описание процесса, что это такое, особенности
Время чтения: 9 минут
Оглянитесь. Дом, в котором вы живете, документы, в которых вы пишете, автомобиль, в котором вы едете, ковер, на котором вы стоите и стул, на котором вы сидите, — флокирование стало неотъемлемой частью повседневной жизни каждого. Флокирование завораживает, потому что текстильная бархатистая поверхность может применяться практически к любому материалу.
Флокированные продукты повсюду — флок встречается на майках, на упаковке для духов, перчаточных ящиках автомобилей, чехлах автомобилей, напольных покрытиях, моделях ландшафтов, чистящих прокладках и т. д.
Потребители всегда ищут что-то новое и необычное. Поставщики ищут то же самое — особый товар или продукт, который увеличит их рынок или создаст новый бизнес. Разработка чего-то нового всегда является главным приоритетом и является движущей силой недавнего возрождения интереса к флокированию.
Флокирование для украшения не ново — аналогичные методы были использованы в средние века, чтобы прикрепить волокнистую пыль к липким поверхностям. В 1970-х годах с появлением усовершенствованных технологий и адгезивов, флокирование стало популярным методом украшения. В 80-х и начале 90-х годов популярность флокирования исчезла, и лишь несколько компаний использовали этот процесс.
В то время как флокирование не является наиболее широко используемым процессом декорирования, средний человек понимает его как ощущение бархата или замши.
Читайте про: как производится шерсть .
Однако за последние несколько лет развитие процесса увеличилось, и флокирование снова востребовано в качестве метода украшения. Хотя флокирование может быть не самым первым выбором декоратора в настоящее время, оно широко используется во многих промышленных применениях. Флокированные поверхности уменьшают количество конденсации воды, действуют как хорошие теплоизоляторы и используются в автомобильной промышленности в течение многих лет для таких предметов, как ящики для перчаток, покрытие дверей и облицовка окон.
Содержание
- 1 Что такое флокирование
- 2 Методы применения
- 3 Флок
- 4 Клей
- 5 Электростатическая система
- 5.1 Ручные устройства
- 6 Окружающая среда
Что такое флокирование
Покрытие флоком включает применение коротких волокон, обычно из нейлона, вискозы или полиэфира, непосредственно на подложку, которая была ранее покрыта клеем.
Диаметр отдельного флока — это всего лишь несколько тысячных сантиметров, а длина составляет от 0,25 до 5 мм.
Клеи, которые захватывают волокна, должны обладать такой же гибкостью и сопротивлением, как подложка, на которую они наносятся. В этом процессе используется специальное оборудование, которое электрически заряжает частицы флока, заставляя их стоять. Затем волокна прикрепляются к клею под прямым углом к основанию.
Применение является долговечным и постоянным. Флок можно наносить на стекло, металл, пластик, бумагу или текстиль. Применение технологии также можно найти на многих предметах, таких как одежда, открытки, рекламные предметы, игрушки и обложки книг.
Методы применения
Декоративное флокирование осуществляется с использованием одного из четырех методов:
- электростатический;
- брусковый / гравитационный;
- опрыскивание и;
- перевод.
- Электростатический метод, пожалуй, самый эффективный метод флокирования, особенно для принтера, выполняющего более чем случайную работу.
- Флок-материал можно также распылять, используя воздушный компрессор, резервуар и распылитель аналогично распылению краски. Он используется главным образом, когда требуются большие площади. Это неопрятный процесс, потому что некоторые из флокирующих волокон остаются в воздухе.
- Флокирование также применяется путем печати клея на подложке, и затем быстрой вибрации подложки механически, в то время как волокна флока распределяются по поверхности (см. рисунок ниже).
Вибрация повышает плотность волокон, что имеет решающее значение для хорошего волокна и приводит к тому, что флокирующие волокна прилипают к клею и упаковываются в слой. Этот процесс называется брусковой или гравитационной флокирующей системой и в основном представляет собой механический процесс.
Этот процесс называется брусковой или гравитационной флокирующей системой и в основном представляет собой механический процесс.
В этом процессе флокирующие волокна случайным образом прилипают к поверхности подложки, и каждое волокно прилипает к клею на разной глубине, создавая нерегулярную поверхность.
Поскольку волокна прилипают к поверхности клея, а не проникают или вставляются в него, происходит некоторое разрывание волокон. Свободные флокирующие волокна, образующиеся во время производства, также имеют тенденцию к миграции, поэтому многие из этих систем устанавливаются в отдельной зоне для предотвращения загрязнения волокна на заводе.
- Более простой способ добавить флокирование к вашей операции — это купить и применить стандартную передачу флока. Еще один выбор — это запатентованный процесс, когда переводы разноцветны, очень детализированы и изготовлены без чернил.
Флокирование представляет собой альтернативный способ декорирования с добавленной стоимостью для достижения этого необычного вида. Это стоит немного больше, чем при создании стандартного экрана печати в сочетании с текстилем, но это, безусловно, дешевле, чем вышивка. Этот процесс использует окрашенные волокна нейлона, заряженные и вводимые в конструкцию. Стандартные переводы флока могут также должны быть сделаны собственными силами.
