Пустотные плиты перекрытия: размеры, вес, характеристики
В строительстве капитальных многоэтажных зданий и сооружений в качестве межэтажных перекрытий используется несколько видов плит: монолитные плиты заводского изготовления, монолитные плиты, залитые непосредственно в местах установки и плиты перекрытия пустотелые заводского изготовления.
СодержаниеСвернуть
- Особенности пустотелых плит перекрытия ГОСТ 9561-91
- Маркировка плит
- Сколько весит пустотелая плита перекрытия
- Допустимые нагрузки пустотелой плиты перекрытия
- Заключение
При всех прочих равных условиях последний вариант обладает принципиальными преимуществами: относительно меньший вес пустотелой плиты перекрытия, экономия бетона, хорошие теплоизоляционные и шумоизоляционные качества.
Особенности пустотелых плит перекрытия ГОСТ 9561-91
Плиты – это стандартный продукт, изготавливающийся в соответствии с требованиями действующего регламентного документа ГОСТ 9561-91. В соответствии с допустимыми сторонами опирания, габаритными размерами, а также размерами и геометрией пустот изделия подразделяются на типы.
В соответствии с допустимыми сторонами опирания, габаритными размерами, а также размерами и геометрией пустот изделия подразделяются на типы.
Типы, допустимые стороны опирания, диаметры отверстий и габаритные размеры пустотелых плит перекрытия по ГОСТу 9561-91 сводим в таблицу:
Табл.1
| Тип изделия | Габаритные размеры | Диаметр отверстий, мм | Геометрия отверстий | ||
| Длина, м | Ширина, м | Толщин., мм | |||
| 1ПК | 2,4-7,5 | 1,0-3,6 |
220 | 159 | круглая |
| 2ПК | 140 | ||||
| 3ПК | 127 | ||||
| 1ПК | 9 | 1,1,2,1,5 | 159 | ||
| 1ПКТ | 3,6-7,5 | 2,4-3,6 | 159 | ||
| 2ПКТ | 140 | ||||
| 3ПКТ | 127 | ||||
| 1ПКК | 2,4-3,6 | 4,8-6,6 | 159 | ||
| 2ПКК | 140 | ||||
| 3ПКК | 127 | ||||
| 4 ПК | 2,4-9,0 | 1,0;1,2;1,5 | 260 | 159 | |
| 5 ПК | 6,0;9,0, 12,0 | 260 | 180 | ||
| 6 ПК | 12,0 | 300 | 203 | ||
| 7 ПК | 3,6;6,3 | 1,0;1,2;1,5;1,8 | 160 | 114 | |
| ПГ | 6,0;9,0;12,0 | 1,0;1,2;1,5 | 260 | Грушеобразная | |
Примечание.
Крепеж для пустотелых плит перекрытия оговаривается в технических требованиях чертежа на конкретный объект. В качестве крепежа используют: стальные закладные, вылеты стальной арматуры, вырезы, отверстия и др.
Перемещение и монтаж изделий осуществляется с помощью захватов, конструкция которых согласовывается в каждом конкретном случае. Как правило, это стальное петлеобразное закладное изделие, расположенное по 4-м углам плиты.
Маркировка плит
Материал для изготовления пустотных плит: тяжелый, силикатный, легкий бетон и арматурная сталь различных классов. Тип бетона и класс арматуры, а также другие сведения (габариты, допустимая нагрузка, сейсмоустойчивость и др.) о конкретном изделии содержится в его маркировке. В частности, легкий бетон обозначится буквой «Л», силикатный буквой «С», тяжелый бетон не обозначается. Пример маркировки: 2ПК24.10-5А-VС-С6.
Расшифровка маркировки:
- 2ПК: пустотная плита перекрытия толщиной 220 миллиметров с круглыми пустотами диаметром 140 миллиметров, опирание по двум сторонам.

- 24: длина 2,400 м.
- 10: ширина 1 м.
- 5: показатель допустимой нагрузки на плиту 5 кПа (500 кг/м2).
- А- V: использовано стержневое армирование класса А- V.
- С: силикатный бетон.
- С6: можно использовать для оснащения зданий сейсмоустойчивых до 6 баллов.
Сколько весит пустотелая плита перекрытия
Масса плиты перекрытия указывается в прайсах продавца и зависит от габаритов и числа пустот. Если у застройщика имеется старая пустотная плита, приобретенная по случаю можно рассчитать ее примерный вес самостоятельно.
Рассмотрим технологию расчета на следующем примере:
Пустотная плита перекрытия длиной 2,5 м, шириной 1,5 метра, толщиной 0,25 метра, с 5-тью круглыми отверстиями диаметром 0,14 м. Плита изготовлена из бетона со средней плотностью 2 500 кг/м3. Расчет:
- Используя формулу определения объема параллелепипеда определяем массу монолитной плиты без отверстий: 2,5х1,5х0,25х2500=2343 кг. Здесь: 2,5 длина плиты, 1,5 ширина плиты, 0,25 толщина плиты, 2500 плотность бетона.

- Используя формулу расчета объема цилиндра определяем «массу» одного отверстия: 3,14х(0,14/2)2х2,5х2500=96кг. Здесь: 3,14 число Пи, (0,14/2)2 радиус отверстия, возведенный в квадрат, 2,5 длина цилиндра равная длине плиты, 2 500 плотность бетона.
- Определяем общий вес «отверстий»: 96х5=480 кг. Здесь: 5 – число отверстий.
- Определяем вес плиты без «отверстий»: 2343-480=1863 кг весит наша пустотная плита.
Примечание. Учитывая, что в конструкции плит перекрытия той или иной конструкции имеются скосы и монтажные пазы, реальная масса конкретного изделия будет несколько меньше расчетной.
Допустимые нагрузки пустотелой плиты перекрытия
Точный расчет допустимых статических нагрузок на плиту перекрытия сложен и является темой отдельной публикации. В рамках этой статьи будет приведен пример укрупненного расчета допускаемой нагрузки на пустотную плиту перекрытия. В качестве примера рассмотрим изделие 2ПК24. 10-5А-VС-С6.
10-5А-VС-С6.
Исходные данные:
- Изделие, имеющее маркировку 2ПК25.15-5А-VС-С6, вес которого рассчитан выше. Данная плита перекрытия допускает статическую нагрузку величиной 500 кг/м2.
- Суммарная нагрузка от мебели, домочадцев и другого оборудования 150 кг/м2.
- Нагрузка от собственного веса плиты составляет: 1863/(2,5х1,5)=496 кг/м2.
- Суммарная нагрузка на плиту составляет 496+150=646 кг/м2.
