Лист оцинкованный окрашенный в рулонах
Размер:
Все1250 мм
Толщина:
Все0,40,50,60,70,80,90,450,550,65
| Наименование: Лист оцинкованный окрашенный в рулонах | Размер | Цена | Кол-во т | кв. метры | прайс |
|---|---|---|---|---|---|
| 0,4 мм | 1250 мм | 190 080i/т | В корзину | ||
| 0,45 мм | 1250 мм | 141 080i/т | В корзину | ||
| 0,5 мм | 1250 мм | 141 080i/т | В корзину | ||
| 0,55 мм | 1250 мм | 150 580i/т | В корзину | ||
| 0,6 мм | 1250 мм | 125 580i/т | В корзину | ||
| 0,65 мм | 1250 мм | 95 800i/т | В корзину | ||
| 0,7 мм | 1250 мм | 95 650i/т | В корзину | ||
| 0,8 мм | 1250 мм | 151 680i/т |  метры»> метры»> |
В корзину | |
| 0,9 мм | 1250 мм | 151 680i/т | В корзину |
Первая обработка, которую проходит обычный металлопрокат, – оцинкование. Оно оберегает основу от коррозии. Процедура заключается в помещении заготовки в емкость с расплавленным цинком. После изъятия листа из ванны на его поверхности образуется прочный и плотный дополнительный слой, через который к основе не может проникнуть влага. Однако цинк, укрывающий сталь, сам в меньшей степени, но подвержен коррозии, которая сопровождается появлением белого налета.
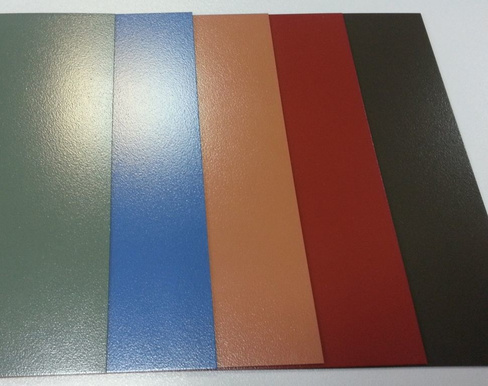
Путем последующего окрашивания создается еще большая защита материала. Очередной слой является полимерным. Он достаточно эластичен, чтобы не терять свою целостность при сгибании, штамповке, профилировании металлоизделий. Цена оцинкованного окрашенного листа увеличивается, но это является вполне оправданным. Изделия, прошедшие двойную обработку, не только дольше эксплуатируются, но и выглядят более эстетично.
Изделия, прошедшие двойную обработку, не только дольше эксплуатируются, но и выглядят более эстетично.
Цветовая гамма материала с полимерным покрытием разнообразна. При этом красочный слой может наноситься:
- На одну сторону. Такая продукция применима, например, для создания настила, когда нижняя поверхность отделки не так подвержена разным негативным воздействиям.
- На обе стороны. Изделия с таким покрытием незаменимы, например, при создании ограждений.
Полимерный слой, защищающий цинк и сталь под ним, обладает устойчивостью к влаге и свету. Он легко переносит колебания температуры. С основой полимерное покрытие сцепляется очень прочно.
Где востребован оцинкованный окрашенный лист
Прокат, обработанный таким образом, широкое применяется в строительной сфере. Путем гибки из него получают оцинкованный окрашенный профилированный лист. Изделия подобного рода очень разнообразны по высоте и форме волны. Профлистом отделывают кровлю и строят из него прочные заборы. При этом монтаж этого легкого материала не занимает много времени.
При этом монтаж этого легкого материала не занимает много времени.
Окрашенный прокат идет на изготовление цветной металлочерепицы. Из него выполняют фасадные панели. Материал для отделки кровли и фасада обязательно комплектуется доборными элементами. Эти детали прикрывают места стыка различных поверхностей, например кровельных скатов. Они нужны для оформления углов и переходов, защиты и декорирования торцов крыши. Подобные аксессуары тоже создаются из окрашенной оцинковки.
