Станки для холодной ковки своими руками
Один из способов украшения участков — использовать кованные изделия. Очень декоративно смотрятся заборы, скамейки, беседки, перила для лестницы и другие подобные сооружения. Причем в большинстве случаев данные изделия не есть ковка в ее традиционном понимании. Чаще всего это сделано не в кузне и не при помощи молотка и наковальни, а при помощи некоторых устройств, которые позволяют создавать из металлических полос и квадратных прутков самые различные узоры и изделия. Для изготовления подобных изделий потребуются станки для холодной ковки. Часть из них можно сделать своими руками другую проще купить.
Содержание статьи
Какие вообще устройства используются
Для холодной ковки характерны различные завитки, изгибы, витые прутки и т.п. Почти под каждый вид делают на отдельном приспособлении — определенном станке. Привод у них может быть ручной, а может — электрический. Для небольших объемов «для себя» применяют ручные станки для холодной ковки.
Какие же устройства используют:
- Торсионные. С их помощью четырехгранные прутки или полосы металла скручивают в продольном направлении. Получается витые столбики, которые называют еще торсионами.
Так выглядит торсион и одноименный станок
- Фонарик. На этом устройстве тоже скручивают пруток в продольном направлении, только еще дополнительно изгибают его и в поперечном направлении. Получается нечто похожее на фонарик. Отсюда и название устройства.
Так делают «фонарик»
- Твистеры или улитки. Формируют плоские завитки разного диаметра. Приспособление для холодной ковки улитка — для формирования завитков
- Гибочные станки или гнутики.
 Позволяют изогнуть прутки или арматуру под требуемым углом в любом месте.
Позволяют изогнуть прутки или арматуру под требуемым углом в любом месте.
Для изгиба в любом месте и на любой угол — гнутики (гибочные станки)
- Волна. По сути это тоже гнутик, но более сложной конструкции — он позволяет менять направление изгиба, получая волнообразные детали.
Станок «Волна» — для формирования соответствующего рельефа
- Приспособления для обработки концов деталей — инерционно-штамповочные станки или другие самодельные устройства.
Станки для оформления концов прутков. В данном случае — гусиная лапка
Для начинающего мастера наиболее актуальный станок для холодной ковки — улитка. Только с его помощью можно сделать множество интересных вещей — начиная от забора и калитки и заканчивая скамейкой и другими подобными изделиями. На втором месте по степени необходимости торсионный станок. Он добавляет разнообразия в детали. Все остальные можно приобретать или делать по мере совершенствования и набора мастерства.
Самодельные «Улитки»
По сути это модернизированный гибочный станок (трубогиб), но эти усовершенствования позволяют легко делать завитки из довольно толстых прутков (сечением до 10-12 мм) и повторять их с высокой степенью точности.
Один из самодельных станков для холодной ковки
Конструкций эти станки для холодной ковки имеют несколько, но проще всего в реализации вариант с круглым столом, имеющем центральную ножку. К ножке подвижно закреплен рычаг с роликами на подшипниках на конце. Они облегчают процесс гибки.
Поверхность стола можно сделать из стального листа толщиной от 10 мм и больше. Для ножки можно использовать любую толстостенную круглую трубу. Важно сделать конструкцию устойчивой, так как будут прилагаться боковые усилия, потому нужны боковые стойки, распорки, а также устойчивое основание.
Чертеж станка для холодной ковки «Улитка»
Рычаг проще делать из квадратной трубы с толстой стенкой — не меньше 2-3 мм. Сечение трубы 25*40 мм или около того. Крепление рычага к ножке можно сделать на подшипнике, а можно просто взять небольшой кусок толстостенной трубы большего диаметра, надеть ее на ножку, а снизу приварить полосу-упор — чтобы рычаг вниз не падал. Вариант с подшипником дает более легкое движение, но при наличии смазки и второй вариант рабочий.
Вариант крепления рычага
Важна еще форма рычага. Рычаг двойной, верхняя часть — рабочая, нижняя — опорная. Везде где есть соединения желательно доварить усиление, так как усилия значительные.
Рычаг должен быть надежным, с усилением
На столе закрепляется оправка или кондуктор — форма, по которой сгибаются завитки. Делают их разного диаметра — чтобы можно было делать разные по диаметру завитки. Такие оправки могут быть сборными — для формирования большего количества изгибов. В каждом таком образце должны быть стержни, которые устанавливаются в отверстия в столе. Так этот шаблон фиксируется. Также его форма должна быть разработана с таким учетом, чтобы конец прутка в ней хорошо фиксировался.
Вариант кондукторов для улитки
Часто оправки вытачивают из металлического круга подходящего диаметра при помощи болгарки, но есть варианты из металла с наваренными на него стальными пластинами, изогнутыми соответствующим образом.
Как сделать подобный станок для холодной ковки — в следующем видео. Там же неплохо описан способ доведения концов заготовки до приличного состояния — обычные необработанные края смотрятся очень грубо. Для их обработки есть специальное оборудование, но, как оказалось, можно справится и без него.
Там же неплохо описан способ доведения концов заготовки до приличного состояния — обычные необработанные края смотрятся очень грубо. Для их обработки есть специальное оборудование, но, как оказалось, можно справится и без него.
Торсионный станок
Как уже говорили эти станки для холодной ковки позволяют сделать на прутке продольные изгибы. Это относительно несложная конструкция. Основная задача — закрепить неподвижно один конец прутка, ко второму приделать рычаг, при помощи которого можно будет скручивать заготовку.
В качестве основы подойдет обрезок профилированной трубы с толстой стенкой (не менее 3 мм). Фиксатор можно сварить из тех же прутков, оставив квадратный просвет нужного диаметра. Можно использовать зажим для троса подходящего размера (можно найти в магазине такелажа). Любой из этих упоров приваривается к основанию.
Держатель для троса — отличный фиксатор для прутка
Далее надо каким-то образом обеспечить захват и кручение второй части заготовки.
- Подшипниковый узел
- Фиксатор для заготовки
- Так выглядит конструкция в целом
Дальше — дело техники — рычагом наворачиваем нужное количество витков. Нельзя сказать, что эта работа для слабаков, но при большом рычаге все не так уж и сложно.
Еще более простой станок для изготовления торсионов методом холодной ковки в следующем видео.
