Технология порошковой покраски металла
Порошковая покраска металла – современный метод окрашивания и защиты поверхностей. Жидкое покрытие с частицами порошка наносится на окрашиваемую деталь. Частицы удерживаются на поверхности силой электростатического притяжения. При высокой температуре частицы мелкодисперсного порошка расплавляются и полимеризуются, образуя единое качественное покрытие.
Характеристика и сферы применения порошкового окраса
Порошковая краска – жидкий состав на базе полимерных смол с отвердителями и модификаторами текучести. Для цвета добавлены пигменты. Температура обработки в камере 200–250 градусов. Технология порошковой покраски применяется для изделий, способных выдержать без деформации температуру, при которой происходит запекание покрытия.
Наибольшее распространение технология получила:

Порошковая краска используется в промышленном производстве металлических изделий
- в промышленном производстве металлических изделий;
- в металлургии;
- в производстве строительных материалов.
Стекло, керамика, МДФ также окрашиваются по этому методу.
Порошковой краской покрывают широкий сегмент товаров и конструкций, в том числе:
- мебель, бытовую технику;
- медицинские инструменты, оборудование;
- спортивный инвентарь;
- листовой металл, алюминиевые профили.
Основные преимущества и недостатки порошковой покраски
Порошковая покраска хорошо защищает поверхность. Краска ложится плотным слоем, толщиной 35–250 мкм, количество пор меньше. Один слой заменяет 2–3 слоя обычной краски. Ровная прочная плёнка покрытия не царапается, не повреждается при транспортировке.
Особенности порошковой покраски
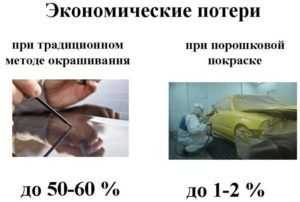
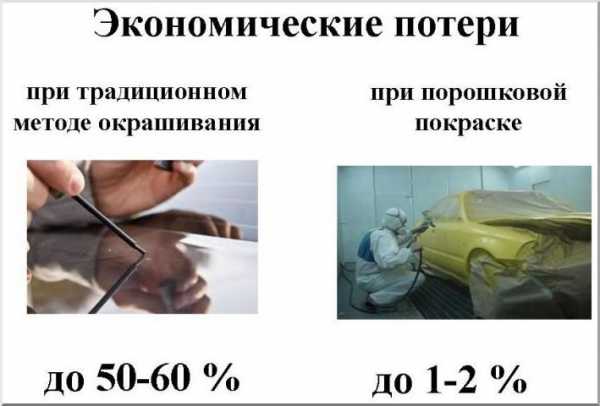
Технология производства работ позволяет собирать распылённую в воздухе краску для повторного использования. Потери красящего состава сведены к минимуму, составляют 1–4% общей массы. Процесс покраски металла несложный, нетрудоемкий, не требует большого количества работников. Эти факторы удешевляют стоимость нанесения на квадратный метр конструкции.
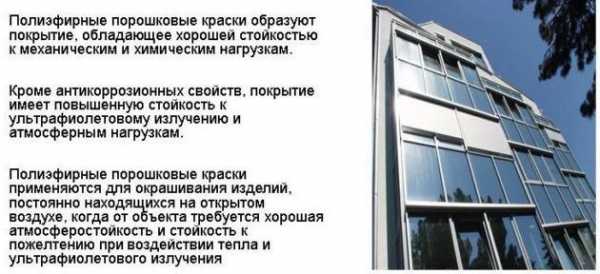
Коррозия металла, окрашенного таким способом, исключена. Металлические изделия не выцветают под солнечным светом, цвет, качество покрытия не меняется в любых погодных условиях. Разнообразная палитра имеет множество оттенков, воспроизводит сложные фактуры бронзы, гранита, серебра. Блеск варьируется от матового до глянца.
Порошковая краска поставляется производителем уже готовой к работе, растворитель не применяется. Детали под порошковую окраску не грунтуют.
К недостаткам порошковой покраски относятся:
Состав краски не колеруется и выбор идёт из готовой палитры оттенков
- состав не колеруется, выбор идёт из готовой палитры оттенков;
- невозможность нанесения вручную, только в цеховых условиях на специальном оборудовании;
- при дефекте в покраске металла исправить отдельный участок невозможно, деталь перекрашивается целиком;
- материал металлической детали должен выдерживать 200–250 градусов, что не всегда возможно;
- габариты деталей зависят от габаритов камеры полимеризации.
Разновидность порошковой окраски
Покраска металла проходит в три стадии. По подготовленной поверхности наносится порошковая краска. После напыления красящего состава деталь отправляют в печь для полимеризации.
Для нанесения покраски необходимо следующее оборудование:
Двухпостовая камера напыления
- Камера нанесения. Оборудована отсосами воздуха для сбора краски, возвращения её или утилизации.
- Пневматический пистолет-распылитель. Вместе с питателем образует инструмент для нанесения порошковой покраски.
- Питатель.
- Камера полимеризации. Создаёт достаточную для завершения процесса температуру.
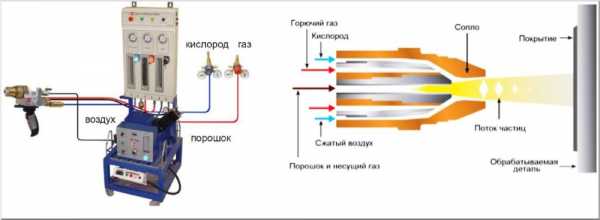
Установка, состоящая из пистолета-распылителя и питателя, создаёт смесь красящего вещества с воздухом, образовывает факел, придаёт электрический заряд частицам краски. Форма факела зависит от установленного сопла пистолета. Заряженные частицы, оседая на обрабатываемой заготовке, удерживаются силой электрического притяжения.
Существующие способы наложения
Способы наложения по типу получения частицами заряда называются электростатическим и трибостатическим.
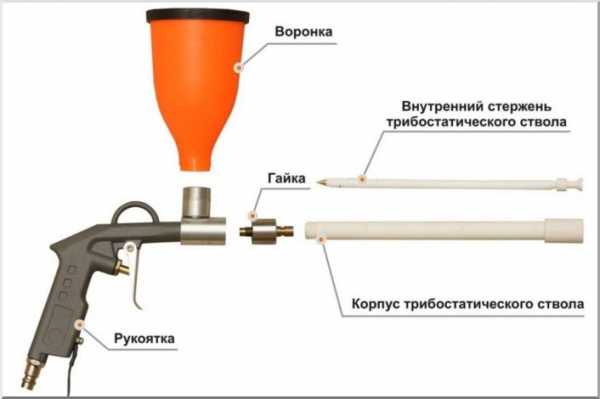
Трибостатический пистолет
Электростатическим методом заряд сообщается коронирующим электродом под высоким, 20–100 тыс. В, напряжением. Электростатические установки более мощные, производительные. При снижении напряжения электрода увеличивается скорость воздушной струи.
Трибостатический эффект достигается трением частиц друг об друга и материал корпуса пистолета. Корпус пистолета для повышения трения изготавливают из фторопласта.
Трибостатические установки дешевле, производительность работы агрегатов меньше, чем у электростатических. Процент оседания частиц на детали ниже. Не все краски по металлу рассчитаны на зарядку трением, нужно выбирать специальные или использовать адаптирующие добавки. Детали пистолета изнашиваются и требуют замены. Трибостатическим способом удобнее обрабатывать детали сложной формы, пазы, углубления. Электростатический метод в таких условиях не эффективен, оставляет непрокрасы.
По составу смол смеси разделяют на три категории:
- эпоксидные краски;
- эпоксидно-полиэфирные составы;
- полиэфирные краски.
Эпоксидные порошковые покрытия
Эпоксидные краски по металлу прочные, стойкие к химическим веществам, маслу топливу. Грунтовка под них не требуется, сами могут быть грунтовочным слоем перед нанесением жидких порошковых окрасок. Толщина наносимого слоя до 500 мкм.
Эпоксидная краска не проводит электричество, за изоляционные свойства востребована в электротехнической, радиотехнической промышленности при окраске металла, требующей повышенных антикоррозионных свойств. Чёрные металлы, оцинкованная сталь фосфатируется, алюминий и алюминиевые сплавы хроматируются. Формируется ударопрочное покрытие с хорошей адгезией.