Помимо строительства, изделия с полимерным покрытием применяются для изготовления:
- водосточных труб – для этого выполняется формовка и сваривание плоского проката;
- кузовов транспортных средств;
- корпусов стиральных машин и другой бытовой техники;
- планок жалюзи;
Оцинкованный окрашенный лист от нашей компании
Приобрести можно как рулонный материал, так и порезанный на отдельные листы разного размера. Предоставлена возможность выбора цвета.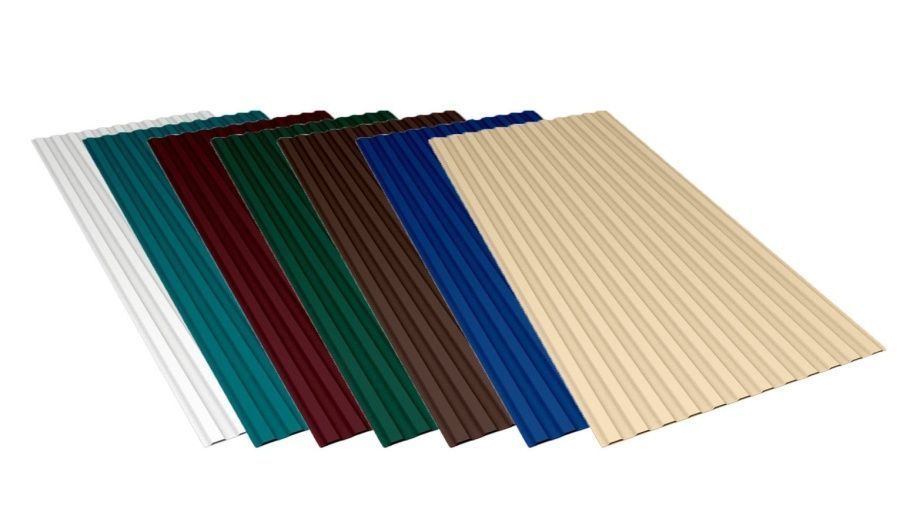 У нас также можно заказать изделия нестандартных оттенков. Цена гладкого оцинкованного окрашенного листа формируется исходя из его толщины, количества сторон с полимерным покрытием, размеров. Мы предлагаем стройматериалы разного вида и для любых нужд, в том числе трубу профильную нержавеющую.
У нас также можно заказать изделия нестандартных оттенков. Цена гладкого оцинкованного окрашенного листа формируется исходя из его толщины, количества сторон с полимерным покрытием, размеров. Мы предлагаем стройматериалы разного вида и для любых нужд, в том числе трубу профильную нержавеющую.
Вы можете обратиться к нам, если требуется изготовить штрипс, выполнить поперечную резку рулона, гибку металлопроката. Изготовление профнастила и доборных элементов входит в сферу нашей деятельности.
Отправьте заявку или свяжитесь с нами по контактному телефону для создания заказа. При необходимости мы организуем доставку товара на объект.
Оставить заявку
E-mail*
Дополнительные комментарии:
Партнеры и поставщики
Ваш браузер устарел рекомендуем обновить его до последней версии
или использовать другой более современный.
Лист оцинкованный с полимерным покрытием
 org/ListItem» itemprop=»itemListElement»>Главная
org/ListItem» itemprop=»itemListElement»>Главная- Каталог
- Оцинкованный плоский лист с полимерным покрытием
3 товара
- По 20
- По 40
- По 60
по цене по популярности по отзывам
-
Лист оцинкованный окрашенный 0,7х1250
-
Лист оцинкованный окрашенный 0,5х1250
-
Лист оцинкованный окрашенный 0,4х1250
Оцинкованный лист – это сталь, покрытая слоем цинка. Слой цинка защищает лист от коррозии. Подобный лист является популярным материалом из-за прочности, долговечности и недорогой стоимости. Применяется лист оцинкованный в качестве основы для производства доборных элементов к кровле или фасадам. Также используется при изготовлении разных элементов и деталей для конструкций. Изготавливается лист оцинкованный из углеродистой рулонной стали методом холодного проката. Главным преимуществом является длительный срок и устойчивость к коррозии. Кроме того, лист оцинкованный эластичен.За счет этого оцинкованный лист может принимать любую форму.
Слой цинка защищает лист от коррозии. Подобный лист является популярным материалом из-за прочности, долговечности и недорогой стоимости. Применяется лист оцинкованный в качестве основы для производства доборных элементов к кровле или фасадам. Также используется при изготовлении разных элементов и деталей для конструкций. Изготавливается лист оцинкованный из углеродистой рулонной стали методом холодного проката. Главным преимуществом является длительный срок и устойчивость к коррозии. Кроме того, лист оцинкованный эластичен.За счет этого оцинкованный лист может принимать любую форму.
Основные характеристики оцинкованного листа
Оцинкованный лист выпускается в листовом и рулонном виде. Если оцинковка имеет листовой вид, то размер зависит от требований заказчика. Если лист выпущен в рулонном виде, то ширина является стандартной и составляет 1250 миллиметров, толщина изделия в рулонном виде варьируется от 0,4 до 2 миллиметров. Размеры обычно не превышают 1250 на 2500 миллиметров. Обработка листа производится из углеродистой стали толщиной от 0,35 до 3 миллиметров. Подобная обработка защищает лист от дальнейшей коррозии и прочего воздействия окружающей среды. Современные технологии оцинковки позволяют использовать ее как для стандартной стали, так и для тонколистовой (толщина от 0,5 до 3 миллиметров). Лист имеет небольшой вес и поэтому не оказывает значительного давления на конструкцию. Лист оцинкованный легко поддается вальцовке, штамповке и вытяжке.