Это стоит немного больше, чем при создании стандартного экрана печати в сочетании с текстилем, но это, безусловно, дешевле, чем вышивка. Этот процесс использует окрашенные волокна нейлона, заряженные и вводимые в конструкцию. Стандартные переводы флока могут также должны быть сделаны собственными силами.
Читайте про: как изготавливается шелковое волокно: гусеница-труженица .
В основном предварительная печать практически такая же, как и для трафаретной печати с несколькими отличиями. Экраны сделаны из более крупной сетки и возможно, потребуется увеличить толщину линии некоторых иллюстраций. Клей и кристаллический порошок применяется к передаче, а затем направляется через сушилку при низкой температуре.
Это удаляет влагу из клея, но не плавит кристаллический порошок. Избыток порошка удаляется, и передача отправляется через сушилку во второй раз, чтобы химически связать порошок с адгезивом.
Флок
Существует два вида флока — фрезерованные и разрезанные.
- Фрезерованный флок производится из хлопчатобумажных или синтетических текстильных отходов. Из-за производственного процесса, измельченный флок неравномерен по длине.
- Вырезанный флок производится только из синтетических материалов первого качества. Процесс резания создает очень однородную длину флока. Длины могут быть получены от 0,3 до 5,0 мм и 1,7-22 дтекс в диаметре.
Преимущества флокированных поверхностей:
- приятный внешний вид;
- волокнистый захват;
- устойчивость к отскокам и царапинам;
- хороший эффект скольжения на ровных поверхностях;
- и многие другие специализированные свойства.
Тонкость флока, длина волокон и плотность адгезионного покрытия определяют мягкость поверхности. Следует, однако, отметить, что с мелким или коротким флоком трудно работать, поскольку он имеет тенденцию к скатыванию.
- Измельченный хлопковый флок имеет то преимущество, что он является самым низким по стоимости и самым мягким, но имеет наименьшее сопротивление истиранию и износу.

- Вискоза -немного лучше в износостойкости, а нейлон является самым лучшим. Для разрезанного флока вискоза является наименее дорогостоящей с наименьшей износостойкостью.
- Вырезанный нейлон – лучший класс флока и производит хорошее ощущение, но также является самым дорогим.
- Порезанный полиэфир в основном используется для промышленных применений, таких как автомобильные оконные уплотнения, отсеки для перчаток и кровля.
Помимо резания или фрезерования, производство флока включает в себя несколько других этапов.
После резки флок очищается от масел, накопленных во время переработки. Он окрашивается в любое количество цветов, а затем химически обрабатывается, чтобы улучшить характеристики флока. Волокна приобретают блеск и приобретают способность принимать электрический заряд. Поскольку все волокна являются диэлектрическими, определенное количество должно иметь электропроводность для процесса электростатического флокирования.
Когда процесс завершен, волокна высушивают спиртом, а затем сушат в печи до удельного содержания влаги.
На заметку
Обратите внимание, что флок-волокна никогда полностью не высушиваются, поскольку содержание влаги увеличивает их проводимость.
Наконец, флок упаковывается в защищенные от влаги мешки, которые поддерживают надлежащую влажность.
Клей
Клеи для флока доступны как в одной, так и в двух частях катализируемой системы. Имеются также пластизольные и водные клеи. Многие из клеев имеют консистенцию пластизольных чернил.
Следует проявлять осторожность при выборе эмульсии трафарета или пленки, совместимых с клеем. Правильное нанесение клея является наиболее важной частью процесса.
Требуется очень тяжелое осаждение клея, но в то же время клей не должен браться пленкой на подложке. Также должно применяться не слишком тонкое покрытие.
Электростатическая система
Электростатическое флокирующее оборудование доступно в трех конфигурациях:
- автоматическая карусель для многоцветного флокирования;
- единичный блок флокирования, который обычно прикрепляется к одной станции пресса;
- портативный блок для более низких объемов.

Стоимость оборудования варьируется от сотен или нескольких тысяч долларов за ручные единицы до десятков или сотен тысяч долларов для автоматических многоцветных систем. Все оборудование работает с использованием той же основной процедуры. При флокировании электрический заряд генерируется с помощью двух электродов: высоковольтной сетки постоянного тока, подключенной к генератору питания, и заземленного субстрата.
Генерируется электростатический заряд, который продвигает волокна с большой скоростью к подложке с адгезивным покрытием. Это приводит к проникновению флокирующих волокон и вклеиванию их в клей под прямым углом к подложке. Это создает равномерное покрытие.
Управление электрическим полем, увеличивая или уменьшая либо приложенное напряжение, либо расстояние между электродами и подложкой, контролирует скорость и толщину флокирования.
Ручные устройства
Ручные устройства состоят из металлической пластины, генератора и флокирующей головы. Металлическая пластина должна быть заземлена, и ее можно разместить там, где удобно. Это эквивалент пластины на текстильном прессе. Генератор создает электростатический заряд и подключается к канистре, которая содержит рыхлые волокна. Металлический экран монтируется на полпути внутри отверстия канистры.