Эпоксидно-полиэфирные порошковые краски
Эпоксидно-полиэфирные покрытия более декоративны. На их основе можно получать сложные фактуры под тисненую кожу, эффекты состаренной поверхности, широкую палитру оттенков металлика с разной степенью блеска. Недостатком эпоксидно-полиэфирного покрытия является сниженная стойкость покраски к атмосферным явлениям и слабое противостояние процессам коррозии металла.

Полиэфирные порошковые краски
Полиэфирные порошковые краски – атмосферостойкие, механически прочные, стойкие к истиранию покрытия. Высокая адгезия полиэфирных составов позволяет наносить покрытие на все виды металлов, включая лёгкие сплавы. Хорошо изолируют электричество. Вступая в реакцию со щёлочью, слой покраски разрушается.
Особенности технологии нанесения порошковой краски и полимеризация
Нанесение порошковой краски проходит в три этапа:
Схема линий порошкового окраса
- Подготовка поверхности. Включает в себя удаление загрязнений и нанесение дополнительных конверсионных покрытий для повышения защитных свойств и долговечности.
- Нанесение покраски в покрасочной камере с использованием установки.
- Полимеризация в печи при высокой температуре.
Химическое обезжиривание металла под покраску является обязательным. Остатки масла, химикатов или капли влаги могут вызвать пятна с изменением цвета, проколы, раковины. Заготовка осматривается на предмет наличия острых кромок, заусенцев, наплывов от сварных швов и пайки металла.
Необходимо очистить поверхность от ржавчины и пыли. Придание дополнительных свойств фосфатированием поверхности, хроматированием или пассивированием зависит от требований к покрытию.
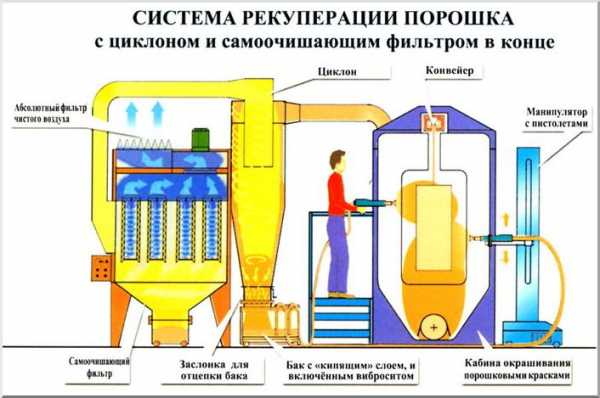
Камера для нанесения оборудуется системой рекуперации, возвращающей микрочастицы в питатель.
Печь полимеризации
Температура отвердения каждого вида краски указывается производителем в сопроводительных документах и, как правило, составляет 180–200 градусов. Под температурой полимеризации понимают температуру поверхности заготовки, а не температуру рабочего режима печи.
Отвердение покраски в полимеризационной камере рекомендовано проводить при сниженных температурах и длительных сроках. Это позволит увеличить твёрдость и избежать таких дефектов покрытия, как шагрень и потёки.
Массивные металлические изделия рекомендовано прогревать заранее, чтобы срока нахождения детали в печи хватило для окончательного отвердения. Не допускается наличие пыли в помещении. Транспортировать металлическое изделие с неостывшей покраской запрещено.
Видео по теме: Порошковая покраска металла
promzn.ru
Порошковая окраска — Википедия
Материал из Википедии — свободной энциклопедии
Текущая версия страницы пока не проверялась опытными участниками и может значительно отличаться от версии, проверенной 8 июня 2019; проверки требуют 2 правки. Текущая версия страницы пока не проверялась опытными участниками и может значительно отличаться от версии, проверенной 8 июня 2019; проверки требуют 2 правки.Порошковая окраска — метод получения полимерных покрытий с высокими защитными и декоративными свойствами. Данный метод окраски был разработан в 1950-х гг. Способ порошкового окрашивания является популярной альтернативой нанесению жидких лакокрасочных материалов для деталей, допускающих термообработку.
На очищенное изделие напыляется порошковая краска. В процессе напыления частицы порошковой краски электрически заряжаются от внешнего источника или электризацией при трении. Электрическим полем частицы порошковой краски переносятся к окрашиваемому изделию, которое имеет противоположный заряд. Неосевшие на изделие частицы порошковой краски улавливаются в окрасочной камере напыления и могут быть использованы для повторного напыления, что невозможно при использовании обычных жидких красок. Далее изделие с нанесённой порошковой краской переносится в камеру полимеризации для «запекания» краски.
В процессе формирования покрытия из нанесённого порошкового слоя создается монолитное качественное покрытие на поверхности изделия.
Процесс формирования покрытия осуществляется путём нагрева слоя порошковой краски до состояния его оплавления с образованием монолитного слоя. При последующей обработке в результате отвердения (для термореактивных материалов) или охлаждения (для термопластичных материалов) слоя образуется твердая плёнка.
Оплавление порошковых красок делится на три стадии: 1) порошок оплавляется и переходит в вязко-текучее состояние; 2) образуется монолитный слой из оплавленных частиц порошка; 3) окрашиваемая поверхность смачивается расплавленным полимером, вследствие чего формируется покрытие.
Основные области применения[править | править код]
- окрашивание любых металлических комплектующих для изделий;
- окрашивание готовых металлических изделий, которые выдерживают нагрев до 200 градусов по Цельсию;
- окрашивание керамики и стеновых камней;
- окрашивание МДФ, стекла.
Перечень изделий, которые могут быть окрашены порошковыми красками, достаточно широк. Существуют отрасли промышленности, где особенно быстро растут темпы потребления порошковых красок. Примером могут служить покрытия внутренней поверхности труб для буровых нефтяных скважин и перекачивания нефти, функционирующие в условиях, где такие факторы, как повышенное давление, высокие температуры и присутствие вызывающих коррозию сред, способны оказывать разрушающее воздействие практически на все покрытия (за редким исключением).
Оборудование для порошковой окраски[править | править код]
Порошковые краски наносят на детали либо электростатическим распылением, либо их погружением в псевдоожиженный слой порошковой краски (с электризацией частиц или без неё), либо методом газопламенного распыления.
Швейцарская компания GEMA в начале 70-х впервые в мире успешно внедрила высоковольтный каскад в окрасочный пистолет.
Для запекания порошковой краски используются печи полимеризации. Печь полимеризации — закрытая камера, внутренний рабочий объём которой нагревается до необходимой для полимеризации температуры. Окрашиваемое изделие помещается внутрь камеры, где и происходит полимеризация порошкового покрытия.
ru.wikipedia.org
технология и методы (+ видео)
Порошковая покраска – это современная технология, которая позволяет добиться надежного и долговечного покрытия практически на любых поверхностях. Нанесение не представляет особого труда при наличии навыков, но требует задействования специального оборудования. Особенностью этого метода является то, что покраска происходит сухим способом, а защитный слой образуется при последующем нагревании.
Методы работы с порошковой краской
Хотя порошковый метод окрашивания известен уже довольно долго, его техническое развитие началось сравнительно недавно. За это время появилось несколько способов проведения процесса.
- Наиболее популярным и распространенным считается электростатическое распыление. Принцип заключается в том, что частички порошка приобретают электрический заряд, проходя через распылитель. При этом обрабатываемое покрытие остается электрически нейтральным. Именно эта разница создает электрическое поле, за счет которого порошок притягивается к поверхности и прочно удерживается. Это первая стадия покраски. Далее, обработанная деталь помещается в специальную печь, где происходит нагрев при температуре около 200 градусов. Недолговременное воздействие расплавляет верхний слой, и он надежно впитывается в основание. Электрический заряд постепенно исчезает.
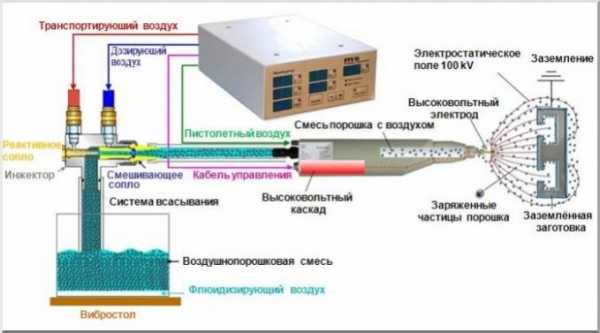 Схема нанесения цветного состава по электростатическому принципу
Схема нанесения цветного состава по электростатическому принципу - Более сложным считается способ, который подразумевает предварительный нагрев. То есть окрашиваемое металлоизделие разогревается до определенной температуры (показатель подбирается индивидуально). При помощи распылителя частички порошковой краски наносятся на основание и плавятся. Дальнейшие действия не всегда подразумевают повторный нагрев и зависят от типа наносимого покрытия.
 Предварительный прогрев хоть и дает хорошие результаты, но считается малорентабельным
Предварительный прогрев хоть и дает хорошие результаты, но считается малорентабельным - Для третьего варианта используется преимущественно термопластичный порошок. В работе применяется специальный распылительный инструмент, который снабжается камерой с горящим пропаном. Предварительно нагретые частицы, ударяясь о поверхность, формируют прочный защитный слой. Хотя такая технология позволяет окрашивать разные материалы, ее распространение сравнительно невелико.
 Нагрев состава непосредственно в распыляющем пистолете требует применения термопластичных полимеров
Нагрев состава непосредственно в распыляющем пистолете требует применения термопластичных полимеров
Востребованность первого метода покраски объясняется тем, что такой вариант имеет большее технологическое развитие. С другими способами все сложнее: второй метод нуждается в тщательном подборе температуры, а третий появился сравнительно недавно.
Необходимое оборудование
Хотя количество необходимых инструментов и приспособлений зависит от масштабов работ, обязательно наличие следующего:
- Окрасочная камера. Позволяет выполнить порошковую покраску качественно, избегая постороннего воздействия. При производстве она дополнительно оснащается рекуператором, который отвечает за сбор оставшегося порошка, что значительно снижает расходы. В последующем частички проходят фильтрацию.
 Использование специальной камеры и системы рекуперации позволяет существенно снизить потери
Использование специальной камеры и системы рекуперации позволяет существенно снизить потери - Пульверизатор. Он бывает ручной и специальный промышленный для больших объемов работ. Альтернативой может служить компрессор, который дополнительно снабжается фильтром высокого давления.
- Печь. В ней происходит плавление нанесенных частиц.
Естественно, крупные производства имеют специальные системы подвесов и доставки, что облегчает работы и ускоряет темп.
 Какой бы способ нанесения состава не использовался на финишном этапе деталь обязательно прогревается в печи