Обработка листа производится из углеродистой стали толщиной от 0,35 до 3 миллиметров. Подобная обработка защищает лист от дальнейшей коррозии и прочего воздействия окружающей среды. Современные технологии оцинковки позволяют использовать ее как для стандартной стали, так и для тонколистовой (толщина от 0,5 до 3 миллиметров). Лист имеет небольшой вес и поэтому не оказывает значительного давления на конструкцию. Лист оцинкованный легко поддается вальцовке, штамповке и вытяжке.
|
Оцинкованный гладкий лист |
|||||||||||
| Наиме-нование | Толщина, мм | до 1 тн. | от 1 — 10 тн | от 10 — 20 тн. | от 20 — 60 тн. | свыше 60 тн. | |||||
| пог. м. | кв.м. | пог. м. | кв.м. | пог. |
кв.м. | пог. м. | кв.м. | пог. м. | кв.м. | ||
Лист шириной 1250 мм |
0.4 | дог. | дог. | дог. | дог. | дог. | дог. | дог. | дог. |
дог. |
дог. |
| 0.45 | |||||||||||
| 0.5 | |||||||||||
| 0.55 | |||||||||||
0. 7 7 |
|||||||||||
| 0.8 | |||||||||||
| 0.9 | |||||||||||
| 1.0 | |||||||||||
| 1.2 | |||||||||||
1. 4 4 |
|||||||||||
| 1.5 | |||||||||||
| 2.0 | |||||||||||
|
Оцинкованный гладкий лист с полимерным покрытием (крашенный) |
|||||||||||
Лист шириной 1250 мм |
0.4 | ||||||||||
0. 45 45 |
|||||||||||
| 0.5 | |||||||||||
| 0,55 | |||||||||||
| 0,6 | |||||||||||
| 0,7 | |||||||||||
0. 9 9 |
|||||||||||
| 1.0 | |||||||||||
| 1.2 | |||||||||||
Преимущества оцинкованного листа
В первую очередь преимуществами оцинкованной стали является прочность, долговечность и устойчивость к коррозии. Также преимуществом оцинкованного листа является экономичность.. Лист оцинкованный отличается от аналоговых материалов низкой стоимостью. Еще оцинкованная сталь не требует дополнительной обработки и ухода.
Оцинковка стала популярным материалом, потому что она универсальна и используется во многих сферах.
Что предлагает компания «Металл-ГРУПП»?
Если вы искали качественную оцинкованную сталь по низкой цене, то вы попали точно по адресу! Компания «Металл-ГРУПП» предлагает выгодное сотрудничество! Наши клиенты никогда не сталкиваются с тем, что товара.Все листы оцинкованные, который мы предлагаем, всегда в наличии на собственном складе в Москве. Вы можете не беспокоится о доставке, так как доставка осуществляется в заранее обговоренные с Вами сроки. Также вы можете не сомневаться в качестве предлагаемого товара. Весь товар сделан из качественных материалов, протестирован и полностью готов к использованию. Если Вы заинтересовались нашим предложением и хотите купить, заказать прайс или сравнить цены, Вы можете заказать обратный звонок.
Как покрасить оцинкованную сталь
04.12.2015 | Даннедвардс |
Что такое гальванизация?
Вы когда-нибудь задумывались, почему некоторые металлы в окружающей среде кажутся невосприимчивыми к коррозии? Эти серебристые металлы с блестками, кажется, выдержали испытание временем, сопротивляясь коррозии без нанесения какого-либо защитного покрытия. Правда в том, что на металле есть защитное покрытие — защитный слой цинка (Zn) был нанесен с помощью процесса, называемого гальванопокрытием. Проще говоря, цинк наносится на стальную основу с помощью процесса, называемого «горячее цинкование погружением» или «цинкование погружением». Цель иммерсионного цинкования — исключительно сохранение стали. Цинковое покрытие не только защищает сталь, создавая барьер, но также служит расходуемым анодом в случае, если голая сталь подвергается воздействию окружающей среды через царапину или разрыв цинка. Гальванизация защищает сталь так же, как цинковый анод или пластина защищают погружную часть лодочного мотора – посредством жертвенной защиты.
Правда в том, что на металле есть защитное покрытие — защитный слой цинка (Zn) был нанесен с помощью процесса, называемого гальванопокрытием. Проще говоря, цинк наносится на стальную основу с помощью процесса, называемого «горячее цинкование погружением» или «цинкование погружением». Цель иммерсионного цинкования — исключительно сохранение стали. Цинковое покрытие не только защищает сталь, создавая барьер, но также служит расходуемым анодом в случае, если голая сталь подвергается воздействию окружающей среды через царапину или разрыв цинка. Гальванизация защищает сталь так же, как цинковый анод или пластина защищают погружную часть лодочного мотора – посредством жертвенной защиты.