Видео про самодельные приспособления и станки для холодной ковки
Кузнечное оборудование: станок для холодной ковки своими руками — RMNT
Холодная ковка невозможна без специального кузнечного оборудования. Давайте рассмотрим виды приспособлений и фигуры, которые можно получить с их помощью. Мы подготовили для вас чертежи и тематические видео. Также рассмотрим последовательность изготовления станка для холодной ковки своими руками.
Также рассмотрим последовательность изготовления станка для холодной ковки своими руками.
Если вы только собираетесь организовать мастерскую холодной ковки и хотите избежать больших расходов, то самостоятельное изготовление станков и приспособлений поможет создать свой маленький бизнес без чрезмерных затрат.
Основные приспособления и станки
Станки для холодной ковки предназначены в основном для гибки по дуге или углом, а также для скручивания. Они могут быть ручные или с электрическим приводом.
Основные виды станков и приспособлений для холодной ковки:
- «Гнутик»
- «Твистер»
- «Улитка»
- «Глобус»
- «Волна»
- «Фонарик»
Приспособление «Гнутик»
Покупной или сделанный самостоятельно «Гнутик» — универсальное приспособление, позволяющее получить дугу или угол из прута. Он представляет собой основание с ползуном, на котором закреплен упор с углом (90° или другим по необходимости) и двумя цилиндрическими неподвижными упорами. Перемещая ползун и угловой упор, прут сгибается под углом.
Перемещая ползун и угловой упор, прут сгибается под углом.
Приспособление может быть выполнено на горизонтальной или вертикальной платформе.
Аксонометрия приспособления «Гнутик» — вертикальное расположение
Чтобы смасштабировать размеры, приводим чертёж нижней планки этого «Гнутика».
Планка нижняя
Это приспособление — универсальное. С помощью насадок на нем можно не только гнуть, но и резать, и пробивать отверстия. Но это уже будет следующим шагом.
Получение дуги на «Гнутике»
Получение угла на «Гнутике»
Так выглядит самодельный «Гнутик»:
Приспособление «Твистер»
«Твистер» — инструмент для скручивания прутков, в основном квадратного сечения, вдоль продольной оси. Это несложное приспособление может быть ручным и с электроприводом. Принцип действия: закрепляются оба конца прута, потом одно крепление начинает проворачиваться, скручивая металл до необходимой формы.
Внешний вид покупного ручного «Твистера»
Посмотрите фото самодельного «Твистера» с электроприводом, собранного с использованием электрооборудования бывшего в употреблении:
Для изготовления «Фонариков» и «Шишек» существует специальный станок, но для начала можно использовать и «Твистер», как это показано на видео (англоязычное, но всё предельно понятно).
Видео 1. Как сделать заготовку под «Фонарик» на «Твистере»
Приспособление «Улитка»
Инструмент «Улитка» предназначен для получения завитков (или спиралей) и «валют» (S-образных деталей). Встречаются различные конструкции.
Один из вариантов конструкции: 1 — лемех улитки; 2 — основа станка; 3 — прижимной валик; 4 — рычаг для управления прижимным валиком; 5 — крепление основы; 6 — палец для фиксации лемехов; 7 — паз для прижиного валика; 8 — ось рычага управления; 9 — пружина для прижатия валика; 10 — фиксатор для заготовки; 11 — ведущий лемех улитки; 12 — основная ось; 13 — рычаги
В результате должно получиться такое приспособление:
Ещё одна лёгкая конструкция, чтобы гнуть прокат сечением до 12 мм:
1 — сегмент улитки; 2 — эксцентрик; 3 — ручка; 4 — основание; 5 — направляющие полозья; 6 — ось; 7 — ползун; 8 — гайка оси; 9 — ось крепления ролика; 10 — ролик; 11 — приводная ось; 12 — направляющая эксцентрика; 13 — центральный сегмент улитки; 14 — барашек эксцентрика; 15 — основная ножка; 16 — соединительный штифт сегментов улитки; 17 — корректирующий винт; 18 — соединительное ухо сегментов улитки
Часто приспособление «Улитка» делают на опоре, особенно если гнуть нужно толстый прокат.
Несколько полезных видеоматериалов по самодельных станкам «Улиткам».
Вариант с массивным основанием на опоре:
Видео 2. Изготовление основания
Видео 3. Изготовление улитки
Видео 4. Работа станка
Вариант настольного приспособления:
Видео 5. Часть 1
Часть 1
Видео 5. Часть 2
Подробнее о таких конструкциях мы поговорим ниже.
Приспособление «Глобус»
Такое устройство внешне похоже на школьный транспортир и предназначено для изготовления дуг с большим радиусом изгиба из полосы, квадрата, круга или шестигранника. Сначала загибом фиксируется один конец заготовки, потом она изгибается по всей длине по шаблону. Принцип действия чем-то похож на работу закаточной машинки для консервации.
Внешний вид приспособления
Видео 6. Работа на «Глобусе»
Пользуясь исключительно мускульной силой, дугу большого диаметра можно изготовить на шаблоне, прикрученном или приваренном к верстаку. На нём хорошо гнуть полосу, трубу тонкостенную и т. д.
Шаблон
Приспособление «Волна»
Получить волнообразные изделия из заготовки круглого, квадратного, шестигранного сечения или трубки можно на приспособлении «Волна». Деформация заготовки происходит между вертикальными валками прокручиванием.
Деформация заготовки происходит между вертикальными валками прокручиванием.
Приспособление волна и полученные изделия
Видео 7. Приспособление в действии
Приспособление «Фонарик»
На этом станке изготавливают заготовки элементов «Фонарики» или «Шишки», которые могут состоять из 4-х, 6-ти, 8-ми и более прутков. По принципу действия станок похож на «Твистер», но тут заготовки изгибаются вокруг направляющего вала, что формирует более правильную и точную конфигурацию изделия.
Приспособление «Фонарик»
Видео 8. Работа приспособления для изготовления «Фонарик»
Приспособление для холодной ковки элемента «Хомут»
Элемент холодной ковки «Хомут» предназначен для фиксирования между собой других элементов конструкции.
Приспособление для гибки «Хомута» можно выполнить по прилагаемым чертежам.
Приспособления для выполнения «гусиной лапки»
«Гусиная лапка» — расплющивание с нанесением красивых насечек концов заготовок для придания большей изящности конструкции или с целью уменьшения толщины для различных соединений.