Металлическая пластина должна быть заземлена, и ее можно разместить там, где удобно. Это эквивалент пластины на текстильном прессе. Генератор создает электростатический заряд и подключается к канистре, которая содержит рыхлые волокна. Металлический экран монтируется на полпути внутри отверстия канистры.
Открытый конец контейнера затем пропускают через подложку с адгезивным покрытием, вытягивая волокна из контейнера через экран. Электростатический заряд проталкивает волокна к заземленной металлической пластине. Клеевое покрытие субстрата перехватывает волокна и происходит флокирование. Затем субстрат отверждают в обычной текстильной сушилке, и рыхлые волокна удаляют путем встряхивания, пылесосом или с использованием сжатого воздуха.
Посмотрите на видео, как происходитфлокирование футболок:
Окружающая среда
Наличие контролируемой атмосферы для флокирования является еще одним важным ингредиентом для успеха. В идеале, флокирующая область должна иметь относительную влажность 60% и температуру 20°C. Небольшое изменение температуры или изменение процентной доли относительной влажности может приводить к изменению проводимости или электрической чувствительности флока и субстрата. Флокирующие волокна очень чувствительны к влажности и температурным условиям.
В идеале, флокирующая область должна иметь относительную влажность 60% и температуру 20°C. Небольшое изменение температуры или изменение процентной доли относительной влажности может приводить к изменению проводимости или электрической чувствительности флока и субстрата. Флокирующие волокна очень чувствительны к влажности и температурным условиям.
Когда открыта новая партия волокон флока, они будут выдавать или получать влажность, основываясь на окружающей среде. Менее 30% относительной влажности в производственной зоне приведет к появлению волокон, которые не будут принимать заряд. Относительная влажность, превышающая 65%, заставит флок слипаться и плохо течь через металлический экран или пластину. Для достижения наилучших результатов операцию флокирования следует располагать в помещении с контролируемом атмосферой.
 ru
ru
Флокирование | это… Что такое Флокирование?
Футболка, покрытая флоком (снизу)
|
Содержание
|
Флокирование
Флокирование (от англ. flocking — клочок, пучок, шерстяные очески, хлопчатобумажные очески) — процесс покрытия флоком. Состоит в покрытии поверхности определенной формы, предварительно смазанной клеем, нарезанными текстильными волокнами. Методы покрытия в прежние времена были разными, а в настоящее время это делается под воздействием электростатического поля, получаемого с применением флокатора. Нарезанные волокна (мононити), так называемый «флок», получают из сырья различного происхождения (шерсть, хлопок, полиамид, вискоза, акрил и т. д.). Они бывают разной длины, разных цветов и разной толщины. Для электростатического флокирования волокна, в процессе химической активации (сразу после крашения), обрабатываются специальными электролитами. Только активированные волокна флока в электростатическом поле флокатора ориентируются перпендикулярно поверхности клея «ёжиком».
д.). Они бывают разной длины, разных цветов и разной толщины. Для электростатического флокирования волокна, в процессе химической активации (сразу после крашения), обрабатываются специальными электролитами. Только активированные волокна флока в электростатическом поле флокатора ориентируются перпендикулярно поверхности клея «ёжиком».
История
Флокирования берёт своё начало ещё в античные времена. В древнем Китае было развито ремесло, предшествующее флокированию. В качестве клея китайцы использовали смолу, которую наносили на украшаемые предметы. Затем наносили сверху цветные волокна, создавая с помощью них узоры, если это требовалось. Стремление украсить свою одежду и увеличить продажные цены предметов повседневного пользования стало основной причиной возникновения флокирования.
Настоящее время
Флокирование набирает популярность в различных сферах.
Наиболее развито флокирование в салоне автомобиля: покрытие межстекольных стоек, резиновых уплотнителей стекла, поцарапанных, поломанных элементов, поврежденных потолков.дверных и других элементов салона. также интересным направлениями являются флокирование:
полиграфической продукции
текстиля сувенирной продукции и упаковки
Типы и виды
Существует 2 типа флока:
- флок некалиброванный, «под замшу» (молотый) или флок с волокнами разной длины;
- калиброванный флок (резанный), нити которого нарезаны с высокой точностью (стандартными длинами для калиброванного флока являются от 0.2 мм до 5 мм).
Следуя природе и размеру используемых текстильных нитей, возможно получение следующих видов флокирования:
- замшевый;
- бархатный;
- войлочный.
Флокирование бывает сплошным и выборочным. Флоком могут покрываться любые объекты по форме, материалу, структуре (плоские или объёмные). При сплошном флокировании клеем покрывается вся поверхность флокируемого объекта полностью. При выборочном (или частичном) флокировании клеем покрывается только часть (или части) поверхности объекта, используя трафаретные методы.
Флокатор генерирует (вырабатывает) высоковольтное отрицательное электростатическое поле, необходимое для флокирования активированными волокнами флока. Флокаторы бывают ручными и стационарными.
Примечания
Ссылки
- Флокирование салонов автомобилей teezer.ru (рус.)
См. также
Отделочный (обивочный) материал флок.
Флокирование на стекле, пластике и металле
Вы задаетесь вопросом, подходит ли флокирование для вашей стеклянной, пластиковой или металлической упаковки? Здесь вы найдете всех ответов.