Какой бы способ нанесения состава не использовался на финишном этапе деталь обязательно прогревается в печиНа заметку! Нагревание, которое необходимо на последней стадии окрашивания, не позволяет выполнять процесс с материалами, подверженными температурным деформациям. Поэтому наиболее популярной считается обработка металлических деталей и элементов.
Плюсы и минусы
Покраска порошковой краской имеет множество положительных свойств, среди которых особенно выделяются:
- Простота процесса. Если исключить необходимость применения специального оборудования, то мероприятие не представляет особой сложности. Для работы используется готовый порошок, не нуждающийся в смешивании или колеровке. Нанесение происходит быстро. На данный момент есть возможность подбора любого цвета и оттенка порошкового состава
- Время получения результата. После обработки порошком изделие помещается в печь на период не больше 30 минут, а после непродолжительного охлаждения работа считается завершенной.
- Экологичность. Получаемые покрытия и красящий порошок полностью безопасны для здоровья окружающих. Поверхность не поддерживает горение и не выделяет отравляющие вещества при высокой температуре.
- Надежность и долговечность. Образуемый слой имеет единую структуру, которая обладает хорошей адгезией с основанием. За счет этого обеспечивается износостойкость и длительный срок службы.
 По сравнению с использованием обычных красок, сухое напыление на порядок экономней и качественней
По сравнению с использованием обычных красок, сухое напыление на порядок экономней и качественней
Но при всех достоинствах метод не лишен и недостатков:
На заметку! Использование порошкового способа действительно весьма рационально, но в дизайнерском плане уступает другим вариантам. Хотя в настоящее время существуют специальные смеси с разными визуальными и тактильными эффектами.
 Без высококлассного оборудования добиться качественного результата не реально
Без высококлассного оборудования добиться качественного результата не реально Порядок выполнения работ
Технология порошковой окраски различных металлических изделий представляет собой совокупность мероприятий. Подробный перечень работ включает немаловажный этап – подготовку предмета, качество проведения которого определяет результат.
Подготовка
Необходимо выполнить следующие действия:
Поверхность тщательно очищается. Для этого проводится ряд процедур:
- Механическое удаление следов ржавчины и окислов с металла. При необходимости снимается и старый декоративный слой. Для этого процесса используются подручные инструменты: шлифовальные машинки, щетки, скребки. Если требуется, задействуются специальные смывки. Наиболее эффективной считается пескоструйная очистка, которая за счет воздействия абразивных частиц под давлением позволяет быстро удалить все лишнее.
 Пескоструйная зачистка на данный момент считается самой качественной
Пескоструйная зачистка на данный момент считается самой качественной - Обезжиривание основания. Для этого используются специальные щелочные или органические составы. Применяемый раствор наносится на ветошь, которой тщательно протирается поверхность. При необходимости деталь полностью погружается в раствор.
- Если есть возможность, то выполняется травление. От предыдущего этот способ отличается тем, что не просто смывает загрязнения, а оказывает воздействие на их структуру, способствуя лучшему удалению.
 Обезжиривание и травление являются обязательными этапами подготовки
Обезжиривание и травление являются обязательными этапами подготовки
Формируется конверсионный подслой. Он необходим для защиты поверхности от попадания различных загрязнителей. Составы для этого выбираются исходя из вида обрабатываемого материала. Так, для деталей из алюминия применяется хромовый ангидрид, а для стали – фосфат железа.
Если требуется, то выполняется пассивирование. Этот процесс направлен на закрепление антикоррозионного покрытия.
Следует знать! Стадии подготовки могут разниться в зависимости от того, какие изделия подвергаются обработке, и сферы их применения. Порой достаточно провести тщательную очистку и обезжиривание.
Нанесение красителя
Порошковую окраску металла проводят следующим образом:
- Окрашиваемые элементы после подготовки и просушки помещаются в камеру. При этом они закрепляются на раме, которая обязательно должна иметь заземление. Если работы выполняются дома, то создаются похожие условия.
 Обработку заготовки необходимо проводить в средствах индивидуальной защиты
Обработку заготовки необходимо проводить в средствах индивидуальной защиты - Чтобы нанести порошок, выбирается подходящий распылитель. Эта процедура выполняется в специальной защитной одежде, респираторе и очках.
- Деталь тщательно обрабатывается. Необходимо наносить частицы равномерно, покрывая все участки и выдерживая одинаковое расстояние до поверхности, чтобы обеспечить более однородное распределение.
 При финишном прогреве температура в печи может доходить до 200ºС
При финишном прогреве температура в печи может доходить до 200ºС - Изделие перемещается в печь. На этом этапе важно добиться равномерного прогрева, это обеспечит создание единой полимерной пленки. Температура выбирается индивидуально.
Порошковая покраска считается завершенной. По прошествии 30 минут металлическое изделие вынимается из печи и остужается, после полного остывания элемент готов к использованию.
Также рекомендуем посмотреть это видео:
otdelkagid.ru
Технология порошковой окраски металлических изделий: подробное описание нанесения
Без специального покрытия железо быстро теряет первоначальный вид и ржавеет. Конечно, можно просто покрасить его кистью или пульверизатором. Но самым надежным способом защиты от коррозии является порошковая окраска.
Суть метода
Технология порошковой окраски позволяет получить на металле тончайший слой полимера, выглядящий единым целым с поверхностью. В промышленном производстве железо окрашивают именно этим способом. С помощью него обрабатывают детали механизмов, кованые изделия, мебель, входные двери, предметы бытовой техники.
Вначале металл равномерно покрывают сухими частицами порошка с помощью распылителя, подключенного к источнику напряжения. Они подаются под давлением вместе с потоком воздуха и удерживаются на поверхности за счет электростатического притяжения. Далее в специальных печах под воздействием повышенных температур или химических активаторов краска полимеризуется. В результате образуется тончайшая, но очень прочная пленка.
Окраска порошковой краской металлических изделий позволяет получить покрытие, не боящееся даже значительных перепадов температур и воздействия ультрафиолетовых лучей. Поцарапать или повредить полимерную пленку каким-либо другим способом даже при транспортировке не так-то просто. Да и выглядит она необычайно декоративно.
Виды порошковых красок
Их подразделяют по способам образования пленки на поверхности. Выделяют две основные группы подобных красок:
- термопластичные: покрытие образуется под воздействием высоких температур 150-200°С за счет плавления и дальнейшего затвердевания порошка.
- термореактивные: наносятся с помощью химических акриловых, эпоксидных или полиэфирных реагентов.
В промышленности больше распространен второй способ. Покрытия, нанесенные с помощью термореактивных реагентов, не боятся длительного нагрева и пребывания на солнце. Порошковое окрашивание металлических изделий в домашних условиях чаще производится термопластичным способом.
Требуемые материалы и оборудование
Итак, дадим подробное описание технологии порошковой окраски металла. Для создания на нем прочного слоя напыления понадобятся:
- печь (камера) для полимеризации: ее можно изготовить самому или приобрести в специализированном магазине;
- пистолет-распылитель: так как стоит подобное устройство немало, его можно также собрать из преобразователя, часто используемого в зажигалках для газовых плит, блока питания и обычной пластиковой бутылки;
- естественно, сама краска.
Печи для сушки потребуется подключить к источнику напряжения, равному 25 кВт. В работе она будет выдавать 6 кВт, на разогреве чуть больше – 12 кВт. Для ее изготовления понадобится толстый листовой металл для корпуса, ТЭНы, вентилятор тангенциального типа, в котором воздушные массы будут перемещаться в одном направлении, а также любой негорючий теплоизолятор для обшивки.
Нагревательные элементы располагают параллельно друг другу на противоположных стенках печи. Основная часть вентилятора крепится вне камеры. Его наваривают таким образом, чтобы выход был узким, а вход достаточно широким. В сушильной печи также необходимо сделать отдельную камеру для напыления. Для обработки крупных деталей лучше предусмотреть тележки рельсового типа.
Подготовка поверхности
Этот этап считается самым важным. Технология порошковой покраски металлических изделий подразумевает полную очистку поверхности от ржавчины и загрязнений. При наличии даже мельчайших следов коррозии покрытие просто осыплется.
Зачищать поверхность следует наждачкой или металлической щеткой до блеска, так, чтобы не осталось не одного, даже мельчайшего ржавого пятнышка. Для удаления значительного слоя коррозии используют травление соляной или серной кислотой. Старый слой краски или чернение также полностью удаляются. Для этого используются специальная смывка.
После полной зачистки металл необходимо обезжирить растворителем. Далее для увеличения адгезии (сцепления с краской) поверхность грунтуют. Последний этап – пассивирование, то есть обработка смесью натрия и нитрата хрома для защиты от коррозии.
Нанесение краски
Процесс довольно прост. Помещаем требуемую деталь в отсек напыления и подключаем краскопульт к источнику питания.
- Сухой порошок наносится с помощью распылителя равномерно. Для этого необходимо держать инструмент на одинаковом расстоянии от поверхности в течение всего времени обработки.
- Сухие частички краски под воздействием электрического напряжения сами прилипнут к поверхности. Если его достаточно, при поднесении бутылки с металлической пробкой ближе 20-30 мм должны появиться мелкие искры.
- Учтите, что смешивать несколько видов порошка для получения нужного оттенка не рекомендуется. Цвет получится неравномерным.
- Сбор остатков порошка в производственных условиях производится с помощью специального оборудования – рекуператора. В домашних условиях можно воспользоваться пылесосом циклонного типа. На пол лучше заранее настелить газеты.