Концы элементов оформлены «гусиной лапкой»
Эту операцию можно выполнить при помощи станка с матрицей или приспособлением и тяжелым кузнечным молотом на наковальне. Оба варианта мы даем в виде видеоматериалов.
Видео 9. Станок для изготовления «гусиной лапки»
Видео 10. Приспособления для ковки «гусиных лапок»
Приспособления для ковки «гусиных лапок»
Видео 11. Подробный процесс изготовления штампа
Ниже прокатный станок для выполнения той же операции.
Станок для прокатки «гусиной лапки» (расстояние между вальцами регулируется). Материалы для прокатного станка: шестерни и валы — запчасти от комбайна б/у
Принцип действия
Изготовление «Улитки» с приводом
«Улитка» с электроприводом облегчает изготовление завитков и «валют». Особенно это ценно, когда работа не «для души», а для изготовления большого количества однотипных изделий на потоке при работе на заказ.
Ниже приведены этапы сборки станка для гиба прута максимальным сечением 10х10 мм. Двигатель мощностью 0,5 КВт/1000 об/мин работает при этом на пределе своих возможностей. Выполняет 6 оборотов вала в минуту. Сегменты улитки выточены из круглой болванки Ст.45 без термообработки высотой 25 мм и толщиной 20 мм. Улитка насажена на вал на подшипниках от заднего колеса мотоцикла — 7204. Поддерживающий ролик закреплён жёстко в пазу. Между двигателем и редуктором установлены шкивы.
Сегменты улитки выточены из круглой болванки Ст.45 без термообработки высотой 25 мм и толщиной 20 мм. Улитка насажена на вал на подшипниках от заднего колеса мотоцикла — 7204. Поддерживающий ролик закреплён жёстко в пазу. Между двигателем и редуктором установлены шкивы.
Ниже приведены чертежи сегментов улитки.
Элемент улитки 1
Элемент улитки 2
Элемент улитки 3
Центральный элемент улитки
Для более массивного прута (от 12 мм) мощность двигателя должна составлять более киловатта. На фотографиях ниже представлен станок с двигателем мощностью 2,2 кВт, 1000 об/мин, дающий выход на валу около 10 об/мин. Это уже станок для профессионального использования. Применён бывший в употреблении редуктор, матрица вырезана из заготовки толщиной 30 мм — самый трудоёмкий процесс.
Для холодной ковки ещё понадобятся наковальня и молот. Горн не нужен, он требуется только для горячей ковки.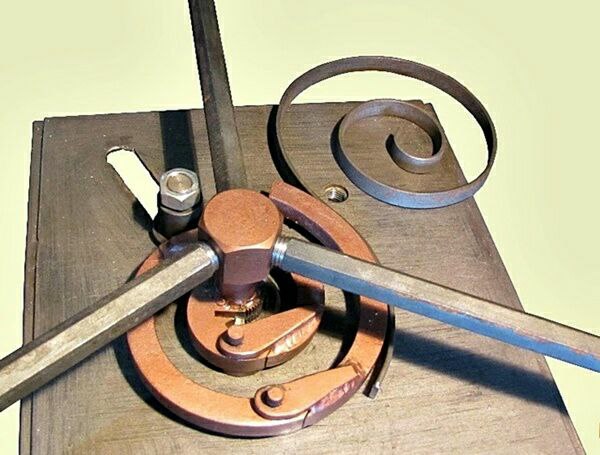
Совет! Перед началом работ начертите эскиз будущей конструкции в натуральную величину. Это поможет корректировать элементы и не запутаться при сборке.
рмнт.ру
Станок Улитка для холодной ковки своими руками: чертежи, размеры, фото
Станок «Улитка» для холодной ковки своими руками используется большинством мастеров в работе над оригинальными изделиями из проката. Кузнечный бизнес чаще всего основан на изготовлении кованых изделий, где присутствуют детали в виде оригинальных петель.
Входные ворота в стиле XVII-XIX веков невозможно представить без завитков, вензелей и других оригинальных элементов. Они не только украшают, умелые мастера могли создавать из металла письменные приветствия. Сложные изогнутые фрагменты используются в качестве усилителей на заборах, входных группах, перилах ограждений и других декоративных изделиях. Сложные профили придают ажурность конструкциям.
Приспособления для изгибания металлических элементов «Улитка»
Чтобы производить изгибы заготовок по определенным параметрам используют вспомогательные кондукторы, получившие название «Улитка». Они служат в качестве специального шаблона, позволяющего воспроизвести десятки, а при необходимости и сотни однотипных деталей. Станок «Улитка» для холодной ковки гнет детали без дополнительного прогрева.
Они служат в качестве специального шаблона, позволяющего воспроизвести десятки, а при необходимости и сотни однотипных деталей. Станок «Улитка» для холодной ковки гнет детали без дополнительного прогрева.
Работа основана на деформировании металла по определенному принципу. Чтобы выполнить гиб, приходится прикладывать значительные усилия. Поэтому мастера довольно часто приспособления «Улитка» оснащают электроприводом. Моторы-редукторы помогают развивать значительные усилия при ограниченном плече приложения силы. Крутящий момент в зоне обработки может достигать нескольких десятков килограммов.
Если выполнять подобную работу только за счет физической силы кузнеца, то работник довольно быстро устанет. Его производительность снизится до нуля. А при наличии вспомогательного механического помощника, можно производить сотни заготовок за смену.