Хотите узнать больше о флоке и этой технике печати? Прочтите ответы на часто задаваемые вопросы о флокировании!
ЧТО ТАКОЕ ФЛОКИРОВАНИЕ?
Флокирование – это метод печати, включающий перенос синтетических волокон на упаковку с помощью электростатической силы производится на соответствующем оборудовании для получения приятного бархатного эффекта. Эти волокна могут быть разной длины и цвета и прилипать к печатаемой поверхности, предварительно покрытой специальным клеем.
Эти волокна могут быть разной длины и цвета и прилипать к печатаемой поверхности, предварительно покрытой специальным клеем.
Флок наносится на различные материалы (стекло, пластик или металл), может полностью покрывать поверхность или создавать особый декор , такой как греческий лад или эффект кружева.
Что касается других техник обработки, то и для флокирования Indeco Serigrafia рекомендует передать декор в отдел графики, который адаптирует его к характеристикам этой техники печати.
КАКОВЫ ПРЕИМУЩЕСТВА ФЛОКИРОВАНИЯ?
Основным преимуществом флокирования является инновационный аспект этого решения для печати: все изделия, на которые наносится флок, эстетически привлекательны и имеют оригинальный внешний вид . Кроме того, флокирование является единственным методом печати, позволяющим получить великолепный визуальный эффект и приятные на ощупь .
Еще одним преимуществом флокирования является возможность сочетать этот метод печати с другими методами декорирования, такими как трафаретная печать. Это часто происходит с упаковкой для косметической или парфюмерной промышленности.
Это часто происходит с упаковкой для косметической или парфюмерной промышленности.
КАКОВЫ ОГРАНИЧЕНИЯ ФЛОКИРОВАНИЯ?
Основным ограничением флокирования является невозможность печати строчных букв . В более общем плане флок подходит для создания линий толщиной не менее одного миллиметра .
Другим ограничением флокирования является ограниченная доступность цветов, особенно для короткого флока (используемого, например, для создания греческих ладов), для которого существует диапазон , включающий около 10 различных цветов . Для покрытия длинной флоком всей поверхности цветовая палитра шире.
В КАКИХ ОТРАСЛЯХ ИСПОЛЬЗУЕТСЯ ФОКИРОВАНИЕ?
Флокирование — это метод печати, используемый в основном для декорирования упаковки, предназначенной для косметики и парфюмерии , а также для декоративных предметов для дома.
НА КАКИХ ИЗДЕЛИЯХ САМОЕ СЛОЖНОЕ ИСПОЛЬЗОВАТЬ ТЕХНИКУ ФЛОКИРОВАНИЯ?
Наиболее сложные изделия, напечатанные методом флокирования, имеют особые формы и углы . Что касается материалов, то флокирование применяется для декорирования стекла, пластика и металла без особых ограничений.
Что касается материалов, то флокирование применяется для декорирования стекла, пластика и металла без особых ограничений.
Нажмите здесь, чтобы просмотреть все наши интересные примеры.
КОГДА И ПОЧЕМУ МЫ РЕКОМЕНДУЕМ ПОКУПАТЕЛЯМ, ЗАКАЗЫВАЮЩИМ ФОКИРОВАНИЕ, ИСПОЛЬЗОВАТЬ ДРУГИЕ МЕТОДЫ ПЕЧАТИ?
Обычно мы предлагаем не использовать флокирование, когда заказчику требуется качественная печать, но в то же время он хочет ограничить производственные затраты.
Свяжитесь с нами для получения дополнительной информации или вернитесь к разделу «Флокирование». Сначала на поверхность, подлежащую флокированию, наносится подходящий клей. Затем наносится флок, который проникает в поверхность клея, создавая желаемую бархатистую отделку.
Электростатические аппликаторы флока заряжают частицы флока, которые затем притягиваются к заземленной поверхности, подлежащей флокированию. В отличие от методов нанесения пухом или выдуванием, при которых просто насыпается слой флока на поверхность, электростатическое нанесение гарантирует, что все волокна в конечном итоге будут стоять под прямым углом к поверхности, что приводит к бархатной отделке.
Электростатический флок широко используется в автомобильной промышленности для покрытия оконных резин, перчаточных ящиков, монетников, дверных карт, консолей и приборных панелей. У раллийных автомобилей, как правило, приборная панель склеена, чтобы уменьшить отражения и придать новый вид измененной приборной панели.
Флокирование доказало свою эффективность в ряде художественных начинаний, включая украшение ювелирных изделий, керамики и глиняной посуды.
С помощью подходящего клея флок можно наносить на бесконечное количество материалов, включая пластик, металл, дерево, резину и стекловолокно.
Более подробная информация
Потребители всегда ищут что-то новое и необычное. Поставщики ищут то же самое — особый товар или продукт, который увеличит их долю на рынке или создаст новый бизнес. Примером этого может быть недавняя популярность одежды смешанного медиа на рынке. Таким образом, разработка чего-то нового всегда является главным приоритетом и является движущей силой недавнего возрождения интереса печатников к изучению флокирования.
