВЫХ ТРУБ (PPI)A Подразделение Общества индустрии пластмасс, Inc. 250 Park Avenue, New York, New York 10017 (212) 687-2675
Почему резьбовые соединения выходят из строя
Чтобы понять, что происходит при затягивании резьбового соединения, мы должны понимать механизм затягивания соединения. Во-первых, давайте рассмотрим, что происходит, когда стандартное соединение болта и гайки затягивается, чтобы сжать два объекта вместе. Подумайте о соединении болтами двух стальных стержней. Когда гайка навинчивается на болт, гайка «свободно вращается» и легко вращается по всей длине резьбы. Поскольку стальные стержни сжаты вместе, гайка больше не вращается свободно, а оказывает сопротивление вращению или крутящему моменту.
Подумайте о соединении болтами двух стальных стержней. Когда гайка навинчивается на болт, гайка «свободно вращается» и легко вращается по всей длине резьбы. Поскольку стальные стержни сжаты вместе, гайка больше не вращается свободно, а оказывает сопротивление вращению или крутящему моменту.
Крутящий момент 45 фунтов на болте 3/8 дюйма обеспечивает усилие растяжения 7000 фунтов
Чем больше крутится гайка, тем больше сопротивление или крутящий момент. Дополнительный поворот гайки и ее ход по резьбе создают прижимную силу к стальным стержням. Увеличение крутящего момента частично компенсируется сжатием стальных стержней. При этом гайка пытается вытащить головку болта через отверстие в стержнях. Вытягивание болта или растяжение является ключевой частью успешного болтового соединения. Во многих высокотехнологичных приложениях мера силы зажима определяется удлинением или растяжением болта как более точным, чем показание крутящего момента. Прочность на растяжение стального вала, болта в этом примере и его удлинение более стабильны, чем показания крутящего момента болтов и гаек, которые могут иметь ржавчину, смазку, несовершенную резьбу и процедуру затяжки. Но для установщика плотность соединения обычно принимается как сопротивление гайки вращению или крутящий момент, необходимый для ее дальнейшего вращения. Это означает, что ощущение тугих соединений является результатом приложения нагрузок, которые деформируют или растягивают соединительные детали.
Прочность на растяжение стального вала, болта в этом примере и его удлинение более стабильны, чем показания крутящего момента болтов и гаек, которые могут иметь ржавчину, смазку, несовершенную резьбу и процедуру затяжки. Но для установщика плотность соединения обычно принимается как сопротивление гайки вращению или крутящий момент, необходимый для ее дальнейшего вращения. Это означает, что ощущение тугих соединений является результатом приложения нагрузок, которые деформируют или растягивают соединительные детали.
Теперь, используя информацию, которую мы только что рассмотрели, давайте объясним, что происходит при затягивании резьбового соединения с конической трубой. Точно так же, как болт и гайка, до тех пор, пока не возникнет прижимное усилие, коническая резьба «свободно вращается» до тех пор, пока не исчезнет зазор между наружной и внутренней резьбой. По мере того, как два компонента заклиниваются вместе на большем количестве оборотов, внутренние силы увеличиваются.
Национальная трубная резьба имеет конусность 1¾°, что означает, что каждая наружная резьба немного больше в диаметре, чем предыдущая, а внутренняя резьба последовательно уменьшается. При трубной резьбе 1 дюйм угол конусности означает, что каждая соседняя резьба составляет 0,0055 дюйма или примерно толщину этой страницы, отличающуюся по диаметру. По мере того, как наружная и внутренняя резьбы поворачиваются за пределы «свободного хода», части заклиниваются вместе, в результате чего внутренняя резьба растягивается, а охватываемая слегка сжимается. Этот конус означает, что, когда резьба затягивается от руки, любое дополнительное заклинивание двух частей вызовет напряжение в охватывающих частях. Так как практически все материалы прочнее при сжатии, чем при растяжении. Даже если резьбовые части с наружной и внутренней резьбой имеют одинаковую прочность или материал, внутренняя часть будет растягиваться до разрушения до того, как охватываемая часть выйдет из строя при сжимающей нагрузке. . Помните, что герметичность соединения является результатом сопротивления материалов растяжению. Сталь обладает пределом прочности или сопротивлением растяжению примерно в семь раз больше, чем ПВХ, а это означает, что пластиковое соединение будет иметь гораздо меньший крутящий момент или ощущение, чем металлические фитинги.
При трубной резьбе 1 дюйм угол конусности означает, что каждая соседняя резьба составляет 0,0055 дюйма или примерно толщину этой страницы, отличающуюся по диаметру. По мере того, как наружная и внутренняя резьбы поворачиваются за пределы «свободного хода», части заклиниваются вместе, в результате чего внутренняя резьба растягивается, а охватываемая слегка сжимается. Этот конус означает, что, когда резьба затягивается от руки, любое дополнительное заклинивание двух частей вызовет напряжение в охватывающих частях. Так как практически все материалы прочнее при сжатии, чем при растяжении. Даже если резьбовые части с наружной и внутренней резьбой имеют одинаковую прочность или материал, внутренняя часть будет растягиваться до разрушения до того, как охватываемая часть выйдет из строя при сжимающей нагрузке. . Помните, что герметичность соединения является результатом сопротивления материалов растяжению. Сталь обладает пределом прочности или сопротивлением растяжению примерно в семь раз больше, чем ПВХ, а это означает, что пластиковое соединение будет иметь гораздо меньший крутящий момент или ощущение, чем металлические фитинги.