Вывод. Плита перекрытия 2ПК24.10-5А-VС-С6 не соответствует реальной нагрузке. Следует использовать плиту перекрытия, обладающую большей допускаемой нагрузкой.
Важное замечание! На основании практики возведения зданий и сооружений, строители разработали очень простой расчет толщины плиты перекрытия зависящий от длины пролета. Формула расчета: расстояние межу опорами (стенами) /32.
Пример. Расстояние между опорами (стенами) составляет 6 метров. Следовательно, толщина плиты перекрытия должна соответствовать 6/32=180 мм, не менее.
Заключение
Расчет пустотелых плит перекрытия по применяемости для строительства зданий и сооружений должен производиться специализированными компаниями, обладающими штатом опытного квалифицированного инженерного персонала.
Пустотные плиты ПК,НВ, монтаж, установка, устройство, характеристики.
Главная»Статьи»Все о пустотных плитах ПК
Пустотные плиты в крупно- и мелкогабаритном строительстве
При возведении любой постройки более двух этажей применяются пустотные плиты перекрытия. Хотя бы раз в жизни их видел каждый: это обычная железобетонная плита 2,5х4 метра с несколькими трубчатыми пустотами вдоль длинной стороны. Такие плиты значительно облегчают работу строителей во время создания полов: они кладутся на опоры и все — пол готов. Пустоты в них сделаны для снижения веса и большего теплосбережения. Металлическая же арматура значительно повышает прочность конструкции и позволяет отдельным видам легко выдерживать равномерную нагрузку до 10 тонн (при обязательном соблюдении технологии отливки).
Пустоты в них сделаны для снижения веса и большего теплосбережения. Металлическая же арматура значительно повышает прочность конструкции и позволяет отдельным видам легко выдерживать равномерную нагрузку до 10 тонн (при обязательном соблюдении технологии отливки).
Производство пустотных плит перекрытия
По своей сути пустотные плиты — это железобетонные изделия, отлитые в специальных формах. Поэтому их изготовление не отличается оригинальностью. В заранее подготовленные коробы, имеющие длину до 40метров, укладываются металлические тросы, призванные впоследствии стать ребром жесткости «на разрыв». После этого они натягиваются и между тросами укладываются трубы, имитирующие пустоты.
Следующим шагом заливается бетон. Он имеет примерно следующую консистенцию: 20% цемента, 50% отсева и 30% песка. Казалось бы, процесс завершен и плитам нужно просто дать высохнуть. Но нет — после этого формы укрываются теплоизоляционной пленкой и прогреваются при температуре ~70 градусов на протяжении 4-5 часов.
Это делается для того, чтобы бетон лучше затвердел и получил больший коэффициент прочности. После того, как заготовки застынут, их режут на более короткие плиты, которые после идут в использование строительными компаниями. Некоторые компании-изготовители сразу отливают готовые плиты, не требующие дополнительной разрезки, но такое случается крайне редко.
Как избежать покупки бракованных плит перекрытия
При покупке этого стройматериала нужно понимать, что плиты должны быть самого высокого качества — только тогда они смогут нормально выполнять свои функции. В противном же случае вы рискуете в самом прямом смысле этих слов потерять пол из-под ног. Установив на бракованную плиту перекрытия даже небольшой вес, вы создадите неподъемную для нее нагрузку, от которой плита может легко переломиться пополам.
- В самую первую очередь нужно смотреть на внешний вид самого бетона. Тело плиты должно выглядеть цельным без сколов, трещин и отбитых участков.
 Реализаторы и изготовители знают о том, что подобную плиту им могут вернуть и поэтому перестраховываются самостоятельно в случае обнаружения такого брака: замазывают новым цементом поврежденные участки. Ни в коем случае не нужно производить укладку подобных «замазанных» плит. Трещина может распространиться и дальше, в результате чего плита переломится;
Реализаторы и изготовители знают о том, что подобную плиту им могут вернуть и поэтому перестраховываются самостоятельно в случае обнаружения такого брака: замазывают новым цементом поврежденные участки. Ни в коем случае не нужно производить укладку подобных «замазанных» плит. Трещина может распространиться и дальше, в результате чего плита переломится;
- Следующее — посмотрите на то, где находится укрепляющая арматура. Для этого гляньте на торец плиты — там будут виднеться небольшие металлические кружки. При монтаже плит они обязательно должны находиться снизу. Почему? Здесь нужно немного углубиться в физику и пояснить, что бетон прекрасно выдерживает сжатие, а металл — растяжение. Пустотная плита устанавливается своими короткими краями на вертикальные стены, а длинные стороны «висят» в воздухе. Следовательно, на саму плиту действует сила притяжения, пытающаяся прогнуть ее в центре. Верхняя плоскость плиты стремится сжаться, а нижняя — наоборот разорваться.
 Вот арматура-то и не дает бетону порваться, тем самым разрушив всю плиту. Если вы увидите, что пруты проходят и в верхней и в нижней части, то нужно выяснить у производителя, на всю ли длину плиты они тянутся;
Вот арматура-то и не дает бетону порваться, тем самым разрушив всю плиту. Если вы увидите, что пруты проходят и в верхней и в нижней части, то нужно выяснить у производителя, на всю ли длину плиты они тянутся;
- И в последнюю очередь проведите полный осмотр плиты на наличие трещин. Также попробуйте руками отщепить кусочек бетона. Если это сделать удалось — то не нужно применять подобный стройматериал при возведении дома!
Также хотим обратить ваше внимание на то, что мошенники нередко продают бракованные плиты перекрытия под видом качественных. Нередко они даже в попытках обмануть покупателей доходят до такого абсурда, что ставят несколько более завышенную стоимость, утверждая, словно бы их товар изготавливается из спецматериалов.
Для того, чтобы не попасться на уловки мошенников и не купить фальсификат, уточните у своих знакомых или предыдущих клиентов этого производителя, что они могут сказать касательно качества стройматериалов.
Укладка плит перекрытия
Монтаж пустотных плит перекрытия — еще один немаловажный фактор их долговечности. При установке они должны иметь две точки опоры: вдоль своих коротких сторон. Заход плиты на стену или цоколь не должен составлять более 20 сантиметров с каждой стороны. И последнее — запрещено опирать плиту длинной стороной о стену.
Если эти условия монтажа не будут соблюдены, то вполне вероятно, что плита не сможет выдержать номинальный вес для своих габаритов и в один очень неприятный момент переломится.
Для того, чтобы закрепить плиту на ее месте, на стены наносится цементный раствор, который предотвратит ее скольжение по упору (стена или цоколь дома). Также, если плиты имеют в торцах специальные продольные вырезы, то их также рекомендуется наполнить бетоном для того, чтобы связать между собой, тем самым обеспечив монолитность всем элементам пола.