Нужно учитывать, что гибка заготовок – это промежуточный этап в изготовлении сложных конструкций. Их еще нужно установить в нужном месте и приварить.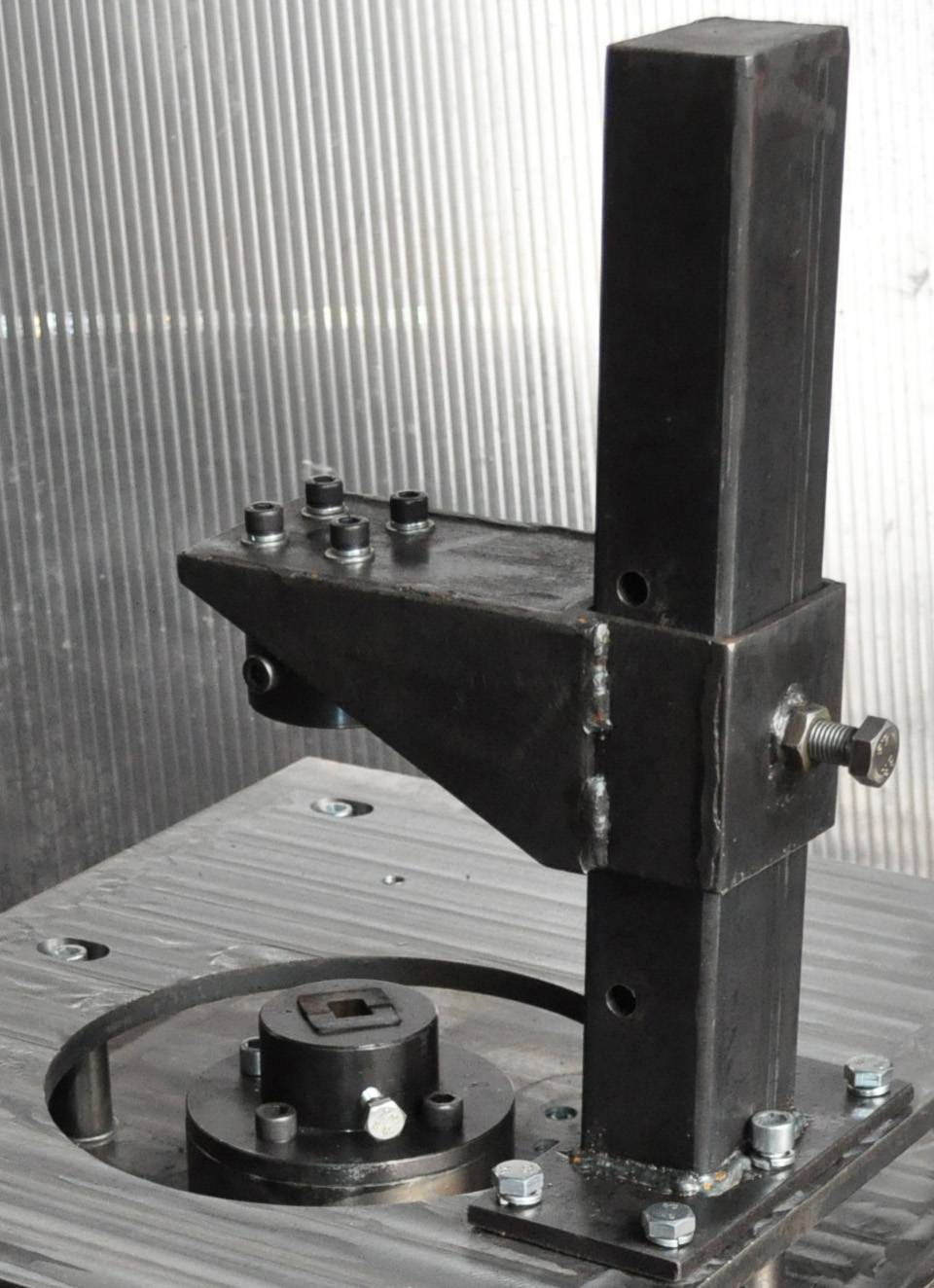 Только тогда будет получен промежуточный результат. Потом потребуется окраска и монтаж изделия по месту заказа. На все операции потребуется не только время, н и физическая сила мастера.
Только тогда будет получен промежуточный результат. Потом потребуется окраска и монтаж изделия по месту заказа. На все операции потребуется не только время, н и физическая сила мастера.
Конструктивно приспособление может быть:
- Неразборным, тогда на нем будет производиться изгибание деталей только на определенные длины. Получаемая спираль имеет определенные ограничения в использовании.
- Сборным (присутствуют дополнительные фрагменты для увеличения продолжительности гиба), и на приспособлении можно производить догибание длинных деталей. Будут получены крупноразмерные детали.
Для работы с деталями из профильной трубы небольших номеров некоторые изготавливают приспособления с ручным исполнением. В них предусматривают использование рычагов, помогающих продвигать заготовку вокруг оправки. Готовые детали снимают с торца, слегка ослабив натяжение.
Чаще всего в подобных случаях использую квадратный прокат □8…12. Некоторые мастера вручную гнут профильные трубы 15·15 мм со стенкой 1,5 мм. Для более крупных изделий необходим механический привод.
Для более крупных изделий необходим механический привод.
Технология изготовления приспособления «Улитка»
Упрощенно технологический процесс изготовления станка «Улитка» своими руками можно представить в виде ряда последовательных операций.
- На листе бумаги вычерчивается профиль изделия, который требуется изготовить. При вычерчивании выдерживаются размеры изделия. Чертеж нужен только для получения профиля самой детали. Внимание! При проработке учитываются толщина заготовки. Нужен зазор не менее 3…4 мм, тогда изделия можно снять после его изгибания в приспособлении.
- Для большинства станков изготавливают центральный упор. В нем будет фиксироваться начало.
- Разные мастера используют свои приемы фиксации, поэтому изделия у них можно отличить по почерку.
- Из стального листа вырезается опорная пластина. К ней будет привариваться центр, а также спираль. Толщина пластины должна быть не менее 3 мм, так как будут прилагаться значительные усилия.
 Размер пластины в будущем определит и параметры завитка.
Размер пластины в будущем определит и параметры завитка. - Пользуясь чертежом спирали, изгибается из полосы заготовка. При ее гибке контролируются параметры. Чем точнее будет изготовлен этот элемент, тем проще будет выполнять изготовление элементов для кузнечных изделий. Внимание! При необходимости изготовления завитков с количеством витков более одного нужно срезать полосу спирали по диагонали. Поэтому используют полосу значительно ширины. Минимальный размер соответствует высоте профиля, который собираются гнуть на станке.
- Приспособление размещают на специальной стойке, чтобы легче формировать готовые изделия. Для небольших по размеру деталей удобно размещать на вертикальной стойке.
- Чтобы проще выполнять работу приваривают ручку. Ее устанавливают с обратной стороны, чтобы не мешала устанавливать и снимать заготовки.
Пошаговое изготовление малогабаритного ручного станка для изготовления завитков
Небольшой станок предназначен для изготовления завитков из полосового проката шириной 20…30 мм. Его несложно сделать самому.