Флокирование для украшения, конечно, не ново; аналогичные методы использовались в средние века для прикрепления волокнистой пыли к липким поверхностям. Однако именно в 1970-х годах, с появлением усовершенствованных технологий и клеев, флокирование стало популярным методом декорирования. Затем, в 1980-х и начале 1990-х годов, популярность флокирования сошла на нет, и немногие типографии использовали этот процесс. Тем не менее, несмотря на то, что флокирование не является наиболее широко используемым процессом декорирования и не является хорошо известной техникой декорирования, средний человек знает о его бархатном или замшевом ощущении.
Однако за последние несколько лет количество запросов об этом процессе возросло, и флокирование снова стало востребованным методом декорирования. Несмотря на то, что в настоящее время флокирование не является предпочтительным процессом для большинства декораторов, оно широко используется во многих промышленных приложениях. Флокированные поверхности уменьшают конденсацию воды, действуют как хорошие теплоизоляторы и уже много лет используются в автомобильной промышленности для таких изделий, как перчаточные ящики, дверные молдинги и отделка окон.
Флокирование — что это?
Вкратце, процесс флокирования включает в себя нанесение коротких моноволокон, обычно нейлона или вискозы, непосредственно на подложку, предварительно покрытую клеем. Диаметр отдельной нити флока составляет всего несколько тысячных сантиметра, а длина колеблется от 0,25 до 5 мм. Клеи, схватывающие волокна, должны обладать такой же гибкостью и износостойкостью, как и подложка. В процессе используется специальное оборудование, которое электрически заряжает частицы флока, заставляя их стоять. Затем волокна продвигаются вперед и закрепляются в клее под прямым углом к подложке. Применение является прочным и постоянным. Флок можно наносить на стекло, металл, пластик, бумагу или текстиль. Приложения для дизайна Flock также можно найти на многих предметах, таких как одежда, поздравительные открытки, трофеи, рекламные товары, игрушки и обложки книг.
Методы нанесения
Декоративное флокирование выполняется одним из четырех способов нанесения: электростатическим, колотушкой/гравием, распылением и переносом.
Электростатический метод, пожалуй, самый жизнеспособный метод флокирования, особенно для принтеров, выполняющих флокирование чаще, чем время от времени.
Флокирующий материал также можно распылять с помощью воздушного компрессора, резервуара и пистолета-распылителя аналогично распылению краски. Полученная отделка с использованием этого метода похожа на тонкое войлочное покрытие, так как большая часть волокон будет лежать в клее. Он в основном используется, когда большие площади требуют флокирования. Это неаккуратный процесс, потому что часть флокирующих волокон попадает в воздух.
Флокирование также наносится путем нанесения клея на подложку с последующей быстрой механической вибрацией подложки, в то время как волокна флока распределяются по поверхности.
Нанесение флока вибрационным методом и нанесение флока электростатическим методом.
Вибрация повышает плотность волокон, что имеет решающее значение для хорошего покрытия волокон, и заставляет флокированные волокна прилипать к клею и укладываться в слой. Этот процесс называется битером или системой гравитационного флокирования и в основном представляет собой механический процесс. При этом процессе флокированные волокна беспорядочно прилипают к поверхности подложки, и каждое волокно прилипает к клею на разной глубине, создавая неравномерную флокированную поверхность. Поскольку волокна прилипают к поверхности клея, а не проникают в нее или внедряются в нее, происходит некоторое осыпание волокон. Свободные флокированные волокна, образующиеся в процессе производства, также имеют тенденцию к миграции, поэтому многие из этих систем устанавливаются в отдельной зоне, чтобы предотвратить загрязнение цеха волокном.
Этот процесс называется битером или системой гравитационного флокирования и в основном представляет собой механический процесс. При этом процессе флокированные волокна беспорядочно прилипают к поверхности подложки, и каждое волокно прилипает к клею на разной глубине, создавая неравномерную флокированную поверхность. Поскольку волокна прилипают к поверхности клея, а не проникают в нее или внедряются в нее, происходит некоторое осыпание волокон. Свободные флокированные волокна, образующиеся в процессе производства, также имеют тенденцию к миграции, поэтому многие из этих систем устанавливаются в отдельной зоне, чтобы предотвратить загрязнение цеха волокном.
Наиболее успешным методом обеспечения хорошего плотного покрытия является сочетание нанесения электростатического флока с использованием венчиков для увеличения плотности покрытия.