Крайне важно установить ровно первую плиту, иначе все последующие будут ложиться так же неровно, что приведет к ослаблению конструкции. Для этого натяните вдоль всей стены нить и укладывайте плиты по ней. Расстояние в начале и конце нити должно быть равно длине пустотной панели. При возможности нужно, чтобы на противоположной стороне был еще один человек и выполнял то же самое. Таким образом можно добиться наиболее точного позиционирования стройматериала.
При установке нужно допускать погрешность сжатия-растяжения стен и цоколя и поэтому длинные края плит нужно располагать не ближе, чем в 30-40 миллиметрах от ближайшей параллельной стены. Если этого не сделать, то стена может сдвинуть плиту с ее места.
Утепление пустотных плит перекрытия
Пустоты, имеющиеся в плитах нередко утепляют. Особенно это актуально для частных домов. И действительно, практика показывает, что подобные мероприятия позволяют неплохо экономить на отоплении в зимний период. Так как пустоты с боков будут герметично закрыты бетоном, то тут целесообразно использование минеральной ваты в качестве утеплителя. Она несколько лучше справляется с сохранением тепла, нежели пенополистирол или пенопласт.
Так как пустоты с боков будут герметично закрыты бетоном, то тут целесообразно использование минеральной ваты в качестве утеплителя. Она несколько лучше справляется с сохранением тепла, нежели пенополистирол или пенопласт.
После того, как плиты будут утеплены, пустоты с боков примерно на 10-15 сантиметров заливаются бетоном для того, чтобы обеспечить наибольшую изоляцию утеплителя от влаги. После этого плиты укладываются на отведенные им места.
По чем продают пустотные плиты?
Цены плит зависят от их размера. Это самый главный принцип их различия. Вот примерная цена в зависимости от длин плит:
- 2 метра – 4650р;
- 2,5 метра – 4970р;
- 3 метра – 5450р;
- 4 метра – 7700р;
- 5 метров – 9740р;
- 6 метров – 10 850р;
- 7 метров – 12 870р.
Это усредненная цена за одну плиту высотой 22 и шириной 149 сантиметров, то есть, самую дорогую.
Цены оправдываются в первую очередь сложностью в производстве и транспортировке плит. Также для укрепления бетона подходит не любая арматура, а только изготовленная из марок стали, имеющих повышенный коэффициент прочности.
Также для укрепления бетона подходит не любая арматура, а только изготовленная из марок стали, имеющих повышенный коэффициент прочности.
Области применения пустотных плит
Область применения подобных плит довольно обширна:
- Как основной стройматериал для возведения стен гаражей и панельных домов;
- В качестве межэтажных перекрытий;
- Для постройки различных цехов и зданий производства в силу того, что плиты дешевле и легче кирпич;
- В некоторых случаях они используются для организации автомобильной дороги для подъезда к строительным объектам.
Сегодня пустотные плиты применяются все чаще и чаще. Уже ни одна высотная постройка без них не обходится, так как только они могут похвастаться такими характеристиками прочности и дешевизны. Также популярность их вызвана огромным ассортиментом размеров: видов пустотных плит перекрытия существует около 500 штук, самые распространненые ПК и НВ.
Вот одна из десятков таблиц размеров плит НВ:
Железобетонные изделия по чертежам от заказчика
Ждем Вашего звонка!
+7 (965) 181-98-35
+7 (968) 620-55-57
Новостиархив »
Зимняя распродажа складских остатков!
Спеши заказать ЖБИ изделия по специальной цене!
Смена юридического и фактического адреса
Новый адрес собственного производства!
Тульская область, Алексинский р-н, ул. Железнодорожная, дом 3
Лучшие ЖБИ у нас — почему мы ? Смотрите
Март и апрель – самое время готовиться к весеннему строительству, ведь поговорка «готовь сани летом» уже не раз доказывала свою актуальность. Кто-то отложит подготовку на начало весны или лета, но это будет ошибкой. Поздней весной цены будут уже не те!
Снова сверхмощные скидки на объемы!
При крупных заказах на ЖБИ изделия — лучшие цены! Рекомендуем так же быть в курсе цен на фбс б у , поскольку всегда хочеться сэкономить, когда это действительно не отходит от проекта.
С октября 2014 года большинство строителей ищут блоки фбс, и цены стали невероятно низкими, спешите купить!
Историческое развитие многопустотных плит
* Эта статья Арнольда Ван Акера (†) и Стефа Мааса была первоначально опубликована в CPI 2-2021.
ОБЗОР, ОСНОВАННЫЙ НА ПАТЕНТНЫХ ИССЛЕДОВАНИЯХ
Идея уменьшить собственный вес бетонных плит путем создания пустот в центре поперечного сечения возникла в начале прошлого века. Несколько изобретателей из разных стран подали заявки на патенты на различные системы. Настоящая статья в основном основана на анализе патентов, опубликованных в первой половине 20 века, и личном опыте 19 века.60 на. Патенты обычно предлагают комплексное описание изобретений (формула изобретения). Реконструкция истории пустотных плит на основе этих патентов — трудоемкое, но увлекательное занятие. Эта статья призвана дать общий обзор и не претендует на то, чтобы быть исчерпывающей.
Не всегда ясно, как провести различие между «настоящими» пустотелыми элементами и аналогичными типами настила, такими как коробчатые настилы, пузырчатые настилы, двутавровые балки, расположенные рядом, и т. д. Европейский стандарт на продукцию EN 1168 [1] определяет многопустотную плиту как монолитный предварительно напряженный или усиленный элемент с постоянной габаритной высотой, разделенный на верхнюю и нижнюю полки, соединенные вертикальными стенками, таким образом, образуя заполнители как продольные пустоты, поперечное сечение которых является постоянным и представляет собой одну вертикальную ось симметрии (рис. 1). В настоящей статье речь идет о многопустотных плитах только в соответствии с определением стандарта EN 1168.
Системы
На основании патентных заявок мы можем выделить 3 основные системы производства многопустотных плит. Для каждой категории могут быть определены подкатегории:
1. Мокрая отливка
1.1. Образователи постоянных пустот
1. 2. Временные пустотообразователи
2. Временные пустотообразователи
2. Шликерформирование
2.1. Трамбовка
2.2. Вибрационный
3. Экструзионный
3.1. Уплотнение высокочастотной вибрацией
3.2. Уплотнение при сдвиге
Как правило, эти методы производства могут использоваться для производства армированных плит, а также для производства предварительно напряженных плит. Они в основном из обычного плотного бетона, но есть и примеры конструкционного легкого бетона.