Процесс цинкования
Наиболее распространенным процессом цинкования стали является метод горячего погружения или погружения. Изготовленная сталь пройдет ряд этапов, в результате которых будет нанесено полное покрытие из тяжелого цинка. Мы называем этот вид цинкования периодическим цинкованием или гальваническим цинкованием после изготовления, сверхмощным цинкованием. Этот процесс обеспечивает высочайший уровень защиты и обычно применяется для высококоррозионных внутренних и внешних сред.
Этот процесс обеспечивает высочайший уровень защиты и обычно применяется для высококоррозионных внутренних и внешних сред.
Процесс начинается с подготовки поверхности и полного удаления всех оксидов и других поверхностных загрязнений. Это может быть достигнуто в первую очередь с помощью очистки растворителем (SSPC-SP1) и абразивно-струйной очистки и/или очистки щелочью. После щелочной очистки сталь промывается водой и переходит к этапу травления. На этом этапе сталь погружают в резервуар с кислотой, обычно соляной или серной, для удаления любых оксидов или окалины, оставшихся на стали. По завершении этого этапа сталь промывается водой и перемещается во флюсовую ванну. Флюс очищает любое остаточное окисление, образовавшееся в процессе травления, путем погружения стали в смесь хлорида цинка и хлорида аммония. После того, как сталь прошла эти этапы, она считается готовой к погружению в цинковую ванну при температуре 820-860°F. На этом этапе сталь вступает в реакцию с цинком за считанные минуты, создавая железо-цинковое соединение.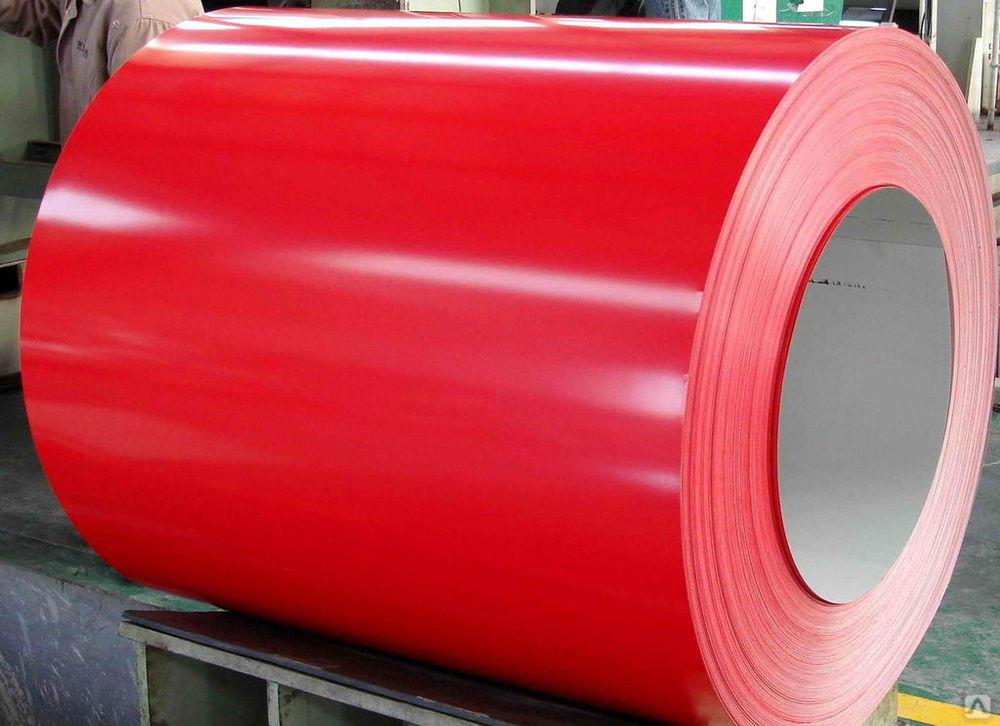 сплав в месте контакта. После завершения погружения оцинкованная сталь удаляется и охлаждается либо воздухом, либо водой.
сплав в месте контакта. После завершения погружения оцинкованная сталь удаляется и охлаждается либо воздухом, либо водой.
Существуют более низкие уровни гальванической защиты, обычно называемые легким цинкованием, гальваническим цинкованием (ILG) или гальваническим цинкованием. В этом процессе сталь обычно погружают в раствор электролита сульфата цинка. По сути, этот процесс приводит к нанесению цинка на поверхность стали. Преимущество этого процесса заключается в том, что толщину цинкового покрытия можно контролировать достаточно точно, и он обеспечивает блестящую отделку с блестками, которая выглядит эстетически приятно. Легкое цинкование часто требует нанесения дополнительных защитных покрытий, особенно при наружном воздействии.