Его несложно сделать самому.
Центр
Сначала изготавливается центр. Для этого отпиливается небольшой фрагмент из кругляка. Заготовку фиксируют в тисках, размечают линию реза. С помощью отрезного диска и углошлифовальной машинки (УШМ) отпиливается заготовка.
Она имеет диаметр 38 мм. Боковая поверхность дополнительно не обрабатывается.
Длина центра составляет 28 мм. Можно и немного больше, но для изгибания полосы шириной 30 мм этого достаточно.
На сверлильном станке сверлится отверстие Ø 8 мм. Его располагают эксцентрично. Такое положение обусловлено тем, что нужно изготовить фиксатор для конца заготовки.
Прорисовывается профиль, который следует удалить с помощью отрезного и зачистного дисков, устанавливаемых на болгарке. Заготовку крепят в тисках и удаляют излишки металла.
Лепестковыми дисками поверхность защищается так, чтобы осуществлялся плавный переход между разными поверхностями фиксатора.
Чтобы в дальнейшем проще фиксировать конец заготовки, нужно просверлить отверстие. Его располагают на радиальной поверхности центра. Сверлится отверстие под резьбу М10.
Его располагают на радиальной поверхности центра. Сверлится отверстие под резьбу М10.
С помощью набора метчиков нарезается внутренняя резьба. Здесь будет использоваться винт без головки. После фиксации заготовки он спрячется внутри металла центра.
К опорной пластине толщиной 4 мм приваривается центр. На этом работа с его изготовлением завершается.
Изготовление приспособления
Для удобства работы с приспособлением к обратной стороне пластины приваривается вал. Вращая его в специальной оправке, будут вращать улитку.
Наружную поверхность нужно обточить, чтобы сварные швы не мешали свободному облеганию будущих заготовок.
Будущая спираль прорисовывается на пластине. Создается контур, куда ее в дальнейшем приварят.
Из полосы толщиной 4 мм изгибают спираль. Она должна соответствовать проекту.
После проверки спирали по шаблону излишки обрезаются, а саму спираль приваривают к пластине и к центру.
В качестве стойки используется профильная труба 40·40 мм со стенкой 3 мм. На ней сверлят отверстия для крепления элементов станка. С помощью опорных площадок фиксируют подготовленные части.
С обратной стороны видна ручка. Ее закрепили к валу с помощью подшипника. Подготовленная «Улитка» может вращаться.
Проводится проверка работоспособности. За ручку выполняется поворот спирали вокруг оси центра.
Изготовление простейшей детали на станке
Отрезают заготовку из полосовой стали в нужный размер. Этот размер обычно уточняют, прорисовывая готовое изделие и его составляющие элементы.
Свободный конец устанавливают в центр спирали. С помощью внутреннего винта производится фиксация заготовки.
Выполняется поворот «Улитки». Заготовка плотно прижимается к направляющим. Тут требуется прилагать определенные усилия, чтобы получать нужный профиль изделия.
Проворачивая приспособление дальше, осуществляют изготовление завитка. При необходимости вставляют другой конец заготовки и производят изготовление замкнутого или разомкнутого завитка.
При необходимости вставляют другой конец заготовки и производят изготовление замкнутого или разомкнутого завитка.
Обычно другой конец не остается прямым. Его тоже изгибают. Поэтому различают внутренние и наружные обратные завитки. На самом приспособлении с помощью маркера или мела делают отметки. По ним ориентируются, когда изготавливают завитки с требуемыми параметрами.
Как видно из пошагового руководства, используя простой набор инструментов, самодельный станок для изготовления завитков несложен в изготовлении. Сколько он стоит? Его цена определяется стоимостью заготовок. Часто цена минимальная.
Как гнуть профильную трубу на станке «Улитка»?
Если попытаться изгибать профильную трубу без специальной подготовки, то сварной шов разойдется. Получится брак.
Кузнецы с большим опытом работы изготавливают более сложные станки для изготовления своих изделий. Они дополнительно оснащают «Улитку» съемными элементами.
Пошаговый технологический процесс изготовления обратного завитка на станке «Улитка»
На прокатных роликах производится последовательный обжим трубы. Образуются выступающие ребра, а сварной шов остается внутри слоя, смещенного к центру.
Образуются выступающие ребра, а сварной шов остается внутри слоя, смещенного к центру.
На параллельных эксцентричных вальцах выполняется обжатие концов трубы. Она становится похожей на полосу. В таком виде ее проще фиксировать на станке.
В специальном приспособлении формируется хвостовик. Теперь заготовки будут фиксироваться на станке одним движением.
Заготовку фиксируют в центре. Там имеется паз, который закрепляет хвостовик. Видно, что спираль имеет равномерный спуск по высоте.
После фиксации хвостовика включается электродвигатель. Начинается формование детали.
Петля образуется при касании заготовки в специальный опорный элемент. Его чаще называют опорным валом. Чтобы снизить усилие, его оснащают подшипником. Деталь свободно проворачивается вокруг опоры.
Часть спирали образована. Но при необходимости обрабатывать на большую длину, будет установлен съемный элемент.
Формируется заготовка и с другого конца. Здесь мастер определяет, в какую сторону производить изгибание детали.
Здесь мастер определяет, в какую сторону производить изгибание детали.
Для продолжения работы устанавливается съемный элемент сборной «Улитки».
Теперь можно формировать загиб деталей большого размера.
Даже длинные заготовки легко изгибаются по заданным размерам. На рабочих элементах делают метки. По ним ориентируются, сколько нужно гнуть.
С обратной стороны выполняют дополнительный изгиб детали.
Дорабатывается изделие с обеих сторон.
Готовая деталь имеет законченный вид. Если нужно, то хвостовики будут спилены. Тогда никто не догадается, как выполнялась фиксация заготовок.
Если нужно изготовить маленькую деталь, то используют другую «Улитку». У опытных мастеров их несколько штук.
Примеры изделий с завитками
Оригинальный козырек над входом в здание:
При оформлении французского балкона оригинальные завитки придают ажурный вид всему изделию.
На лестничном пролете завитки выглядят весьма оригинально.
Используя одни завитки, изготавливают опоры для скамьи, а также в том же стиле создают решетку для камина.
На винтовой лестнице видна рука отличного мастера. Не всякий сумеет сделать подобное изделие.