Раньше пустотные плиты производились либо на заводе, либо на месте. Часто использовались отдельные формы, а иногда даже длинные ряды, но прерывистым образом. Уплотнение бетона в основном осуществлялось путем утрамбовки свежего бетона. Здесь также патентное исследование могло бы дать больше информации, но это не является основным предметом настоящей статьи.
Специфические характеристики многопустотных плит
Наиболее характерной чертой при разработке многопустотных плит было то, что они сильно отклонялись от существовавших в то время принципов проектирования армированного и предварительно напряженного бетона, согласно которым сжатие воспринимается бетоном, а растяжение по армированию. Ведь в большинстве случаев разработанная технология изготовления была возможна только при следующих условиях:
Ведь в большинстве случаев разработанная технология изготовления была возможна только при следующих условиях:
- Без вертикальной арматуры;
- Нет поперечной арматуры на нижней стороне
блоков; - Только продольные арматурные стержни или предварительно напряженные
напрягающие элементы; - Нет выступающей арматуры для соединений и т. д.
Как следствие, при проектировании необходимо было учитывать способность бетона к растяжению и разрабатывать новые методы соединения. Это было новым, особенно в отношении передачи усилий на опору, несущей способности блоков, действия диафрагмы перекрытий, поперечного распределения нагрузки между соседними блоками, нежестких опор, проемов в перекрытиях, огнестойкости и т. д.
Что касается преднапряженных многопустотных плит, то комиссия ФИБР по сборным конструкциям сыграла решающую роль в разработке проекта. Обширные исследования и интенсивный полевой опыт, собранный со всего мира, показали, что пустотелые полы идеально подходят для выполнения всех необходимых структурных функций при условии соблюдения некоторых элементарных принципов проектирования. В 1988 году Комиссия FIP по сборным конструкциям опубликовала Рекомендации по проектированию преднапряженных пустотелых перекрытий. Они использовались в качестве основы для национальных и международных стандартов, например, Еврокода 2 и европейского стандарта продукции CEN EN 1168. Обновленная версия Рекомендаций FIB 19В этом году будет опубликовано 88.
В 1988 году Комиссия FIP по сборным конструкциям опубликовала Рекомендации по проектированию преднапряженных пустотелых перекрытий. Они использовались в качестве основы для национальных и международных стандартов, например, Еврокода 2 и европейского стандарта продукции CEN EN 1168. Обновленная версия Рекомендаций FIB 19В этом году будет опубликовано 88.
Исторические разработки
Современные преднапряженные и армированные многопустотные плиты перекрытий являются результатом длительного периода разработки и испытаний. Новые варианты многопустотных плит все еще появляются на рынке (см., например, многопустотные плиты с поперечным изгибом для тоннельного свода на итальянской автостраде A4 у входа в торгово-выставочную зону в Милане [2]). Даже больше, чем сами многопустотные плиты, методы производства подлежат постоянной оптимизации.
Далее исторические разработки классифицируются в соответствии с упомянутыми выше тремя производственными системами.
Wetcast
Техника мокрого литья использует предварительно сформированные стержни (формирователи пустот) для создания продольных пустот. Их помещают в форму перед отливкой плиты.
Их помещают в форму перед отливкой плиты.
Мокрое литье с постоянными пустотообразователями
Вильгельм Зиглер (Германия, 1906 г.), вероятно, может претендовать на первое применение продольных пустотообразователей в бетонных плитах [3]. Его система изготовления стержней была основана на предварительно изготовленных коротких формовочных трубах из затвердевшего раствора или другого материала, которые располагались на подмостках (рис. 2). Длина плит была произвольной. Трубки имели на дне боковые выступы, служившие формой для паутины. Их располагали либо непрерывно в продольном направлении, либо с небольшими промежутками в определенных местах, образуя поперечные ребра. Продольные и поперечные стенки армировались классическим способом.
В течение следующих двух десятилетий было разработано несколько решений для формирования продольных пустот в плоских плитах перекрытий. Обзор представлен в Таблице 1.
Можно задать вопрос о различии между полыми элементами и коробчатыми элементами.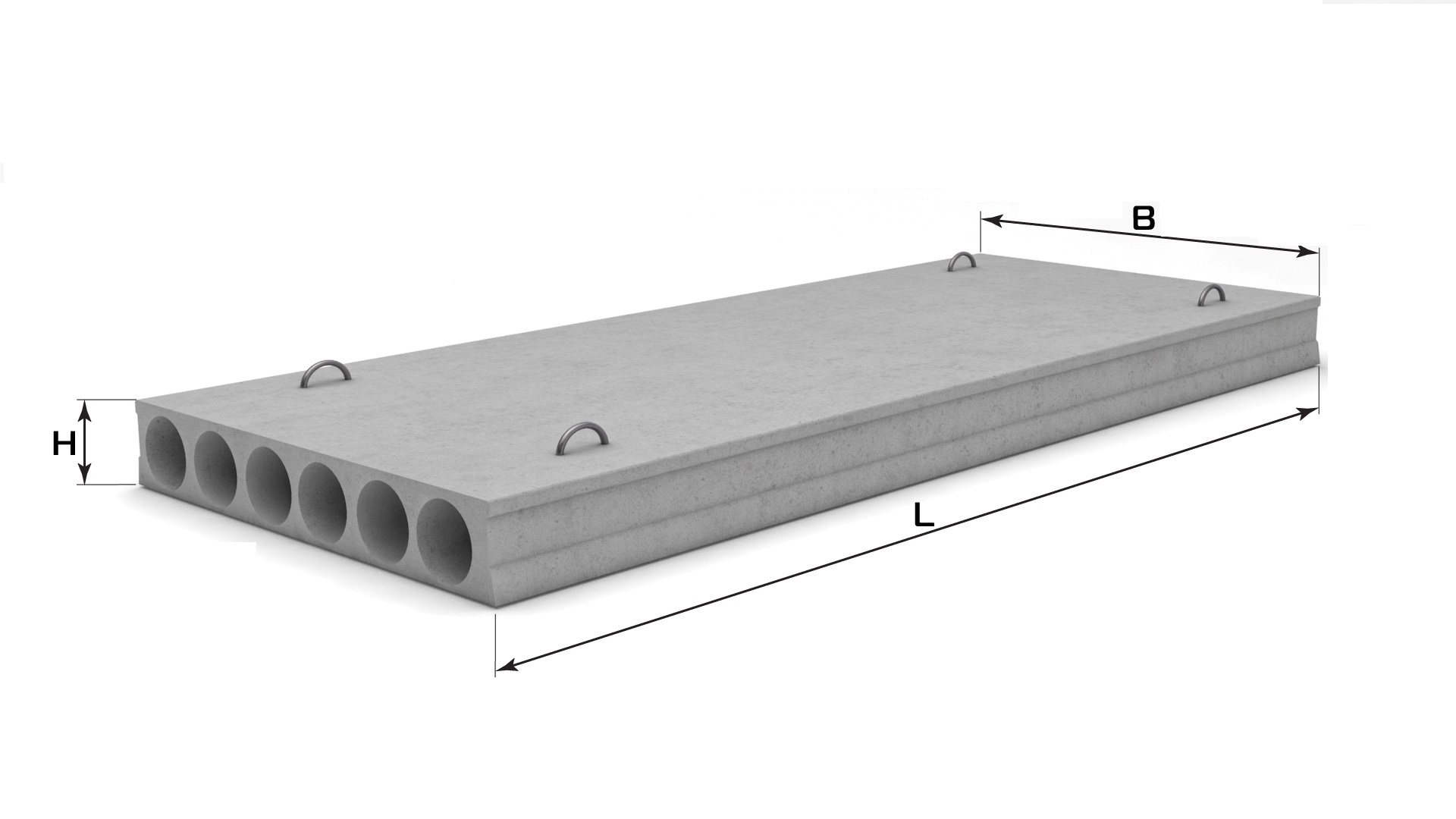 Вышеупомянутые варианты по-прежнему соответствуют приведенному выше определению пустотных плит, но начиная с определенной толщины они должны классифицироваться как коробчатые плиты или балки. Кстати, изобретатели решений табл. 1 в первую очередь претендуют на плиты перекрытий, хотя и не исключают в описании патента применимость для коробчатых балок или даже стен.