ВОЛОКНА ФЛОКА
Флок может быть изготовлен из натуральных или синтетических материалов, таких как хлопок, вискоза, нейлон и полиэстер.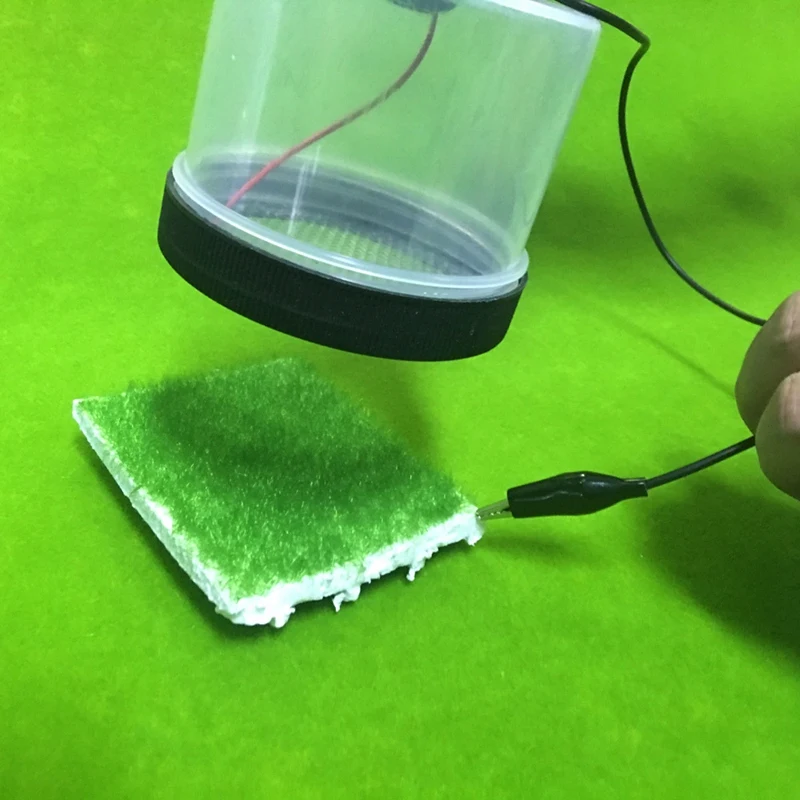 Флок бывает двух видов – фрезерованный и нарезанный. Молотый флок производят из хлопковых или синтетических текстильных отходов. Из-за производственного процесса измельченный флок неоднороден по длине и может варьироваться от мелкого (0 ~ — 0,5 мм) до крупного (0,4 — 1,1 мм). Стрижка флок производится только из мононити синтетического материала. В процессе резки получается очень однородная длина флока. Длина может быть от 0,3 до 5,0 мм и 1,7-22 дтекс в диаметре. (Один дтекс — это единица измерения массы волокна; один грамм на 10 000 метров длины.) Тонина флока, длина волокон и плотность клеевого покрытия определяют мягкость флока. Однако следует отметить, что с мелким или коротким ворсом трудно работать, так как оно имеет тенденцию скатываться в комки во время обработки. Преимущество измельченного хлопкового флока в том, что он самый дешевый и самый мягкий, но обладает наименьшей стойкостью к истиранию и износу. Вискоза немного лучше по износостойкости, а нейлон лучше. Для срезанного флока вискоза является наименее дорогой и имеет наименьшую износостойкость.
Флок бывает двух видов – фрезерованный и нарезанный. Молотый флок производят из хлопковых или синтетических текстильных отходов. Из-за производственного процесса измельченный флок неоднороден по длине и может варьироваться от мелкого (0 ~ — 0,5 мм) до крупного (0,4 — 1,1 мм). Стрижка флок производится только из мононити синтетического материала. В процессе резки получается очень однородная длина флока. Длина может быть от 0,3 до 5,0 мм и 1,7-22 дтекс в диаметре. (Один дтекс — это единица измерения массы волокна; один грамм на 10 000 метров длины.) Тонина флока, длина волокон и плотность клеевого покрытия определяют мягкость флока. Однако следует отметить, что с мелким или коротким ворсом трудно работать, так как оно имеет тенденцию скатываться в комки во время обработки. Преимущество измельченного хлопкового флока в том, что он самый дешевый и самый мягкий, но обладает наименьшей стойкостью к истиранию и износу. Вискоза немного лучше по износостойкости, а нейлон лучше. Для срезанного флока вискоза является наименее дорогой и имеет наименьшую износостойкость. Вырезанный нейлон — лучший сорт флока, приятный на ощупь, но он и самый дорогой. Разрезанный полиэстер в основном используется для промышленных применений, таких как уплотнители автомобильных окон, перчаточные ящики и кровельные покрытия. Помимо резки или измельчения, производство флока включает в себя несколько других этапов. После разделки флок очищают от масел, накопившихся при обработке. Его окрашивают в любое количество цветов, а затем химически обрабатывают, чтобы волокна могли принимать электрический заряд. Поскольку все волокна являются диэлектрическими, для возникновения процесса электростатического флокирования должна присутствовать определенная проводимость. Когда процесс завершен, волокна сушат центрифугированием, а затем сушат в печи до определенного содержания влаги. Обратите внимание, что флокированные волокна никогда не высушиваются полностью, так как содержание влаги увеличивает их проводимость. Наконец, флок упаковывается во влагонепроницаемые пакеты, поддерживающие необходимую влажность.