В створке ворот присутствуют элементы, изготовленные на станке «Улитка». Тяжелое изделие прибрело особую легкость.
Легкая лестница в стиле Хай-тек. Она может украсить не только загородный дом. Современные дворцы при минимализме конструкции могут иметь отличный вид.
Простор для творчества не ограничен. Многие кузнецы являются настоящими художниками. Они украшают мир вокруг себя.
Видео: “Улитка” – холодная ковка своими руками.
Заключение
- Метод холодной ковки, в котором используются станки «Улитка», позволяет изготавливать оригинальные завитки.
- Своими руками можно изготовить простейший станок.
 На нем можно изготавливать профессиональные заготовки.
На нем можно изготавливать профессиональные заготовки. - Сложный станок со съемными элементами позволит изготавливать большие пространственные детали.
- Использование завитков при изготовлении кузнечных изделий открывает широкие возможности для творчества.
Самодельный станок для холодной ковки своими руками чертежи
Невооружённым глазом можно заметить, что у того или иного человека появился красивый забор или ворота, различного вида предметы декорирования приусадебных участков. Всё это воплощается в реальность посредством ковки, с отсутствием каких — либо температур.
В современном обществе очень хорошо развита холодная ковка металла. За долгие годы существования такого промысла, люди создавали инструменты, с помощью которых можно производить тонкие элементы декорирования из железа.
Основные приспособления
Механизмы без которых холодная ковка была бы очень тяжёлым занятием
Механизм улитка
Применяется для придания отдельным участкам поковок спиралевидной формы. Как правило, сама улитка закреплена на толстой, железной
Как правило, сама улитка закреплена на толстой, железной
Виды станков для ковки
плите и может быть съёмной. Толщина такой плиты должна быть не тоньше 4 миллиметров толщиной. Как правило, на изделие, который создан своими руками, необходимо изготовить различные оттиски, называемые шаблонами. С помощью подготовленных шаблонов есть возможность придавать стальным прутьям различные формы.
Механическое устройство универсал
На таком устройстве осуществляется резка, клёпка и формирование. Довольно удобная вещь, в своём роде. В отличие от заводского электрического механизма, его можно также собрать своими руками и сэкономить свой бюджет.
Устройство гнутик
С помощью него производится дуговая деформация под углом. Главное заранее сделать чертежи и точно разметить градусы углов, чтобы с помощью станка производить точное сгибание прутьев.
Аналог гнутика твистер
Способствует производить сгибание вдоль продольной оси уже готового объекта. Такое приспособление можно сделать несколькими способами. По металлическому шаблону, как это распространено и закрепив на толстой доске крупные болты. Суть такого станка в том, что оба конца металлического прута зажимаются и с одной стороны, посредством вращающейся рукояти, производится скручивание.
По металлическому шаблону, как это распространено и закрепив на толстой доске крупные болты. Суть такого станка в том, что оба конца металлического прута зажимаются и с одной стороны, посредством вращающейся рукояти, производится скручивание.
Агрегат волна
С его помощью можно получать волнообразные заготовки из металлических прутьев. С помощью такого станка можно изготавливать периодические решётки по типу «Боярские», «Волна».
Штамповый пресс
С помощью такого пресса, на изделие наносятся штампы с различными узорами. Как правило, должно иметься огромное множество таких штампов с различными рисунками. Производится это посредством вдавливания в металл штампа. Соответственно, под давлением на металле остаются чёткие отпечатки шаблонов.
Механический узел
Для сгибания кругов из металлических прутьев, различных диаметров. Когда в конструкции декора должны присутствовать круги, такое приспособление незаменимо.
Виды холодной ковки
В кузнечном деле, червонную болванку, либо отдельную деталь, принято называть «поковкой». Такой же термин имеется и в горячей ковке металла. Только он уже означает процесс ковки металла, для придания заготовке необходимой формы.
Такой же термин имеется и в горячей ковке металла. Только он уже означает процесс ковки металла, для придания заготовке необходимой формы.
Разновидности холодной ковки
Различают непосредственно 7 видов холодной ковки, которые производятся по строгой последовательности. Каждый вид — это определенный процесс, производимый с заготовками. Если не совершать этих действий в соответствии с требованиями, то у вас ничего не получится. Итак, рассмотрим эти виды.
Непосредственно, ковка металлических заготовок. Ковка является самым сложнейшим и объёмным процессом в кузнечном деле. Холодная ковка разделяется на следующие виды и подвиды:
Осадка
Такое действие производится под давлением. Делается это для того, чтобы уменьшить высоту заготовки и увеличить боковые размеры заготовок.
Протяжка
Это действие производится за счёт нагревания заготовки и обработке молотом. За счёт чего, уменьшается площадь поперечного сечения и происходит увеличение длины заготовки.
Прошивка
Данное действие производится для получения на заготовках необходимых отверстий. Как правило, совершая такое действие, на заготовках появляются различных размеров пазы, отверстия различных диаметров. Прошивка бывает нескольких видов:
Открытая прошивка
Производится сплошным прошивнем, за счёт вытеснения металла. Однако такое действие влечёт за собой дополнительную обработку заготовки.
Закрытая прошивка
Производится пустотелым прошивнем. Обычно используют при изготовлении больших отверстий.
Совет: «За счёт осадки и протяжки металлических заготовок, структура металла может стать хрупкой. Поэтому необходимо обращаться с заготовками аккуратно, чтобы не допустить внезапной поломки той или иной детали! В лучшем случае придётся переделывать поковку, а в худшем случае, может нанести здоровью непоправимый вред!»
На этом процесс холодной ковки не завершается, а наоборот находится в самом разгаре
Далее совершается три последовательных этапа:
Наглядный процесс холодной ковки.
Штамповка
(штампование) — называется процесс пластичной деформации заготовки, с изменением форм и размеров металла. Различают несколько видов штамповки:
Объёмная штамповка
Производится за счёт давления. Когда ковочная деталь нагрета до соответствующих размеров, она подвергается прессованию специальными штампами. Такой способ применяется на производствах, где детали, полученные таким способом, выпускаются партиями.
Листовая штамповка
Производится из листового железа. Применяется при производстве мелких и средних деталей металла. Такой вид штамповки позволяет добиться высокого качества и прочности от изготавливаемых деталей.