Указания по правильной окраске оцинкованного металла
Большая часть оцинкованной стали, установленной в окружающей среде, остается без покрытия; однако, если это указано, защитные покрытия могут быть успешно применены для повышения барьерной защиты и эстетических потребностей. Для достижения наилучших результатов оцинкованная сталь должна подвергаться атмосферным воздействиям или старению в полевых условиях. Это позволит смыть любые слегка прилипшие оксиды с поверхности. Независимо от того, подвергалась ли оцинкованная сталь старению в окружающей среде или она была недавно установлена, поверхность необходимо очистить с помощью соответствующего очистителя-обезжиривателя, а затем обработать абразивоструйной обработкой (SSPC-SP16) или раствором для химического травления. Если используется травильный раствор, его необходимо тщательно промыть перед нанесением любого покрытия. После выполнения этих шагов на оцинкованную сталь можно нанести покрытие.
Для достижения наилучших результатов оцинкованная сталь должна подвергаться атмосферным воздействиям или старению в полевых условиях. Это позволит смыть любые слегка прилипшие оксиды с поверхности. Независимо от того, подвергалась ли оцинкованная сталь старению в окружающей среде или она была недавно установлена, поверхность необходимо очистить с помощью соответствующего очистителя-обезжиривателя, а затем обработать абразивоструйной обработкой (SSPC-SP16) или раствором для химического травления. Если используется травильный раствор, его необходимо тщательно промыть перед нанесением любого покрытия. После выполнения этих шагов на оцинкованную сталь можно нанести покрытие.
На оцинкованную сталь можно наносить не любую грунтовку. Здравый смысл может подсказать, что для повышения коррозионной стойкости необходимо нанести антикоррозионную грунтовку. Хотя это благородная мысль, на самом деле более важно использовать неалкидную клейкую грунтовку, так как адгезия грунтовки к оцинкованной стали является наиболее важным фактором. Крайне важно, чтобы грунтовки на алкидной или масляной основе не использовались, так как эти виды продуктов вступают в реакцию с оксидом цинка и вызывают явление, называемое омылением. Проще говоря, омыление — это реакция между цинком и жирными кислотами в алкидной смоле, в результате которой между поверхностью и покрытием образуется мылоподобное вещество. В течение довольно короткого периода времени, иногда недель, омыление приводит к отслаиванию или отслаиванию пленки краски. Чтобы избежать этого явления, рекомендуется наносить на оцинкованную сталь высокоэффективные акриловые связующие грунтовки. Dunn-Edwards предлагает множество продуктовых решений для оцинкованной стали — ULTRASHIELD® Galvanized Metal Primer и Galv-Alum доступны во всех магазинах. Мы также предлагаем Sanitile 120 и Galoseal от Carboline, XIM UMA от Rust-Oleum и Devcryl 1440 от Devoe. Эти высококачественные акриловые покрытия подходят для надлежащим образом подготовленной оцинкованной стали и подходят для любого алкидного, акрилового или двухкомпонентного продукта в качестве финишного покрытия.
Крайне важно, чтобы грунтовки на алкидной или масляной основе не использовались, так как эти виды продуктов вступают в реакцию с оксидом цинка и вызывают явление, называемое омылением. Проще говоря, омыление — это реакция между цинком и жирными кислотами в алкидной смоле, в результате которой между поверхностью и покрытием образуется мылоподобное вещество. В течение довольно короткого периода времени, иногда недель, омыление приводит к отслаиванию или отслаиванию пленки краски. Чтобы избежать этого явления, рекомендуется наносить на оцинкованную сталь высокоэффективные акриловые связующие грунтовки. Dunn-Edwards предлагает множество продуктовых решений для оцинкованной стали — ULTRASHIELD® Galvanized Metal Primer и Galv-Alum доступны во всех магазинах. Мы также предлагаем Sanitile 120 и Galoseal от Carboline, XIM UMA от Rust-Oleum и Devcryl 1440 от Devoe. Эти высококачественные акриловые покрытия подходят для надлежащим образом подготовленной оцинкованной стали и подходят для любого алкидного, акрилового или двухкомпонентного продукта в качестве финишного покрытия. Эти продукты доступны во всех центрах промышленной окраски. Для получения подробной информации обратитесь к представителю местного магазина или торговому представителю.
Эти продукты доступны во всех центрах промышленной окраски. Для получения подробной информации обратитесь к представителю местного магазина или торговому представителю.
Компания Dunn-Edwards уже более 90 лет производит и продает лакокрасочную продукцию премиум-класса и является выбором №1 среди профессионалов в области малярных работ. Имея более 120 фирменных магазинов в Калифорнии, Аризоне, Неваде, Нью-Мексико и Техасе и более 80 официальных дилеров на юго-западе, Dunn-Edwards является одним из крупнейших в стране независимых производителей и дистрибьюторов архитектурных, промышленных и высокоэффективных красок и красок. расходные материалы для краски.