Основные этапы окрашивания
Опишем подробно технологию нанесения порошковой краски на металл:
- Печь следует установить в помещении, имеющем принудительную вытяжку. Все работы проводятся в защитном костюме, марлевой повязке или респираторе и очках.
- Для освещения понадобятся лампы дневного света. Использовать обычные лампочки не следует – мельчайшие частицы порошка будут к ним притягиваться.
- Покрытые сухой краской изделия помещаются на полчаса в печь. Крепить их следует на раме, имеющей заземление.
- Добиться равномерного прогрева разного вида деталей в домашних условиях непросто. Для получения монолитной и прочной полимерной пленки температуру каждый раз придется подбирать опытным путем.
- Для каждого вида краски существуют особые рекомендации, описанные в инструкции производителя, в том числе и точное время полимеризации. Его следует неукоснительно соблюдать.
- Основные сложности возникают при окрашивании деталей разных размеров. Для каждой из них может понадобиться отдельная печь.
- Никакой дополнительной обработки не требуется. После остывания и отверждения в течение суток окраска считается оконченной. Сушка производится обычным способом на открытом воздухе.
- Для окрашивания крупногабаритных изделий можно использовать пистолет с пропановой горелкой. Сухой порошок, проходя через нее, сразу же расплавляется и подается в полужидком состоянии. Сама окрашиваемая деталь при этом не нагревается.
Таким образом, нанесение порошковой краски на металл даже в домашних условиях вполне реально. Подобным методом можно обрабатывать не только железо, но и закаленное стекло, способное выдержать температуру 150-200°С.
Поделиться в социальных сетях
kraskaok.ru
Технология покраски порошковой краской — Полезные рекомендации
Порошковая покраска – это наиболее оптимальный вариант защиты коррозии металлических изделий различного назначения и размера в соотношении цены, долговечности, прочности и эстетичности. Нанесенный слой такой краски выдерживает многократное механическое воздействие и устойчив к агрессивным средам. Кроме того, он слабо подвержен выгоранию пигмента.