Прессование
Этот процесс обработки металла производится за счёт высокого давления, за счёт чего повышается плотность металла и изменяется его форма. Существует несколько видов прессования:
Прямое прессование
Такой способ позволяет получать различные профильные заготовки (прутья, трубы, профили). Процесс заключается в выдавливании металла через определённое отверстие.
Процесс заключается в выдавливании металла через определённое отверстие.
Обратное прессование
При этом процессе заготовка располагается в формуляре, а давление производится в обратном направлении, нежели при прямом прессовании.
Волочение
Является процессом протягивания , уже прессованных прутьев через специальную волочильную матрицу. За счёт такого процесса можно получить проволоку, фасонные профили, трубы с тонкими стенками.
Заключительным, а также достаточно ответственным этапом является прокатка
В этом процессе участвует закон «Силы трения», за счёт которого, путём трения специальными валиками о поверхность заготовки, происходит пластическая деформация. В свою очередь различают 5 видов прокатки изделий:
Завершающий этап холодной ковки -прокатка.
Продольная прокатка
При использовании этого вида прокатки, на станке, валики вращаются в разные стороны. За счёт этого происходит постепенное обжимание и удлинение детали. В данном случае производится листовое железо, ленточное железо и полосы.
В данном случае производится листовое железо, ленточное железо и полосы.
Поперечная прокатка
При данном виде прокатки, валики движутся в одном направлении. За счёт этого деталь подвергается деформации в поперечном движении. К примеру, посредством такого вида получают цилиндрические шестерёнки с накатанными зубцами.
Поперечная или винтовая прокатка
в данном случае валики на станке установлены под углом друг к другу. Тем самым поковка получает поступательное и вращательное движения. Между этих валов получается зазор и металл, попадая в этот зазор, получает свою деформацию. Такой вид прокатки используется для создания трубных заготовок, так называемых «гильз».
Проектирование станка для холодной ковки
Чертеж проектирования
Прежде, чем заниматься сборкой , необходимо создать проект, в котором будет подробно описано всё то, что вы собираетесь воплотить в реальность.
Однако, перед созданием своего стального детища, необходимо прочитать очень много литературы, в которой подробно описаны все приспособления. Чтобы в процессе сборки не возникло непредвиденных ситуаций, важно иметь представление о станке, его размерах и размерах каждой из деталей, которые будут задействованы в проекте.
Чтобы в процессе сборки не возникло непредвиденных ситуаций, важно иметь представление о станке, его размерах и размерах каждой из деталей, которые будут задействованы в проекте.
Потому, как все детали будут производиться из чернового металла или из каких-либо деталей, которые лежат без дела в вашем гараже.
Итак, прежде чем приступить к изготовлению изделия для ковки, необходимо изготовить станину, на поверхности которой и будут располагаться все необходимые детали станка.
Чтобы иметь представление о самодельном станке и о ковке в целом, а также узнать, как собрать, посмотрите видео ролик, представленный ниже:
Теперь, когда у вас сложилось представление, можно приступить к изготовлению — станины.
Важно знать! Размеры станины должны высчитываться в строгом соответствии с занимаемой плоскостью размещённых приспособлений . Стоит учесть, что приспособления в работе не должны мешать друг другу!
Стоит учесть, что приспособления в работе не должны мешать друг другу!
Станина должна изготавливаться из прочного материала. Это может быть массив дерева, причём достаточно плотным и толстым или железная плита. Однако, она должна иметь железную опору из сваренных или прочно закреплённых к станине ножек. В готовом виде у вас должен получиться прочный верстак.
После того, как станина изготовлена и установлена в необходимом месте, можно начинать собирать и крепить все приспособления на станину.
Совет: «В процессе сборки станка, необходимо проверять механизмы на правильность работы, чтобы при наличии неисправности можно было заменить испорченную деталь и продолжить сборку!»
Схема сборки приспособления «Улитки».
Выше представлена схема сборки приспособления, так называемой «Улитки». Предназначена она для изготовления спиралевидных завитков на поковке.
Составляющие детали механизма
- Ведущий лемех самой улитки,
- Основная ось,
- Рычаги для совершения силовых операций,
- Фиксатор для металлической заготовки,
- Площадка станка,
- Прижимной валик,
- Палец для фиксации лемехов улитки,
- Пружина для притяжения прижимного валика,
- Рычаг управления валиком.

Для большей наглядности можно посмотреть архив чертежей данного приспособления. Скачать
Совет: Чем длиннее рычаги для приложения силовых действий, тем легче будет гнуться поковка!
Универсальный станок для холодной ковки предназначен для отрезания металлической полосы, металлического прутка или квадрата. Также можно пробивать отверстия под
Чертеж универсального станка
заклёпки и заклепать ту или иную деталь. Он приспособлен для сгибания под заданным углом и для производства вальцевания. Состоит такое приспособление из 39 деталей. Подробнее с ними вы сможете ознакомиться в данном архиве. Скачать
Гнутик
Фото гнутик
Предназначен для сгибания различных металлических заготовок, а также дуговых поковок определённого радиуса. Для изготовления данного станка применяют преимущественно инструментальную сталь. Это объясняется тем, что в приспособлении преобладают большие нагрузки. Состоит из рукояти, движущегося по оси углового гнутика, три валика, которые в закреплённом состоянии похожи на треугольник. Также крепёжные элементы и элементы крепления станка к станине.
Также крепёжные элементы и элементы крепления станка к станине.
Твистер
Чертеж твистер
Предназначен для сгибания металлических прутьев, квадратов и полос вокруг продольной оси. Получается торсионное скручивание. Состоит из двух креплений, закреплённых на усиленной станине с отверстиями под металлический прут и рукояти, чтобы совершать движения по оси. Более подробную информацию можно найти в архиве чертежей данного приспособления.
Скачать чертежи Твистера >>
Приспособление волна предназначено для изменения изгиба металлической заготовки, получая волнообразные детали. По своей значимости — это тот же гнутик, однако имеет волна сложную конструкцию.
С помощью штампового пресса можно совершать оттиски рисунков на металлических заготовках.
Важно знать! После того, как все эти приспособления установлены на станине, необходимо проверить каждое из них на работоспособность! Производить такие действия необходимо с высокой осторожностью, так как если произойдёт разрыв металла — это может нанести вашему здоровью колоссальный вред!