Оцинкованный металл нелегко красить из-за покрытия на масляной основе, предотвращающего ржавчину. Вот инструкция по покраске оцинкованного металла.
Как красить оцинкованный металл:
- Очистите поверхность теплой или горячей мыльной водой.
- Промойте водой и дайте полностью высохнуть.
- Отполируйте металл нашатырным спиртом и отшлифуйте все неровности.

- Покройте поверхность грунтовкой и дайте высохнуть.
- Нанесите краску и дайте высохнуть.
Окраска оцинкованной стали -… | Американская ассоциация гальванистов
Дом » Спецификация и осмотр » Определение дуплексных систем » Окраска оцинкованной стали – подготовка поверхности
Успешная окраска горячеоцинкованной стали, также известная как дуплексная система, не должна быть сложной или запутанной. Как и при покраске голой стали, правильная подготовка поверхности имеет решающее значение для обеспечения эффективной адгезии. Кроме того, в зависимости от состояния оцинкованной поверхности могут быть рекомендованы несколько иные методы (новая оцинковка, частично атмосферостойкое цинкование, полностью атмосферостойкое цинкование). Спецификация ASTM D6386 содержит все детали для надлежащей подготовки оцинкованной горячим способом поверхности к покраске. АГА предлагает Подготовка стали HDG к покраске , пакет, который включает буклет с инструкциями и пошаговое видео на DVD о том, как подготовить стальную поверхность, оцинкованную горячим способом, к покраске.
Для создания успешной дуплексной системы необходимо выполнить следующие пять шагов:
- Связь со специалистом по гальванике
- Определение состояния поверхности
- Очистка поверхности
- Профилирование поверхности
- Краска
Связь со специалистом по цинкованию
Если предстоит окрашивание стали, оцинкованной горячим способом, перед цинкованием необходимо общение между изготовителем, спецификатором, маляром и специалистом по цинкованию. Разным сторонам может потребоваться особое обращение или изменение конструкции для облегчения процесса цинкования и/или нанесения краски. Кроме того, если гальванист знает, что деталь будет дуплексной, можно принять меры предосторожности, чтобы избежать последующей обработки, которая может повлиять на адгезию системы окраски.
Кроме того, есть два дефекта поверхности, которые могут препятствовать адгезии краски; окалина и шлаковые включения.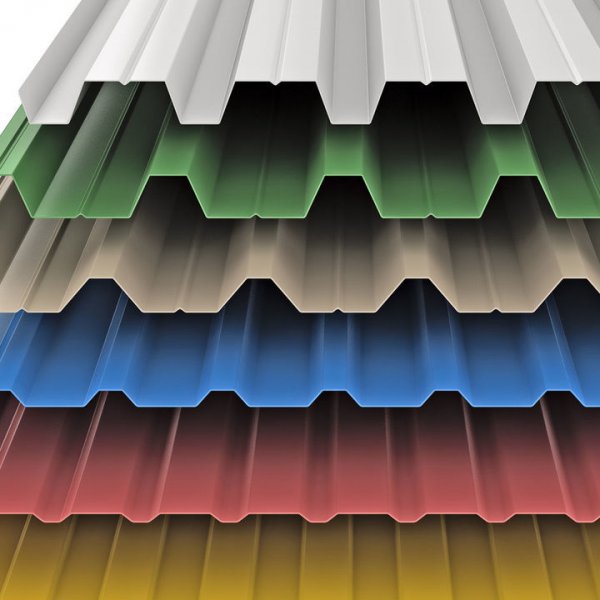 Эти дефекты могут быть приемлемыми для деталей, предназначенных для горячего цинкования, но вызывают проблемы, когда деталь дуплексируется. Если специалисту по гальванике известно, что деталь предназначена для дуплекса, включения окалины можно отшлифовать до плоского состояния, а шлак удалить перед покраской.
Эти дефекты могут быть приемлемыми для деталей, предназначенных для горячего цинкования, но вызывают проблемы, когда деталь дуплексируется. Если специалисту по гальванике известно, что деталь предназначена для дуплекса, включения окалины можно отшлифовать до плоского состояния, а шлак удалить перед покраской.
Определение состояния покрытия
Поскольку оцинкованная сталь подвергается естественному атмосферному воздействию, на поверхности образуются побочные продукты, образующие цинковую патину. На протяжении всего процесса выветривания на оцинкованной поверхности присутствуют различные элементы. Каждое состояние оцинкованной поверхности: свежеоцинкованная, частично подвергнутая атмосферным воздействиям или полностью подвергнутая атмосферным воздействиям требует различных требований к очистке и/или профилированию. Поэтому важно правильно определить состояние поверхности.