Технология покраски порошковой краской основана на использовании полимерно-эпоксидных смол в сочетании с дополнительными компонентами. Вспомогательные катализаторы помогают микрочастицам образовывать пленку на поверхности металла и полимеризироваться в единый монолитный слой.
В отличие от классических жидких лакокрасочных материалов порошковая краска не содержат растворителей. В качестве дисперсионной среды используется обычный воздух, нагнетаемый компрессором. Именно благодаря этой особенности технологию порошковой покраски металла называют наиболее экологичной и безопасной как для рабочего персонала, выполняющего окрашивание, так и для окружающей среды.
Сферы применения
Процесс полимеризации частиц порошка, нанесенного на поверхность изделия, выполняется в течении 40-60 минут при температуре 150-200°С в специальных печах. Именно по этой причине сфера применения технологии покраски порошковой краской ограничивается исключительно металлопродукцией самого различного назначения и размера. Процесс термической полимеризации не позволяет применять такой метод для окрашивания пластика или древесины.

Порошковой красой покрывают:
- кованые изделия для внутреннего и наружного применения;
- алюминиевые и оцинкованные профили;
- домашнюю и производственную мебель из металла;
- корпусные элементы бытовой техники;
- статичные детали машин и механизмов;
- спортивный инвентарь;
- нейтральное промышленное оборудование.
Технология порошковой покраски металла применяется в ситуациях, когда крайне важна высокая коррозионная стойкость металлоизделия. Сухие полимерно-порошковые краски используют также при необходимости обеспечения механической и химической стойкости антикоррозионного покрытия ввиду наличия сложных эксплуатационных условий.
Плюсы и минусы порошкового окрашивания
Среди основных преимуществ технологии покраски порошковой краской большинство инженеров и промышленников называют те, что представлены ниже.

Это:
- минимизация количества проходов окрашивания, в результате чего увеличивается производительность и снижается себестоимость продукции;
- экологичность производства и улучшение условий труда – даже в печи в процессе термической полимеризации концентрация вредных летучих соединений не превышает нормы;
- отсутствие растворителей, в результате чего покрытие получается без микропор и раковин, а его усадка минимальна;
- экономный расход порошковой краски и отсутствие необходимости дорогостоящего содержания производственных помещений для сушки окрашенных изделий;
- крайне низкая степень пожаро- и взрывоопасности;
- высокая твердость покрытия, благодаря чему снижаются затраты на упаковку и обеспечение надежной защиты металлоизделий во время транспортировки;
- стойкость к широкому спектру агрессивных сред и горюче-смазочных материалов;
- устойчивость пигмента и полимерной основы к разрушительному воздействию ультрафиолета;
- широкая палитра – более 5000 цветов, оттенков и текстур.
У технологии покраски порошковой краской есть и ряд минусов, главный из которых – невозможность окрашивать пластиковые и деревянные изделия ввиду высокой температуры запекания в процессе полимеризации.

Среди других недостатков:
- сложность в нанесении тонкого слоя;
- узкая специализация оборудования для порошковой покраски – в больших печах невыгодно окрашивать малые несерийные изделия и наоборот;
- необходимость использования отдельного контейнера для каждого цвета и оттенка;
- трудность в нанесении покрытия на металлоизделия сложной геометрической конфигурации и составные конструкции;
- серьезные капиталовложения при сооружении окрасочной линии;
- отсутствие возможности колеровки – используется только стандартная палитра.
Еще один недостаток технологии порошковой покраски металла – это невозможность локального устранения дефектов и прорех в нанесенном покрытии. При появлении таких пробелов приходится удалять краску и наносить порошковый состав с последующим запеканием заново.

Разновидности порошковой краски
Используемые в данной технологии антикоррозионной защиты металла сухие полимерные порошки разделяют на две основные группы по типу образования пленки на поверхности изделия:
- термореактивные – полимеризация происходит после ряда химических преобразований;
- термопластичные – образование монолитной пленки происходит при высоких температурах без химических реакций.
В современном промышленном производстве термореактивные порошковые краски более распространены. В их состав входят полиэфирные, эпоксидные или акриловые смолы в виде мелкодисперсного порошка.
Главное преимущество термореактивных порошковых красок в отсутствии последующей после полимеризации термической деформации при нагревании окрашенного изделия. Это крайне важно для металлоизделий, эксплуатируемых в сложных условиях при повышенных температурах.