Вырезанный нейлон — лучший сорт флока, приятный на ощупь, но он и самый дорогой. Разрезанный полиэстер в основном используется для промышленных применений, таких как уплотнители автомобильных окон, перчаточные ящики и кровельные покрытия. Помимо резки или измельчения, производство флока включает в себя несколько других этапов. После разделки флок очищают от масел, накопившихся при обработке. Его окрашивают в любое количество цветов, а затем химически обрабатывают, чтобы волокна могли принимать электрический заряд. Поскольку все волокна являются диэлектрическими, для возникновения процесса электростатического флокирования должна присутствовать определенная проводимость. Когда процесс завершен, волокна сушат центрифугированием, а затем сушат в печи до определенного содержания влаги. Обратите внимание, что флокированные волокна никогда не высушиваются полностью, так как содержание влаги увеличивает их проводимость. Наконец, флок упаковывается во влагонепроницаемые пакеты, поддерживающие необходимую влажность.
КЛЕИ
Доступен широкий ассортимент флоковых клеев, как однокомпонентных, так и двухкомпонентных каталитических систем. Клеи обычно изготавливаются на водной основе или на основе растворителя. Некоторые из них сушат на воздухе, другие отвердевают при температуре или катализаторе. Клеи обычно наносят кистью, валиком, распылением или трафаретной печатью.
ТРАКРЕТНАЯ ПЕЧАТЬ КЛЕЙ
Многие клеи имеют консистенцию пластизольных чернил. Следует проявлять осторожность при выборе трафаретной эмульсии или пленки, совместимой с клеем для печати. Правильное нанесение клея является наиболее важной частью процесса. Требуется очень сильное нанесение клея, но в то же время клей не должен «выдавливаться» через основание. Также следует соблюдать осторожность, чтобы не нанести тонкий слой. Меньшее количество клея не обеспечивает должных характеристик сцепления волокон, что приводит к снижению износостойкости. Для достижения надлежащего отложения клея экран должен быть изготовлен из моноволоконной сетки с плотностью от 24 до 43 нитей/см (от 60 до 110 нитей/дюйм). Натяжение должно быть 20 Н/см. Дополнительные слои эмульсии на печатной стороне трафаретной сетки могут потребоваться, если число ячеек превышает 36 нитей/см (96 ниток/дюйм). Печать должна производиться бесконтактно, с использованием ракеля со сферическим концом твердостью 65. Если у вас возникли трудности с получением надлежащего покрытия, не разбавляйте клей, чтобы сделать его более пригодным для печати. Это только создаст более тонкое покрытие, позволив клею впитаться в подложку. Лучшим решением будет замедлить ход ракеля, чтобы дать клею время пройти через сетку и попасть на подложку. Адгезию флока можно проверить, подвергнув подложку стандартному тесту на стирку текстиля. Если флокирующие волокна ослабевают или отваливаются, возможно, клей слишком тонкий или клей был неправильно отвержден. Если клей наносится правильно, температуру отверждения следует регулировать до тех пор, пока подложка не пройдет тест на промывку. Это единственный безопасный способ обеспечить надлежащее отверждение клея.
Натяжение должно быть 20 Н/см. Дополнительные слои эмульсии на печатной стороне трафаретной сетки могут потребоваться, если число ячеек превышает 36 нитей/см (96 ниток/дюйм). Печать должна производиться бесконтактно, с использованием ракеля со сферическим концом твердостью 65. Если у вас возникли трудности с получением надлежащего покрытия, не разбавляйте клей, чтобы сделать его более пригодным для печати. Это только создаст более тонкое покрытие, позволив клею впитаться в подложку. Лучшим решением будет замедлить ход ракеля, чтобы дать клею время пройти через сетку и попасть на подложку. Адгезию флока можно проверить, подвергнув подложку стандартному тесту на стирку текстиля. Если флокирующие волокна ослабевают или отваливаются, возможно, клей слишком тонкий или клей был неправильно отвержден. Если клей наносится правильно, температуру отверждения следует регулировать до тех пор, пока подложка не пройдет тест на промывку. Это единственный безопасный способ обеспечить надлежащее отверждение клея.
ЭЛЕКТРОСТАТИЧЕСКОЕ ФЛОКИРОВАНИЕ ТЕКСТИЛЯ
Электростатическое оборудование для флокирования футболок и других тканей доступно в трех конфигурациях: автоматическая карусель для многоцветного флокирования, одностанционное флокирующее устройство, которое обычно присоединяется к одной станции швейного пресса, или портативное ручное оборудование. блок для меньших объемов. Стоимость оборудования варьируется от сотен или нескольких тысяч фунтов стерлингов для ручных устройств до десятков или сотен тысяч фунтов стерлингов для автоматических многоцветных систем.
Все оборудование работает с использованием одной и той же базовой процедуры и объясняется законом физики, согласно которому противоположные электрические заряды притягиваются друг к другу. При флокировании электрический заряд генерируется с помощью двух электродов: высоковольтной сети постоянного тока, подключенной к генератору энергии, и заземленной подложки. Генерируется электростатический заряд, который продвигает волокна с высокой скоростью на подложку с клеевым покрытием. Это приводит к тому, что флокирующие волокна проникают в клей и встраиваются в него под прямым углом к подложке. Это формирует однородное флоковое покрытие или слой высокой плотности. Управление электрическим полем путем увеличения или уменьшения приложенного напряжения или расстояния между электродами и подложкой регулирует скорость и толщину флокирования.