Недавно оцинкованная
Недавно оцинкованная сталь подвергалась воздействию атмосферы не более 48 часов и имеет мало соединений цинка на поверхности. Покрытие может быть ярким и блестящим, что указывает на полностью цинковый внешний слой, или тускло-серым, что указывает на интерметаллический внешний слой цинка и железа, или их комбинацией. Недавно оцинкованные поверхности имеют мало соединений цинка или вообще не содержат их, что упрощает очистку, но они относительно гладкие, поэтому для обеспечения сцепления необходимо профилирование.
Покрытие может быть ярким и блестящим, что указывает на полностью цинковый внешний слой, или тускло-серым, что указывает на интерметаллический внешний слой цинка и железа, или их комбинацией. Недавно оцинкованные поверхности имеют мало соединений цинка или вообще не содержат их, что упрощает очистку, но они относительно гладкие, поэтому для обеспечения сцепления необходимо профилирование.
Частично выветренные
Частично выветренные оцинкованные поверхности имеют отложения соединений цинка и, возможно, органические загрязнители, такие как грязь, пыль, масло или жир. Соединения прикрепляются к цинковому покрытию под действием электростатических сил, и можно ожидать, что они со временем высвобождаются с поверхности. Соединения цинка, в основном оксид цинка и гидроксид цинка, должны быть удалены перед покраской. Частично выветрившаяся оцинкованная сталь является наиболее распространенным состоянием оцинкованной поверхности при покраске, а также наиболее сложной для подготовки. Частично выветренное состояние поверхности сохраняется от двух дней до примерно одного года после цинкования, в зависимости от колебаний температуры и факторов влажности.
Частично выветренное состояние поверхности сохраняется от двух дней до примерно одного года после цинкования, в зависимости от колебаний температуры и факторов влажности.
Полностью атмосферостойкая
Полностью атмосферостойкая оцинкованная сталь имеет соединения цинка, покрывающие всю поверхность. Основным компонентом полностью выветрелой поверхности является карбонат цинка. Карбонат цинка плотно прилегает к поверхности, не растворяется в воде и не смывается с поверхности при попадании воды на деталь. В этом состоянии соединения цинка не следует удалять, так как краска работает лучше, когда соединения остаются на поверхности. Полностью состарившиеся оцинкованные покрытия представляют собой простейшее состояние поверхности для окрашивания, так как требуется лишь легкая очистка. Это условие присутствует в течение одного года воздействия атмосферы до тех пор, пока все цинковое покрытие не будет израсходовано для защиты нижележащей стали, что займет десятилетия.
Очистка поверхности
После определения состояния оцинкованной поверхности следующим шагом является очистка поверхности. Как указывалось ранее, каждое из трех различных состояний поверхности требует разного уровня очистки. Если состояние поверхности определить невозможно, необходимо выполнить все этапы очистки. Шаги по очистке поверхности для каждого состояния следующие:
Как указывалось ранее, каждое из трех различных состояний поверхности требует разного уровня очистки. Если состояние поверхности определить невозможно, необходимо выполнить все этапы очистки. Шаги по очистке поверхности для каждого состояния следующие:
- Удаление неровностей, потеков и капель (новые, частично обветренные)
- Удаление органических материалов (частично выветренных, полностью выветрившихся)
- Промыть и высушить (все условия)
После извлечения из цинковой ванны иногда избыток цинка присутствует в виде небольших выпуклостей, потеков или капель. Эти дефекты будут видны и/или могут выступать сквозь лакокрасочное покрытие; и, следовательно, должны быть удалены перед покраской детали. Подтеки, потеки или неровности можно удалить путем шлифовки или опиливания поверхности до гладкой и плоской поверхности. Поскольку чистый цинк является мягким металлом, необходимо позаботиться об удалении излишков цинкового материала и оставить плоскую поверхность без удаления нижележащего цинкового покрытия. Наиболее распространенной практикой удаления является использование ручной шлифовальной машины и легкое шлифование излишков цинка, пока поверхность не станет плоской и гладкой. Это необходимо сделать до удаления органических соединений, чтобы пыль и порошок можно было удалить химической очисткой.
Наиболее распространенной практикой удаления является использование ручной шлифовальной машины и легкое шлифование излишков цинка, пока поверхность не станет плоской и гладкой. Это необходимо сделать до удаления органических соединений, чтобы пыль и порошок можно было удалить химической очисткой.
После того, как оцинкованная поверхность станет гладкой, с детали может потребоваться удаление органических загрязнений. Органические загрязнения можно удалить щелочным раствором, кислотным раствором или очисткой растворителем.
Щелочной раствор
Слабый щелочной раствор, состоящий из десяти частей воды и одной части щелочного очистителя, может удалить все органические вещества с поверхности, не повреждая оцинкованное покрытие. Щелочной раствор можно наносить кистью или использовать с помощью мойки высокого давления; однако при мойке под давлением давление должно поддерживаться ниже 1450 фунтов на квадратный дюйм, чтобы не повредить цинковое покрытие.