В состав термопластичных порошковых красок входят такие полимеры, как нейлон, винил или полиэстер. Твердый слой на поверхности изделия образуется в результате остывания массы. Состав покрытия остается таким же, как и до его нанесения и запекания. Это дает возможность повторно плавить порошок.
Способы работы с порошковой краской и требуемое оборудование
Технология порошковой покраски металла предполагает три основных способа нанесения мелкодисперсного порошка на металлическую поверхность окрашиваемого изделия.
- Использование направленного воздушного потока. Металлоизделие нагревается и равномерно покрывается порошковой краской с помощью пульверизатора. При данном способе важно точно определить необходимую температуру, чтобы покрытие равномерно полимеризировалось. Кроме того, потребуется дополнительная термообработка после полимеризации.
- Электростатическое распыление порошковой краски – наиболее распространенный способ. Получив положительный заряд от высоковольтного источника, частицы порошка налипают на поверхности отрицательно заряженного металлоизделия. Это позволяет обеспечить равномерность распределения материала и исключить стекание или осыпание. Не прилипший порошок собирается и используется повторно.
- Пламенное окрашивание. Частицы порошковой краски проходят через пламя пропановой горелки и уже в полужидком расплавленном состоянии попадают на поверхность обрабатываемого металла. При этом само изделие нагреванию не подвергается. Этот способ используется крайне редко и только для окрашивания крупногабаритных предметов.
Технология порошковой покраски металла включает в себя три этапа: подготовка, окрашивание и полимеризация нанесенного покрытия. Каждый из этих процессов требует наличия специального оборудования.

Классическая линия для порошковой покраски состоит из четырех основных элементов:
- камера для нанесения (распыления) порошка;
- электростатический распылитель;
- компрессор для нагнетания сжатого воздуха в пульверизатор;
- печь для полимеризации.
Окрашиваемые металлоизделия, особенно крупные, в процессе покраски должны бережно перемещаться от одного поста к другому, чтобы не повредить нанесенную и не прошедшую полимеризацию порошковую краску. Для этого в линиях предусматриваются транспортировочные устройства для аккуратного перемещения изделий из напылительной камеры в термическую. Чаще всего для этого используются монорельсы с крюками на роликах и т.п.
Подготовительные работы
Не менее важно оборудовать рабочее место для подготовки металлоизделия к нанесению на него порошковой краски. Такой пост должен иметь доступ к монорельсовой подвесной системе, а также оборудован специальным рабочим столом и необходимым инструментом.

Технология порошковой покраски металла включает в себя два основных процесса – нанесение порошка и его полимеризации в печи, подробно о которых описано выше. Но крайне важно перед распылением краски провести тщательную подготовку металлической поверхности, которая включает в себя:
- механическую обработку ручными щетками или электроинструментом для снятия следов коррозии и прочих загрязнений;
- обезжиривание;
- протравливание.
Все эти подготовительные процессы дают возможность качественно подготовить металлическое изделие для равномерного распределения порошковой краски без пробелов и пустот. Благодаря протравливанию и обезжириванию удается добиться максимальной адгезии полимеризированного монолитного слоя с поверхностью металла.
Техника безопасности
Несмотря на свою экологичность, технология покраски порошковой краской имеет ряд потенциальных угроз для рабочего персонала, ввиду чего крайне важно выполнять все правила охраны труда и требования по технике безопасности.