Это приводит к тому, что флокирующие волокна проникают в клей и встраиваются в него под прямым углом к подложке. Это формирует однородное флоковое покрытие или слой высокой плотности. Управление электрическим полем путем увеличения или уменьшения приложенного напряжения или расстояния между электродами и подложкой регулирует скорость и толщину флокирования.
Оборудование для многоцветного флокирования имеет одну станцию печати для нанесения клея и несколько станций для нанесения флока. Он использует плоский металлический экран, покрытый эмульсией и экспонирующийся с каждым из элементов дизайна, так же, как и при трафаретной печати. Флок помещается на металлический экран, который действует как электрод высокого напряжения, а вращающаяся щетка точно распределяет флокирующий материал. Когда сито опускается вплотную к покрытой клеем подложке, флокированные волокна продвигаются в клей, что определяется трафаретом на металлическом сите. Поскольку напряженность электростатического поля контролируется, а металлический экран и подложка с клеевым покрытием расположены близко друг к другу, флокирующий материал не может прикрепиться к клею, за исключением того места, где расположен трафарет, независимо от размера подложки с клеевым покрытием. .
.
РУЧНЫЕ УСТРОЙСТВА Ручные устройства состоят из металлической пластины, генератора и флокирующей головки. Металлическая пластина должна быть заземлена, и ее можно разместить там, где удобно. Это эквивалент валика на текстильном прессе. Генератор создает электростатический заряд и подключается к контейнеру, содержащему свободные волокна. Металлический экран устанавливается на полпути внутрь отверстия канистры. Затем открытый конец канистры проводят над подложкой с клеевым покрытием, вытягивая волокна флока из канистры через сетку. Электростатический заряд притягивает волокна к заземленной металлической пластине. Подложка с клеевым покрытием захватывает волокна и происходит флокирование. Затем подложка отверждается в обычной сушилке, а свободные волокна удаляются встряхиванием, уборкой пылесосом или с помощью сжатого воздуха. Эксплуатация этих устройств требует определенной квалификации для получения желаемых результатов. Если держать флокирующую головку слишком далеко от подложки, флокирующие волокна будут плохо покрыты. Оператор также должен держать устройство перпендикулярно подложке, чтобы предотвратить попадание волокон флока в клей под углом, отличным от перпендикулярного к подложке. Ручные устройства также более грязные, чем автоматические системы, и оставляют после себя больше волокон.
Оператор также должен держать устройство перпендикулярно подложке, чтобы предотвратить попадание волокон флока в клей под углом, отличным от перпендикулярного к подложке. Ручные устройства также более грязные, чем автоматические системы, и оставляют после себя больше волокон.
Отверждение флокирования также требует изучения. Поскольку немногие трафаретные принтеры используют клеи на водной основе, у них может не быть надлежащего оборудования для отверждения. Клеи на водной основе требуют использования сушилок с несколькими независимыми зонами нагрева с изменяемой скоростью потока воздуха. Даже пластизольный и катализируемый клей может потребовать дополнительного времени для полного отверждения.
ОКРУЖАЮЩАЯ СРЕДА
Наличие контролируемой атмосферы для операций стада обычно считается еще одним важным условием успеха. В идеале в помещении для флокирования должна быть относительная влажность 60% и температура 20°С (68°F). Небольшое изменение температуры или изменение процента относительной влажности может привести к 3-4-кратному изменению проводимости или электрической чувствительности флока и подложки. Эти изменения отрицательно повлияют на процесс и приведут к комкованию флока, снижению адгезии и плотности флока и чрезмерному использованию флока. Волокна флокирования очень чувствительны к влажностному и температурному режиму. Когда открывается новая партия флоковых волокон, волокна выделяют или получают влагу в зависимости от окружающей среды. Относительная влажность менее 30% в производственной зоне приведет к тому, что волокна не будут принимать заряд. Относительная влажность свыше 65% приводит к тому, что флок слипается и плохо проходит через металлическую сетку или пластину. Для достижения наилучших результатов операцию флокирования следует проводить в помещении с регулируемой атмосферой. Как указывалось ранее в разделе о клеях, чтобы убедиться, что ваши флокированные рисунки получили надлежащее отверждение, образцы отпечатков должны быть подвергнуты стандартному тесту на стирку текстиля.
Эти изменения отрицательно повлияют на процесс и приведут к комкованию флока, снижению адгезии и плотности флока и чрезмерному использованию флока. Волокна флокирования очень чувствительны к влажностному и температурному режиму. Когда открывается новая партия флоковых волокон, волокна выделяют или получают влагу в зависимости от окружающей среды. Относительная влажность менее 30% в производственной зоне приведет к тому, что волокна не будут принимать заряд. Относительная влажность свыше 65% приводит к тому, что флок слипается и плохо проходит через металлическую сетку или пластину. Для достижения наилучших результатов операцию флокирования следует проводить в помещении с регулируемой атмосферой. Как указывалось ранее в разделе о клеях, чтобы убедиться, что ваши флокированные рисунки получили надлежащее отверждение, образцы отпечатков должны быть подвергнуты стандартному тесту на стирку текстиля.
РЕЗЮМЕ
Флокирование – это альтернативный метод декорирования с добавленной стоимостью для придания необычного вида.