Вышеупомянутые варианты по-прежнему соответствуют приведенному выше определению пустотных плит, но начиная с определенной толщины они должны классифицироваться как коробчатые плиты или балки. Кстати, изобретатели решений табл. 1 в первую очередь претендуют на плиты перекрытий, хотя и не исключают в описании патента применимость для коробчатых балок или даже стен.
Сегодня этот способ производства довольно редок, но все еще используется. После заливки нижнего слоя устанавливаются призматические пустотообразователи, обычно из полистирола. После этого заливается второй слой бетона для придания формы перемычкам и верхнему слою.
Мокрая отливка с временными пустотообразователями
В 1930 году бельгийскому изобретателю Жюлю Хейнеману был выдан патент на сборную плиту перекрытия с продольными пустотами [10]. Эти пустоты формируются с помощью эластичных форм, изготовленных, например, из каучука. стали и удерживаются на месте клиньями. Когда эти клинья удалены, поперечное сечение этой формы уменьшается, и форму можно без труда извлечь из полостей в балке. К сожалению, чертежи патента не содержат подробностей об этих пустотообразователях. Количество пустот в поперечном сечении может быть изменено. Перекрытия были железобетонными. Патент описывает в основном сам продукт, без каких-либо подробностей о производстве. Продольные стыки между блоками выполнены зазубренными и снабжены поперечными армирующими скобами. Их заливали на месте раствором.
К сожалению, чертежи патента не содержат подробностей об этих пустотообразователях. Количество пустот в поперечном сечении может быть изменено. Перекрытия были железобетонными. Патент описывает в основном сам продукт, без каких-либо подробностей о производстве. Продольные стыки между блоками выполнены зазубренными и снабжены поперечными армирующими скобами. Их заливали на месте раствором.
Неудобство решения заключалось, конечно, в слабости гибких стальных труб. В 1939 году Уолтер Х. Коби (США) запатентовал решение с пневматическими растяжимыми и разборными резиновыми сердечниками [11]. На рис. 4 показан продольный
и поперечный разрез системы.
Впоследствии было запатентовано несколько вариантов решения как по форме, так и по количеству стержней и профилю продольных соединений.
Чарльз Летбридж (Великобритания) [12] представлен в 1940, усовершенствованный способ со съемными стальными трубами одинакового поперечного сечения, проходящими в продольном направлении через всю форму и соответствующими по форме форме поперечного сечения пустотного блока. После установки нужных арматурных стержней был залит бетон, и форма в целом завибрировала. При этом стержневые трубы были немного смещены относительно кристаллизатора. Когда бетон достаточно уплотнился, чтобы сохранить свою форму, трубы вынимали через конец формы, а бетон оставляли для затвердевания. За счет использования металлических сердечников с гладкой поверхностью и поддержания их в движении бетон не прилипал к трубам, и последние можно было без труда удалить. Предпочтительно и для простоты стержневые трубы имели круглое поперечное сечение, что допускало вращательное движение во время литья.
После установки нужных арматурных стержней был залит бетон, и форма в целом завибрировала. При этом стержневые трубы были немного смещены относительно кристаллизатора. Когда бетон достаточно уплотнился, чтобы сохранить свою форму, трубы вынимали через конец формы, а бетон оставляли для затвердевания. За счет использования металлических сердечников с гладкой поверхностью и поддержания их в движении бетон не прилипал к трубам, и последние можно было без труда удалить. Предпочтительно и для простоты стержневые трубы имели круглое поперечное сечение, что допускало вращательное движение во время литья.
Во Франции в 1952 году компания STUP Freyssinet [13] подала заявку на патент на изготовление предварительно напряженных полых элементов на длинных стальных станинах. Изобретение предназначалось для полов зданий. Блоки были изготовлены из предварительно напряженного бетона, имели длину, равную пролету пола, без промежуточных опор, и переменную ширину в зависимости от необходимой толщины плиты и возможностей перемещения. Элементы имели продольные пустоты по всей длине круглой формы. Вертикальные края были профилированы и заполнены раствором после монтажа, чтобы обеспечить передачу вертикальных нагрузок от одного элемента к другому. Элементы были отлиты в стальных формах с длинными линиями. Поперечные пластины пресс-формы можно было разместить в любом месте, чтобы реализовать длину блоков. Продольные пустоты формировались длинными трубками из армированной резины, накачиваемыми жидкостью под давлением до и во время литья. После уплотнения бетона давление было сброшено, а трубы удалены.
Элементы имели продольные пустоты по всей длине круглой формы. Вертикальные края были профилированы и заполнены раствором после монтажа, чтобы обеспечить передачу вертикальных нагрузок от одного элемента к другому. Элементы были отлиты в стальных формах с длинными линиями. Поперечные пластины пресс-формы можно было разместить в любом месте, чтобы реализовать длину блоков. Продольные пустоты формировались длинными трубками из армированной резины, накачиваемыми жидкостью под давлением до и во время литья. После уплотнения бетона давление было сброшено, а трубы удалены.