Среди специфических опасностей:
- попадание мелкодисперсного порошка в органы дыхания;
- образование взрывоопасной смеси пыли и воздуха.
Кроме того, технология покраски порошковой краской также включает в себя ряд обычных промышленно-производственных угроз, связанных с использование электрооборудования, компрессорной техники и камер для термической обработки. Четкое соблюдение стандартных правил пожарной и электробезопасности – залог безопасной и высокопроизводительной работы персонала.
Видео. Процесс покраски от и до
www.gvozdem.ru
Технология порошковой окраски металлических изделий
Современные технологии окрашивания металлических изделий порошковыми красками стремительно развиваются. Использование жидких лакокрасочных материалов в производственных условиях постепенно уходит на второй план. Большинство производителей металлоизделий делает выбор в пользу порошковых красок, так как они обеспечивают качественное и долговечное декоративно-защитное покрытие.
Что такое порошковые краски
Этот высокотехнологичный красящий материал обладает уникальными свойствами, которых нет у жидких красок. Они состоят из красящих пигментов, пленкообразующих смол и катализаторов, обеспечивающих отвердение материала. В их составе отсутствует растворитель, а в функции дисперсионной среды выполняет воздух. Это делает порошковые краски менее токсичными и более дешевыми в производстве.
Что окрашивают сухими красками
Метод порошкового окрашивания подходит не для всех поверхностей. Его используют, когда необходима дополнительная защита от коррозии, долговечность и прочность. В некоторых случаях порошковая краска способна обеспечить электроизоляцию.
Порошковое окрашивание применяют в основном в промышленном производстве для:
- кованых изделий, алюминиевых профилей и оцинкованного металла;
- лабораторного и медицинского инвентаря;
- мебели;
- бытовой техники;
- спортивного инвентаря.
Преимущества порошкового окрашивания
- Минимальное количество отходов. Окрашивание на качественном оборудовании дает эффективность до 98%.
-
В лучшую сторону изменяются санитарно-гигиенические условия туда. Это экологически чистая технология, при которой даже в печи концентрация летучих веществ не доходит до предельно допустимых норм.
- Не используются растворители, что дает меньшую усадку и практически отсутствие пор на поверхности изделия.
- Более экономное использование материала при окрашивании. Порошковое покрытие затвердевает в течение получаса и дает возможность получить более толстое однослойное покрытие. Экономия также заключается в отсутствии необходимости содержать большие производственные площади для подсушивания изделия на воздухе. При транспортировке более твердое порошковое покрытие не повреждается, что дает возможность снизить затраты на упаковку.
- Поверхность, окрашенная порошковой краской, устойчива к ультрафиолету, имеет электроизоляционные и антикоррозийные свойства.
- Порошковая краска дает возможность создать палитру из более 5000 цветов.
- Пониженная степень взрыво- и пожароопасности на производстве.
Недостатки порошкового окрашивания
- Плавление порошка производится при температуре выше 150 0С, что не дает возможности окрашивать дерево и пластик.
- Сложно нанести тонкий слой краски.
- Оборудование для сухого окрашивания узконаправленное. В больших печах неэффективно окрашивать маленькие детали, а в небольшой печи нельзя окрасить поверхность большой площади.
- Для каждого цвета необходимо использовать отдельный контейнер.
- Сложно окрашивать предметы нестандартной формы или сборные конструкции.
- Оснащение покрасочной линии требует больших вложений.
- Если на поверхности появятся дефекты, локально устранить их не удастся, придется перекрашивать все изделие.
- Нет возможности делать колеровку, использовать можно только заводские краски.
Виды порошковых красок
По типу образования пленки сухие краски принято подразделять на:
- термореактивные. Готовая пленка образуется после химических преобразований;
- термопластичные. Окрашивание происходит под воздействием высокой температуры без химических реакций.
Термореактивные краски более распространены. Для их приготовления используются акриловые, эпоксидные или полиэфирные смолы. Их преимущество заключается в том, что поверхность не будет деформироваться после повторного разогрева. Термореактивные краски могут применяться для окрашивания изделий, которые будут эксплуатироваться в тяжелых условиях.
В термопластичных красках в качестве смол могут использоваться полиэстеры, винилы или нейлоны. Твердое покрытие образуется без химической реакции только путем остывания и затвердевания. Состав затвердевшей краски аналогичен составу исходного материала. Это позволяет повторно производить нагревание и плавление порошка.
Способы нанесения порошковой краски
Технология окрашивания при помощи сухого материала позволяет применять несколько вариантов распыления порошка.
-
Нанесение краски направленным потоком воздуха. Изделие нагревается и при помощи краскопульта частицы порошка распределяются по поверхности. Качественное покрытие получается только после наиболее точного определения температуры нагревания металла. Недостатком этого метода является необходимость дополнительной термической обработки после полимеризации.
-
Электростатическое напыление. Этот метод окрашивания наиболее распространен. Прилипание частичек обеспечивается электростатическим напряжением. После полимеризации изделие остывает в естественных условиях. Не прилипший порошок можно повторно использовать, для его сбора предусмотрены специальные камеры. Лучше всего этот метод подходит для изделий простой формы и небольшого размера.
- Применение пламени. Для этого метода окрашивания используются пистолеты с встроенной пропановой горелкой. Частицы порошка расплавляются, проходя через пламя, и попадают на поверхность изделия в полужидком состоянии. Поверхность изделия не подвергается нагреванию. Слой краски получается более тонким и прочным. Этот метод преимущественно используется для окрашивания крупных предметов.
Оборудование для сухого окрашивания
В порошковом окрашивании нанесение краски не является заключительным этапом. Чтобы полимер закрепился на поверхности, его нагревают в печах. Линия порошкового окрашивания состоит из:
- камеры для нанесения порошка. В этой герметичной камере наносится красящее вещество на металл;
- электростатического распылителя для нанесения порошка. Благодаря статическому электричеству, создаваемому источником высокого напряжения, краска равномерно наносится на конструкции любой формы;
- камеры полимеризации. Она обеспечивает постоянную температуру и оснащена системой вентиляции. В ней происходит процесс полимеризации краски и ее равномерное распределение по изделию;
- компрессора. Он предназначен для создания определенного давления в камере окрашивания;
- устройства для транспортировки металлоизделий. Тяжелые и большие окрашенные изделия должны аккуратно перевозиться, чтобы порошок с них не осыпался. Это обеспечивают специальные тележки, передвигающиеся по монорельсу.
Технология порошкового окрашивания
Получить качественное декоративное покрытие на изделии из металла при помощи порошковой краски можно только путем строго соблюдения технологии окрашивания. Методика заключается в том, что сухие частицы краски распыляют на очищенную и обезжиренную поверхность. Ровный однородный слой порошка на изделии обеспечивается тем, что на отрицательно заряженную поверхность металла, частицы краски с положительным зарядом легко прилипают. Чтобы эти частицы превратились в слой краски, их запекают в печи при температуре от 150-250 0С.
Технология порошкового окрашивания состоит из трех этапов:
- подготовка;
- окрашивание;
- полимеризация.
Подготовка поверхности изделия к окрашиванию
Этот этап наиболее долгий и сложный. От предварительной подготовки поверхности металла будет зависеть дальнейшее качество покрытия: прочность, эластичность. Предварительный этап включает в себя:
- очистку от загрязнений;
- обезжиривание;
- фосфатирование.
С металлической поверхности удаляется ржавчина, окислы, грязь. Если старое покрытие оставить, то краска будет плохо сцепляться с поверхностью и покрытие прослужит недолго.
Самый эффективный метод удаления ржавчины и окислов – дробеструйная очистка. Для этого используется песок, стальные или чугунные гранулы. Мелкие частицы под сильным давлением или воздействием центробежной силы подаются на металл и оббивают с него загрязнения.
Можно использовать химическую очистку или травление. Для этого подойдет соляная, серная, азотная или фосфорная кислоты. Это более простой способ, позволяющий обработать большее количество изделий, чем дробеструйная чистка. Но он требует последующего промывания изделия от кислот, что ведет к дополнительным временным и финансовым затратам.
Фосфатирование изделия аналогично грунтованию. Поверхность обрабатывается составом, создающим фосфатную пленку, улучшающую адгезию.
Нанесение краски
Окрашивание производится путем электростатического напыления в специальных камерах с системой отсоса воздуха, которая не дает краске попасть наружу. Для окрашивания крупных предметов используются камеры проходного типа, а для мелких деталей тупиковые. Есть камеры, в которых краска наносится автоматическими пистолетами-манипуляторами.
Распыление производится пневматическим пистолетом. Положительно заряженные частицы краски обволакивают заземленную деталь и прилипают к ней. Весь процесс происходит следующим образом:
- порошковая краска в специальном бункере смешивается с воздухом. Пропорции регулируются при помощи вентилей;
- смесь краски и воздуха проходит через распылитель с высоковольтным источником, где частицы получают необходимый положительный заряд;
- краска распыляется на изделие и закрепляется на нем;
- вытяжная вентиляция уносит частицы, не получившие нужного заряда. Там они собираются в специальном бункере, а затем повторно используются или утилизируются.
Полимеризация или запекание
Металлоизделие с нанесенной краской помещается в печь. В ней под воздействием постоянной температуры происходит нагревание детали и полимеризация краски. Частицы сплавляются, образуя пленку, затем отвердевают и охлаждаются. Весь процесс занимает около 15–30 минут. Время полимеризации зависит от размера изделия и типа печи.
Температура в камере полимеризации держится в пределах 150-200 0С и зависит от типа краски. Расплавленный порошок способен заполнить все микронеровности, что дает хорошее сцепление с поверхностью металла.
Все необходимые свойства краска получает на этапе отвердения это прочность, внешний вид, защита. После этого изделие должно охладиться в течение 15 минут. В противном случае покрытие может быть повреждено, на него налипнет пыль и грязь.
Итог
Порошковое окрашивание — это наиболее экономичный, быстрый и экологичный способ получения надежной защитной поверхности на металле. Срок службы изделия значительно увеличивается, а декоративное покрытие может быть разнообразным не только по цвету, но и по структуре.
Сложности технологии заключаются в строгом соблюдении всех этапов. Для этого необходимо наличие специальной производственной линии. Проблемы могут возникнуть при:
- окрашивании крупногабаритных предметов;
- изделий сложной формы;
- конструкций из смешанных материалов.
Перед другими типами окрашивания сухой способ имеет бесспорные преимущества:
- безотходность;
- разнообразие красок по стоимости и свойствам;
- высокие физико-механические показатели окрашенной металлической поверхности.
По этим причинам порошковое окрашивание стало одним из самых популярных современных методов защиты металла от повреждений.
superarch.ru
Окраска металлоизделий с помощью порошка. Эффективный и проверенный метод
Внешний вид металлической поверхности, подвергнутой порошковой окраске, отличается от ожидаемого: абсолютная ровность слоя, равномерность по толщине и повышенная сцепляемость. При некоторой сложности технологии достигаемый результат такой антикоррозионной обработки успешно конкурирует с анодированием, цинкованием и прочими методами поверхностной защиты металла.
Метод порошкового окрашивания и подготовка исходной поверхности
Окраска металла порошком представляет собой процесс напыления полимерсодержащего красителя с последующей высокотемпературной обработкой поверхности. При этом исходный компонент – порошок – является смесью мелких фракций органических смол, красящих пигментов и отвердителей. Процесс требует соответствующего технического оснащения, поэтому все стойкие порошковые покрытия получаются обычно в промышленных условиях. Однако простейшие операции по нанесению порошковой краски на металлические поверхности можно выполнить и в домашних условиях. Потребуются наличие собственной мастерской или гаража, а также некоторые финансовые вложения для приобретения оборудования.