Кислотный раствор
Органические загрязнители также можно удалить слабым кислым раствором, смесью 25 частей воды и одной части кислоты. Кислый раствор также немного протравит цинковое покрытие и оставит поверхность тускло-серого цвета. Кислотные растворы обычно наносятся кистью и должны быть тщательно промыты пресной водой не позднее, чем через две-три минуты после нанесения. Рекомендуется дважды промыть деталь после использования кислотных растворов для очистки.
Кислый раствор также немного протравит цинковое покрытие и оставит поверхность тускло-серого цвета. Кислотные растворы обычно наносятся кистью и должны быть тщательно промыты пресной водой не позднее, чем через две-три минуты после нанесения. Рекомендуется дважды промыть деталь после использования кислотных растворов для очистки.
Очистка растворителем
Наконец, можно использовать очистку растворителем, нанося растворитель на поверхность с помощью чистой ткани. Ткань собирает органические вещества, поэтому ее необходимо часто менять, чтобы избежать повторного отложения органических веществ на оцинкованной поверхности.
Завершающим этапом очистки является ополаскивание пресной водой для удаления остатков чистящих растворов или пыли после шлифования. При использовании кислотных чистящих растворов рекомендуется второе ополаскивание пресной водой, чтобы удалить все следы кислотного очистителя. После промывки пресной водой деталь следует высушить, прежде чем переходить к этапу профилирования. Время после высыхания до окрашивания детали должно быть минимальным (не более 12 часов) во избежание дальнейшего развития соединений цинка на поверхности.
Время после высыхания до окрашивания детали должно быть минимальным (не более 12 часов) во избежание дальнейшего развития соединений цинка на поверхности.
Профилируйте поверхность
По завершении очистки оцинкованную поверхность необходимо профилировать, чтобы обеспечить закрепление краски. Профилирование поверхности означает придание шероховатости всем окрашиваемым поверхностям для улучшения адгезии краски. Существует четыре возможных метода профилирования поверхности под покраску: дробеструйная очистка, пропитка грунтовкой, предварительная обработка акрилом и шлифовка поверхности.
Чистоструйная очистка
Чистоструйная очистка является наиболее распространенным методом, но необходимо соблюдать осторожность, чтобы не повредить относительно мягкое цинковое покрытие. В отличие от стандартной дробеструйной обработки, при которой используется 9Угол 0 градусов, дробеструйная очистка оцинкованной стали производится под углом от 30 до 60 градусов. Кроме того, необходимо тщательно выбирать абразивный материал, так как некоторые дробеструйные материалы слишком абразивны. Материалы должны иметь размер частиц от 200 до 500 микрометров и твердость по шкале Мооса пять или меньше.
Материалы должны иметь размер частиц от 200 до 500 микрометров и твердость по шкале Мооса пять или меньше.
Wash Primer
Wash Primer — еще один метод, используемый для профилирования поверхности. Процесс основан на трех основных компонентах: смоле, пигменте и кислоте. Эти три компонента реагируют с поверхностью цинка, образуя тонкую пленку толщиной не более 13 микрон. Промывочный грунт можно успешно наносить с помощью распылителя, а также с помощью кисти или валика. Время высыхания этой системы перед покраской зависит от конкретного продукта и рекомендаций производителя.
Акриловая предварительная обработка
Акриловая предварительная обработка содержит кислотный элемент, который протравливает и придает шероховатость оцинкованному покрытию, а затем наносит акриловый слой для облегчения адгезии краски. Методы нанесения для этих обработок на водной основе включают погружение, обтекание, распыление или другие подходящие способы. После нанесения акриловое пассивирующее покрытие сушат в печи или на воздухе перед покраской.
После нанесения акриловое пассивирующее покрытие сушат в печи или на воздухе перед покраской.
Шлифовка
Наконец, при необходимости можно использовать электроинструменты, такие как шлифовальные или шлифовальные машины, для придания шероховатости поверхности оцинкованной стали для получения профиля поверхности, пригодного для адгезии краски. Допускается снятие до 1 мила, но шлифовальный станок не должен применяться с силой, достаточной для полного удаления цинкового покрытия. 9№ 0003
Краска
Система защиты от коррозии стали HDG, нанесенная краской, защитит конструкцию станции легкорельсового транспорта на долгие годы.После очистки поверхности оцинкованной детали и придания ей шероховатости для придания профиля деталь готова к покраске. Краску можно наносить кистью или распылением на оцинкованную поверхность. Покраску следует начинать как можно скорее после очистки и профилирования.
Существует ряд составов красок, совместимых с покрытиями, нанесенными методом горячего цинкования; однако, поскольку составы красок постоянно меняются, проконсультируйтесь с производителем красок по вопросам совместимости, а также по поводу рекомендаций относительно условий воздуха и методов нанесения.