Шликерное формование
Шликерное формование характеризуется движущейся профильной формой (формой), в которую заливается и уплотняется бетон. Как правило, используется бетон с более высокой осадкой.
Шликерное формование (подбивка)
В марте 1931 г. немец Вильгельм Шефер [14] подал заявку на патент на производство сборных армированных и предварительно напряженных многопустотных плит на длинных рядах в штабелях один ряд над другим. Его цель состояла в том, чтобы улучшить уже существующую в то время производственную систему (патент не доступен), основанную на технологии скользящей формы с подвижными сердечниками и боковыми пластинами, в которой различные производственные этапы выполнялись один за другим. В его патенте описывается, как сделать производство автоматическим и непрерывным. Мы могли бы рассматривать его как предшественника системы бланков. Патенты были выданы в Германии, Великобритании, США и Швейцарии, всего в 1933.
Его цель состояла в том, чтобы улучшить уже существующую в то время производственную систему (патент не доступен), основанную на технологии скользящей формы с подвижными сердечниками и боковыми пластинами, в которой различные производственные этапы выполнялись один за другим. В его патенте описывается, как сделать производство автоматическим и непрерывным. Мы могли бы рассматривать его как предшественника системы бланков. Патенты были выданы в Германии, Великобритании, США и Швейцарии, всего в 1933.
Литейная машина подвешивалась на подвижной раме и состояла из коротких направляющих труб для реализации пустот и краевых форм. Все операции (например, заполнение формы, трамбовка бетона, образование пустот и удаление кромок боковых плит) выполнялись по всей длине станины автоматически и без перерыва. Машина также включала устройство для выравнивания верхней поверхности плиты. Затем на готовую линию клали лист бумаги, машину поднимали в более высокое положение и операцию литья повторяли для следующей строки поверх предыдущей.
Бетон уплотняется в этих машинах с помощью пальцев, которые утрамбовывают бетон. Следовательно, мы называем этот метод формирования шликера «подбивкой».
Американская компания Spancrete приобрела патент Шефера и примерно в 1950 году запустила технологию производства предварительно напряженных пустотелых элементов, при которой ряд длинных нитей был отлит в стопки, каждая линия поверх другой. После затвердевания верхней плиты сваи на эту кучу плит устанавливали алмазно-дисковую пилу, вырезали и удаляли пустотелые блоки.
Вильгельм Шефер получил в 1951 году патент на предварительно напряженные пустотелые перекрытия с большими пролетами [15]. Элементы имели особый профиль продольной кромки с пазом типа «ласточкин хвост» и могли быть изготовлены с теплоизоляционным слоем на потолке. Технология изготовления не упоминается в патенте, но мы предполагаем, что речь идет о той же технологии шликерной формы, которая описана выше.
Шликерное формование (вибрация)
Наиболее распространенным способом уплотнения бетона во время шликерного формования является вибрация.
В 1952 году компания Wacker Brothers (GE) получила патент [16]. Вдохновленная патентом 1938 года, описывающим способ и устройство для изготовления трубопроводов, эта компания разработала метод формования и уплотнения бетона в движущихся формах. Уплотнение осуществляется за счет вибрации бетона. В 1953 г. Макс Гесснер из Лохама (Мюнхен, GE) подал заявку на патент [17], относящийся к уплотняющему оборудованию для производства предварительно напряженных балок или структурных элементов из железобетона. Этот патент, выданный в 1957, представлено использование вибрационной шликерной машины на одной литейной платформе, что в настоящее время является наиболее распространенной конфигурацией.
Идеи Гесснера получили дальнейшее развитие в западногерманских компаниях Max Roth KG и Weiler KG.
В 1957 году компания Weiler GmbH (GE) подала заявку на патент на машину для формования шликерных форм, изобретенную Гансом Гайгером [18]. Гейгер также был вдохновлен братьями Ваккер и разработал метод изготовления предварительно напряженных одинарных и двойных тавровых балок. Этот метод также применим для полых элементов.
Этот метод также применим для полых элементов.
Машина состояла из двух частей, соединенных друг с другом, каждая из которых имела бункер, виброплиты и выравнивающие плиты. Литье производилось в два этапа: на первом отливалась, уплотнялась и выравнивалась нижняя часть агрегата;
на втором этапе аналогичным образом была отлита верхняя часть. Машина, представленная Гейгером, очень похожа на существующие сегодня машины со скользящими опалубками. Компания Weiler усовершенствовала машину для производства преднапряженных многопустотных плит и ввела в промышленное производство все производство, включая станки и литейные станины. В настоящее время Weiler GmbH известна как Maxtruder GmbH.
Примерно в это же время Макс Рот из Германии разработал скользящую опалубочную машину для предварительно напряженных пустотных плит. В 1962 г. компания подала заявку на патент [19] (выдан в 1965 г.). В середине 50-х компания уже разработала шликерный станок для производства тавровых и L-образных балок. В этом патенте задокументирован шликерный формирователь, в котором бетон заливается и уплотняется в три слоя. Позже другие компании (Spiroll Corp Ltd, SpanDeck inc., VBI Development, Elematic Oy AB,…) также будут ссылаться на этот патент в своих патентных заявках.
В этом патенте задокументирован шликерный формирователь, в котором бетон заливается и уплотняется в три слоя. Позже другие компании (Spiroll Corp Ltd, SpanDeck inc., VBI Development, Elematic Oy AB,…) также будут ссылаться на этот патент в своих патентных заявках.
Компания Echo в Бельгии начала в 1963 году производство предварительно напряженных многопустотных плит на машине Roth. После непродолжительного периода экспериментов Echo разработала собственное производственное оборудование. В 1990 году эта деятельность привела к созданию независимой дочерней компании Echo Engineering. Echo Engineering теперь принадлежит Progress Group и называется Echo Precast Engineering.
В 1965 г. Дэвид Додд получил патент США на шликерную форму только с одним бункером, в которой весь сляб отливался за один этап [20]. Он описал ее как самоходную шликерную формовочную машину экструзионного типа, подходящую для использования с относительно сухими бетонными смесями.
Другой вариант метода классической скользящей формовочной машины касается формовочной машины Tensyland с одним бункером [21]. Формирователь потока использует только собственный вес бетонной колонны внутри литейной машины в сочетании с вибрацией, необходимой для оседания заполнителей, чтобы бетон проходил через статическую форму.
Формирователь потока использует только собственный вес бетонной колонны внутри литейной машины в сочетании с вибрацией, необходимой для оседания заполнителей, чтобы бетон проходил через статическую форму.