Основой высококачественного поверхностного покрытия является, как и при любом ином способе окраски, тщательная подготовка поверхности. Порошковая краска потребует полного отсутствия жировых пятен или налётов ржавчины. Это связано с последующей полимеризацией нанесенного покрытия, сцепление которого с металлом при наличии указанных веществ будет неудовлетворительным.
Очистка исходной поверхности происходит в следующей последовательности:
- Удаление жировых плёнок погружением обрабатываемого изделия в любой органический растворитель.
- Механическая или химическая очистка поверхности от участков с оксидной плёнкой.
- Фосфатирование или оксалатирование.
- Пассивирование (опционально, при особо высоких требованиях к антикоррозионным показателям готового изделия) в хромсодержащих средах.
- Промывка горячей, а затем холодной водой.
- Сушка: может быть естественной, а можно использовать сушильные шкафы.
Для очистки от ржавчины или окалины допустимы как механические способы (крацевание, пескоструйная обработка), так и химические/электрохимические. При выборе механической очистки следует применять варианты, в наименьшей степени влияющие на качество подготовленной поверхности, поскольку толщина последующего покрытия не всегда оказывается достаточной, чтобы скрыть микроцарапины или лунки. С экологической точки зрения лучше всего электрохимическая очистка, когда изделие погружают в раствор трёххлористого железа и обрабатывают токами плотностью 15…20 мА/см2.

Если предпочтение отдаётся всё же химическому травлению в кислотах, то необходимо позаботиться о надлежащей вентиляции помещения, а персоналу — работать в индивидуальных средствах защиты. Используется высококонцентрированная соляная или ортофосфорная кислота (очистка в серной кислоте приводит к насыщению поверхности металла хрупкими гидридами, поэтому изделие приходится выдерживать на воздухе в течение суток).
Нанесение на очищенную поверхность тонкого слоя солей фосфорной (для чёрных металлов) или щавелевой (для легированных сталей и цветных сплавов) кислот – этап, не обязательный, но существенный с точки зрения последующей эксплуатационной стойкости изделия. В результате повышается в несколько раз коррозионная стойкость конструкции, и увеличивается последующая адгезия порошковой краски к поверхности.
Как происходит окраска?
Порошковая окраска металлоизделий выполняется исключительно механизированными инструментами – промышленными пульверизаторами. Метод распыления гарантирует не только равномерность нанесения краски, но и дополнительную стойкость против коррозии, поскольку при этом исключается неравномерность наносимого таким способом покрытия. Порошковое окрашивание металлоконструкций выполняют в два этапа: вначале производится грунтовка, целью которой является, с одной стороны, снижение расхода краски, а с другой – образование плёнки, увеличивающей сцепление краски с металлом. Только потом выполняется окраска.
Грунтовка может быть двух видов:
- Пассивная (применяется для цветных сплавов, а также для стальных изделий, не эксплуатируемых в жёстких условиях). Для такой грунтовки используют эпоксидные композиции;
- Активная, при которой в состав грунта дополнительно вводят соединения цинка. Применяется при круглогодичной эксплуатации металлоконструкций на открытом воздухе.
После грунтовки изделие следует высушить в естественных условиях.

Для порошковой окраски деталь помещают в специальную герметизированную камеру, где и выполняется напыление краски. Наличие камеры обеспечивает улавливание тех мелкодисперсных частиц красителя, которые не осели на поверхность, с последующей их утилизацией. Для этого камеры снабжают соответствующими фильтрами и эффективной системой вытяжной вентиляции. Для больших объёмов применения порошковой краски используются автоматические камеры проходного типа, более компактные тупиковые камеры производят порошковое окрашивание металлоконструкций небольших размеров.
Метод распыления использует эффект электростатического притяжения частиц красящего порошка к поверхности металла. С этой целью изделие заземляют, а красящий состав под высоким давлением подают на поверхность. Возникающие силы взаимодействия и трения обеспечивают надёжное прилипание красящего состава к металлу.
После окраски изделие помещают в печь, где окрашенный слой расплавляется. В результате полимерная краска становится более однородной по высоте слоя, а также приобретает характерный внешний вид: в зависимости от температуры полимеризации поверхность может быть матовой или глянцевой. Матовая поверхность формируется при температурах более 180…2000С, глянцевая – при меньших температурах. После полимеризации готовое изделие высушивают на воздухе.
Порошковое окрашивание своими руками
Как красить порошковой краской в домашних условиях – подобным вопросом задаются многие. Конечно, монолитное покрытие заводского качества здесь получить сложно, но небольшие изделия вполне доступны для такой окраски.
При соблюдении тех же стадий окрашивания, потребуются:
- Наличие закрытого помещения, оборудованного системой принудительной приточно-вытяжной вентиляции.
- Качественный пневмопистолет, который при работе способен создать давление распыления не менее 4…5 атм. (можно приспособить фен с нужными характеристиками).
- Сушильный шкаф, размеры и создаваемая температура в котором соответствуют требованиям полноценной полимеризации наносимого красящего состава.
- Эффективные индивидуальные средства защиты (респиратор).

Перед работой помещение тщательно очищают от пыли, используя мощный пылесос, а само окрашивание ведут при включённой вентиляции. Улучшению качества покрытия будет способствовать предварительная электризация поверхности. Для этого можно использовать простейшие конструкции электростатических генераторов.
oporamet.ru