Диаметр шага
Это означает, что при каждом обороте после затягивания пальца или «свободного хода» охватывающая часть растягивается больше, чем охватываемая сжимается. Наибольшее напряжение, развиваемое в резьбовом соединении конической трубы, приходится на диаметр делительной части.
Делительный диаметр — это точка, которая находится посередине между основанием и вершиной резьбы. Именно на делительном диаметре в резьбовом соединении начинается любая трещина или разрушение, которые затем распространяются наружу через стенку фитинга. Поскольку трещина возникает на делительном диаметре, любая дополнительная толщина стенки компонента с внутренней резьбой мало защищает от чрезмерного затягивания.
Чтобы понять, почему самые высокие нагрузки приходятся на диаметр делительной части, мы должны увидеть, как распределяются нагрузки от заклинивания. Для этого примера возьмем трубную резьбу 1 дюйм! Деформация — это изменение диаметра при каждом обороте резьбового соединения, в этом примере диаметр делителя увеличивается на 0,0055 дюйма за каждый полный оборот. Поскольку средний диаметр на конце внутренней резьбы составляет 1,230, а диаметр увеличивается на 0,0055 дюйма на каждый оборот, это дает деформацию 0,00447 дюйма на дюйм. Принимая во внимание, что изменение делительного диаметра на внешней стенке фитинга с размером 1,673 будет равно 0,00329.дюйм/дюйм
Поскольку средний диаметр на конце внутренней резьбы составляет 1,230, а диаметр увеличивается на 0,0055 дюйма на каждый оборот, это дает деформацию 0,00447 дюйма на дюйм. Принимая во внимание, что изменение делительного диаметра на внешней стенке фитинга с размером 1,673 будет равно 0,00329.дюйм/дюйм
Обратите внимание, что растяжение на внешнем диаметре охватывающей части меньше, чем на делительном диаметре, показывая, где находится наибольшая деформация. Напряжение или растягивающее напряжение — это сила, создаваемая развиваемой деформацией, умноженная на сопротивление материала для увеличения, в данном случае ПВХ. Поскольку сопротивление растяжению или модуль упругости ПВХ составляет 400 000 фунтов на квадратный дюйм. Это означает, что нагрузка на эту резьбовую часть диаметром 1 дюйм на делительном диаметре составляет; 0,00447 x 400 000 или 1788 фунтов на кв. дюйм/оборот. Таким образом, с ПВХ, имеющим прочность на растяжение 7000 фунтов на квадратный дюйм, легко увидеть, что всего несколько оборотов после затяжки вручную или «свободного хода» могут привести к выходу фитингов из ПВХ из строя. Если мы затянем соединение 3.9закручивая вручную, мы превышаем прочность ПВХ и вызываем его растрескивание.
Если мы затянем соединение 3.9закручивая вручную, мы превышаем прочность ПВХ и вызываем его растрескивание.
Правильный способ сборки резьбового соединения из ПВХ – сортамент 40 или 80 – затяжка от руки плюс один-два оборота – не более. Два оборота после затяжки от руки плюс напряжение системного давления находятся в пределах предела прочности на растяжение однодюймового ПВХ. Рабочее давление трубы из ПВХ основано на уровне напряжения 2000 фунтов на квадратный дюйм. Это означает, что 1-дюймовое резьбовое соединение с внутренней резьбой подвергается кольцевому напряжению 7364 фунтов на квадратный дюйм при затяжке всего на три оборота после затяжки от руки и ниже при номинальном рабочем давлении трубы. Как видите, в этом случае соединение находится на грани сбоя.
(1788 фунтов на квадратный дюйм x 3) + 2000 фунтов на квадратный дюйм = 7364 фунтов на квадратный дюйм
В таблице ниже показано напряжение на один оборот, количество оборотов до разрушения и деформация, возникающая в соединениях с трубной резьбой другого размера. Важно отметить, что наиболее распространенные резьбовые соединения размером менее 1 дюйма могут сломать фитинг из ПВХ с внутренней резьбой всего за несколько оборотов после затяжки вручную.
Важно отметить, что наиболее распространенные резьбовые соединения размером менее 1 дюйма могут сломать фитинг из ПВХ с внутренней резьбой всего за несколько оборотов после затяжки вручную.
Как, спросите вы, правильно сделать пластиковый фитинг? Во-первых, мы должны признать, что часть с внутренней резьбой должна быть самой прочной. Если соединение изготовлено из различных материалов, таких как металл и ПВХ, то часть с наружной резьбой должна быть пластиковой, чтобы обеспечить наименьшую вероятность разрушения соединения. Если соединение полностью пластиковое и используется резьбовой герметик, его химический состав должен быть совместим с используемыми материалами. Так как герметик или ленты, содержащие тефлон ® уменьшают трение, они маскируют нагрузки и напряжения, возникающие во время последовательности затяжки. Из-за зазора между основанием или впадиной и вершинами сопрягаемой резьбы имеется небольшой спиральный путь утечки, который удлиняет резьбовое соединение.