Опалубочные станки используются для литья многопустотных плит с глубиной, выходящей далеко за рамки стандарта EN 1168. Итальянская компания Nordimpianti специализируется на производстве машин для опалубки с 19-го века.74, выпускает в продажу машины, способные производить элементы высотой 1 метр. Эта категория элементов не является частью данной статьи.
Экструзия
При использовании технологии экструзии бетон с очень низкой посадкой вдавливается с помощью шнеков (шнеков) в формовочную камеру, которая придает бетону требуемое поперечное сечение. Бетон уплотняется вибрацией в сочетании с давлением. Давление шнеков приводит к движению экструдера вперед.
Уже в 1912 году итальянский изобретатель Акилле Гайба запатентовал свою машину для производства непрерывных армированных изделий, в которой формование и уплотнение изделия осуществлялось только за счет давления пластичной бетонной смеси в формовочное отделение, без дополнительной вибрации. [22]. Он явно относится к производству водопроводных труб, но патент не ограничивается только трубами.
[22]. Он явно относится к производству водопроводных труб, но патент не ограничивается только трубами.
Подаваемый бункером свежий бетон проталкивался многолопастным пропеллером в сторону проема и далее в формовочное отделение. Таким образом, бетон подвергался высокому давлению и заполнял форму без дальнейшей вибрации.
Другое применение уплотнения бетона давлением без вибрации было предложено Джоном Мюрреем в США в 1928 году [23]. Способ и устройство можно использовать для формирования непрерывных трубопроводов, в которых пластичный бетон под давлением вдавливается в форму с поступательным движением. Его изобретение было специально направлено на создание подземных трубопроводов с множеством каналов для прокладки электрических кабелей. 40 лет спустя Гленн Бут из Spiroll Corporation ссылался на этот документ в своем патенте от 1966 [25].
Экструзия с помощью высокочастотных вибраторов
В июле 1961 г. в Канаде Эллису и Торстейнсону был выдан патент на машину для экструзии пустотелых бетонных секций [24]. Патент описывает экструдер. Экструдер был представлен как усовершенствование наиболее часто используемых в то время процессов
Патент описывает экструдер. Экструдер был представлен как усовершенствование наиболее часто используемых в то время процессов
, представляющих собой формы с надувными сердечниками.
Способ предусматривает формование бетонных плит с продольным сердечником на выдвижном поддоне путем продавливания бетонного желоба через формующую секцию с помощью шнека. Бетон уплотняется с помощью вибратора в верхней части опалубочной секции.
Примерно в то же время другая канадская компания Dy-Core также разработала экструзионную машину.
В своем патенте 1965 г. [25] Глен Бут, Spiroll Corporation Canada, претендует на несколько усовершенствований устройств, описанных в патенте 1961 г. [24]. В частности, речь идет о включении в каждый шнек отдельного вибрационного узла, что улучшает характеристики текучести бетона при формовании изделия, снижает кавитацию и обеспечивает гладкую непрерывную наружную поверхность формируемого изделия. Другим усовершенствованием стало введение нового защитного узла, который частично окружает нижний сегмент каждого из узлов шнека на части его длины, способствуя, таким образом, формированию стенок продукта, в частности верхней и боковой стенок.
Первые экструдированные блоки имели толщину 200 и 265 мм и ширину 1200 мм. Ядра были круглыми, а плиты были из обычного бетона с плотностью примерно до 2500 кг/м³ и кубической прочностью на сжатие до 60 Н/мм².
Некоторые производители сборных железобетонных изделий также использовали конструкционный легкий бетон для предварительно напряженного пустотного сердечника. В Бельгии около половины продукции Ergon приходится на легкий бетон плотностью 1800 кг/м³ и прочностью на сжатие 45 Н/мм². В Италии компания Vibrosud работала также с легким бетоном плотностью 1800 кг/м³ и кубической прочностью бетона до 50 Н/мм².
Первоначально машины Spiroll продавались на основе эксклюзивности регионального производства, за которую нужно было платить ежегодную плату за квадратный метр произведенной плиты.
В 1969 году в Финляндии частной строительной компанией TTV была разработана версия экструзионных машин Variax для предварительно напряженных пустотелых элементов. После нескольких слияний и поглощений компания Elematic Engineering Ltd стала мировым лидером финского рынка в области маркетинга и разработки технологии Variax. Позже в Финляндии были основаны другие компании по производству экструзионных машин.
Позже в Финляндии были основаны другие компании по производству экструзионных машин.
В конце 1960-х годов экструдированные многопустотные плиты были представлены на шведском рынке, а в последующие десятилетия за ними последовали несколько европейских производителей, например. в Финляндии, Норвегии, Дании, Бельгии, Голландии, Франции, Италии, Испании и др. В 1984 году Elematic приобрела компанию Dy-Core, а в 1996 году компанию Roth. шумный (85 дБ в непосредственной близости от машины). В 1984 году компания Elematic разработала так называемый метод уплотнения сдвигом, при котором вместо использования высокочастотных вибраторов внутри шнеков бетон уплотняется трамбовочным движением шнеков и боковых опалубок. Машины работают значительно тише и производят хороший профиль продукта. На рис. 14 показаны типы поперечных сечений преднапряженных многопустотных плит, использовавшихся в Швеции в 1984.
Заключение
Перекрытия из сборных многопустотных плит интенсивно используются во многих странах. Они предлагают значительные возможности для новых требований в области строительства зданий будущего: эффективность конструкции, большие пролеты до 20 м в сочетании с меньшей глубиной застройки, сокращение использования материалов, энергии и отходов при производстве, полуавтоматическое производство и т. д.
Они предлагают значительные возможности для новых требований в области строительства зданий будущего: эффективность конструкции, большие пролеты до 20 м в сочетании с меньшей глубиной застройки, сокращение использования материалов, энергии и отходов при производстве, полуавтоматическое производство и т. д.
Проблемы строительного сектора в высокоиндустриальных странах Западной Европы в ближайшие десятилетия будут заключаться в нехватке рабочей силы и сырья, экономии энергии как для производства, так и для обогрева/охлаждения зданий, структурной эффективности и экологичности. строительства. Конкуренция и социальная среда заставляют отрасль постоянно стремиться к повышению эффективности и условий труда за счет разработки и инноваций продуктов, систем и процессов. В этом контексте очень хорошо подходит сборный пустотелый сердечник. Ожидается, что система будет развиваться дальше в более сложных объединениях строительных технологий и приложений в проектах гражданского строительства.
Об этой статье
Арнольд Ван Акер (1936-2019) посвятил свою карьеру в основном исследованиям и разработке сборных железобетонных изделий и конструкций. Он был страстным пропагандистом сборного железобетона. Арнольд уделял много внимания распространению знаний и был высоко оценен спикером на ICCX. Он также написал много статей в CPI. Одна статья осталась незаконченной на его столе, когда он скончался в 2019 году: история пустотелых заполнителей. Арнольд написал эту статью в продолжение патентного исследования Стефа Мааса. Последний теперь закончил статью, не касаясь первоначальной структуры и содержания.
История сборных полов
Эта статья не претендует на то, чтобы быть исчерпывающей, но она является прекрасным началом для возможной серии статей, которые также включают другой опыт людей, работающих в индустрии напольных покрытий. Если у вас есть дополнительная информация (патенты, статьи, фотографии, интервью и т. д.) о сборных перекрытиях (пустотные, балочно-блочные, полупанельные) и производственном оборудовании, не стесняйтесь присылать их по адресу h. [email protected] или [email protected].
[email protected] или [email protected].
Каталожные номера
[1] Сборные железобетонные изделия – многопустотные плиты, NBN EN 1168:2005 + A3:2011, 2011
[2] Б. Делла Белла, «Инновационная технология сборных железобетонных конструкций для проходки туннелей с предварительно напряженными сборными железобетонными плитами», Архив CPI, нет. 5, pp. 176-180, 2017
[3] W. Siegler [Германия], «Plafond en ciment armé sans enduit», патент Франции FR365548A, 10 сентября 1906 г.
[4] A. Martens [Бельгия], « Планшеры, пуховики и плафоны в бетонном вооружении, площади без фасадов», патент Франции FR468929A, 20, 19 июля.14
[5] Молотилофф Н. [Россия], «Разъемное железобетонное перекрытие», патент Великобритании GB191513497A, 13 апреля 1916 г.
[6] Мойс С. [Бельгия], «Улучшения в железобетонных балках, полах, Стены и тому подобное», патент Великобритании GB120394A, 2 октября 1919 г.
[7] F.C.C. Rings [GB], «Улучшения перекрытий из железобетонных балок», патент Великобритании GB156973A, 20 января 1921 г.
[8] E. Chaumeny [Франция], «Plancher en ciment armé», патент Франции FR618750A, 18 марта , 1927
[9] Société Des Applications Mécaniques Du Ciment Armé, «Poutres en béton armé et dispositif d’assemblage de ces poutres entre elles pour бывшего монолитного ансамбля», патент Франции FR619622A, 6 апреля 1927 г.
[10] J. Heyneman [Бельгия], «Plancher en béton armé», патент Франции FR681074A, 9 мая 1930 г.
[11] W. Cobi [США], «Складной сердечник», патент США US2170188A, 22 августа 1939 г.
[12] C. Летбридж [Ирландия], «Усовершенствования конструкции железобетонных элементов перекрытий, балок и т. п.», патент Великобритании GB521785A, 30 мая 19 г.40
[13] A. Durant [Франция], «Planchers pour bâtiments et leurs procédés de réalisation», патент Франции FR1005129A, 20 марта 1952 г.
[14] W. Schäfer [Германия], «Vorrichtung zum Herstellen von Betonplatten aller Art», патент Германии DE581572C, 16 сентября 1933 г.
[15] W. Schäfer [Германия], «Plattendecke aus großformatigen Hohlplatten», патент Германии DE813198C, 10 сентября 1951 г.
[16] Wacker Gebrüder [Германия], « Verfahren und Vorrichtung zur Herstellung von Formstücken aus Beton und ähnlichen Massen», патент Германии DE859724C, 15 декабря 1952 г.
[17] M. Gessner [Германия], «Verdichtungsgerät zum Herstellen von vorgespannten Trägern oder Bauelementen aus Stahlbeton», патент Германии DE1008180B, 9 мая 1957 г.
[18] H. Geiger [Германия], «Gleitschalung zum Herstellen von Betonträgern mit vorgespannten Stahldrähten», патент Германии DE1084186B, 23 июня 1960 г.
[19] W. Roth [Германия], «Машина для производства бетона», патент США US3177552A, 13 апреля 1965 г.
[20]. ] Д. Х. Додд [США], «Устройство и процесс для формования трубопроводов: способ формования бетонных изделий и машина для формования шликерных форм для них», патент США US3200177A, 10, 19 августа.65
[21] Prensoland sa, «100 000 м² многопустотных плит, изготовленных на машинах для формования потока», Архив CPI, №. 3, pp. 236-237, 2017
[22] A. Gaiba [Италия], «Machine pour construire des corps longs, tels que tuyaux, poteaux, etc. , en materiaux à l’état pâteux, et pour les armer avec des fils métalliques», патент Франции FR449553A, 3 марта 1913 г.,
, en materiaux à l’état pâteux, et pour les armer avec des fils métalliques», патент Франции FR449553A, 3 марта 1913 г.,
[23] J. Murray [США], «Устройство и процесс для формования труб», патент США US1887244A, 8 ноября 1932 г.,
[24] F.G. Эллис, М.А. Торстейнсон, «Машина для экструзии пустотелых бетонных профилей», патент Канады CA623476A, 11, 19 июля.61
[25] G. Booth [Канада], «Машина для экструдирования пустотелых бетонных изделий», патент Великобритании GB994578A, 10 июня 1965 г.
Chadwell Supply. ДВЕРЬ ИЗ ПУСТОТНЫХ ПЛИТЫ 24 ДЮЙМА — ДУБ ЧЕСАПИК
Когда этот продукт снова будет доступен для заказа, вы получите краткое электронное письмо с уведомлением о его наличии. Вы также можете просмотреть любой продукт, на который вы подписаны, на странице Подписки «Снова в наличии» в Личном кабинете.
Благодарим вас за использование Chadwell Supply, мы надеемся снова обслужить вас в ближайшем будущем.
24-ДЮЙМОВАЯ ДВЕРЬ ИЗ ПУСТОТНОЙ ПЛИТЫ – ДУБ ЧЕСАПИК
Артикул: 464012
Единица измерения: шт.
Страница в каталоге: 135
30″ Ш36″ Ш32″ Ш18″ Ш28″ Ш34″ Ш
30 дюймов Вт
36 дюймов Вт
32 дюйма Вт
18 дюймов Вт
28 дюймов Вт
34 дюйма Вт
Войти по цене
- Функции
- Технические характеристики
- Готовый гофрированный картон
- Ширина 24 дюйма
- Толщина 1-3/8 дюйма; высота 80 дюймов
- Отделка под дуб
- Полый сердечник
- Ширина: 24″
- Страница: 135
- Материал: Древесина
Отправить другу по электронной почте
Артикул: 464012
Единица измерения: шт.