Если вы вдруг собрались сделать собственноручно, начертите обязательно все нужные эскизы и чертежи с размерами, предположительно таких же размеров, какими они будут в сборной конструкции.
Такой манёвр позволит Вам полностью иметь представление о будущем станке, поможет редактировать все детали на чертеже. Также посмотрите множество роликов в интернете на тему «Как сделать приспособления для холодной ковки?». Это даст возможность иметь представление о полной картине.
А также прочитайте немного литературных произведений, которые посвящены данному вопросу. Как изготовить ту или иную деталь, а также, из какого материала она должна быть изготовлена, вы тоже должны изучить. Когда вы будете знать наверняка, что к чему, вы с лёгкостью сможете сделать станок своими руками!
Ниже представлены три видео ролика посвящённые отдельным частям механического узла, без применения высоких температур:
Приспособление «Гусинная лапка» видео
Приспособление «Твистер» видео
Приспособление «Улитка» видео
Холодная ковка, станки и чертежи своими руками. – Первый строительный
Станки для ковки являются хорошим инструментом для художественных и творческих людей, у которых есть желание создать что-то красивое и индивидуальное в своем доме, чтобы подчеркнуть интерьер, а может сделать хороший подарок своими руками для важных людей. Существует два способа ковки металла. Чтобы сковать что-то способом горячей ковки необходимо произвести множество приготовлений и действий, поэтому дома проще всего ручная ковка дается, пользуясь способом холодной ковки. Период обучения такому процессу не занимает много времени, к тому же есть реальная возможность сконструировать станок своими руками.
Станки для холодной ковки своими руками.Начало холодной ковки самодельными станками.
Холодная ковка своими руками требует два обязательных действия – пресс и гнутье. Для совершения всех этих действий придавать определенную температуру для металла нет необходимости, но все равно необходимо провести термообработку.
Для совершения всех этих действий придавать определенную температуру для металла нет необходимости, но все равно необходимо провести термообработку.
Чтобы сконструировать что-то своими руками, уже не обязательно иметь специальные станки для художественной ковки, теперь можно создать станки для ковки металла в домашних условиях. Но без опыта работы с такими инструментами все равно не справиться. Чтобы вся работа была успешной, нужно пользоваться металлами определенной толщины.
Самодельный станок для холодной ковки запросто можно использовать для создания конструкций, которые будут значительно прочнее, нежели те, которые были изготовлены штамповкой. Кованые изделия своими руками получаться высококачественными, когда будет все сделано верно и без ошибок, ведь исправить их очень сложно. После нескольких работ, благодаря полученному опыту, можно начать делать превосходные конструкции, используя самодельные станки и приспособления для холодной ковки.
При изготовлении большого количества одинаковых металлических конструкций лучшего всего воспользоваться чертежами, приготовленными заранее. Чертежи на станки для холодной ковки своими руками заготавливаются заблаговременно. В некоторых случаях деталь лучше будет прогревать, чтобы избавиться от дефектов в последующем. Тем, кто не так давно начал использовать самодельные станки для холодной ковки для начала стоило бы продумать план работ, а так же приобрести необходимые навыки. Не лишней тут будет помощь различных видео уроков в сети интернет, а так же специальных курсов.
Чертежи на станки для холодной ковки своими руками заготавливаются заблаговременно. В некоторых случаях деталь лучше будет прогревать, чтобы избавиться от дефектов в последующем. Тем, кто не так давно начал использовать самодельные станки для холодной ковки для начала стоило бы продумать план работ, а так же приобрести необходимые навыки. Не лишней тут будет помощь различных видео уроков в сети интернет, а так же специальных курсов.
Компоненты станка и необходимые инструменты.
Станок для ковки своими руками состоит из определенных устройств. Среди которых обязательно должны быть:
- гнутик;
- улитка;
- волна;
- глобус;
- твистер;
- фонарик;
Этими приспособлениями пользоваться лучше всего. Улитка для холодной ковки своими руками понадобиться для сплетения стальных прутьев. Можно ознакомиться с фото, чтобы лучше разглядеть конструкцию и пример деталей. Кузнечное оборудование для холодной ковки металла отыгрывает важную роль в работе. Основным инструментом во время работу будет гнутик. Это весьма простой элемент.
Изготавливаем станок.Чтобы обработать трубы с шестигранным и круглым сечением используют «волну». «Фонариком» сгибают металлические прутья, а твистер чем-то на него похож, весьма удобное преспособление. Глобусом делается большая дуга из профильных прутьев.
Станки холодной ковки в большей мере выгоднее всего сделать самому, ведь далеко не все можно обработать ручными инструментами, а цена за станок для художественной ковки очень высока. Когда мастер за счет своих навыков с помощью своего оборудование создаст конструкцию, она будет неповторимой и особенной, пускай в чем-то и будет не такой качественной, как заводская. При изготовлении большого количества деталей, правильно будет создать кодуктор на электромоторе. Это облегчает процесс работы.
Станок холодной ковки своими руками должен быть приспособлен для таких видов работ, как гибка, закручивание и вытяжка.
В процессе вытяжки конструкция приобретает определённую форму. Поэтому она должна пройти через пресс, после чего сечения первостепенного материала станет меньше. Под гибкой подразумевается создание гнута в нужном угле. Для этого понадобятся шаблоны. Фото чертежей кованных изделий своими руками приготавливается заранее из которого и будет сделан шаблон. К стальной пластине прикрепляется завитушка, а сам лист закрепляется в держателе станка. В конце заготовке размещается прорезь, другой же конец закрепляется на месте. Используя рычаг, происходит влияние на окончание конструкции, которое необходимо провести по каждому изгибу пластины, которая используется как шаблон.
Видео самодельного станка по загибанию балясин.
Станки для холодной ковки своими руками.
Многие опытные изготовители собственноручно собирают несложные механизмы, которые позволяют создавать уникальные конструкции. На это влияет стаж работы. Чертежи на станки для холодной ковки своими руками можно в достаточном количестве найти в интернете, как и фото изделий холодной ковки, которые можно получить в итоге. Фотография такого оборудования позволяет выполнить мастеру чертеж с нуля, если у него есть опыт.
Можно рассмотреть станок «Улитка». Используя его можно создавать различные спирали или волны. Для создания такого станка нужно иметь чертежи на станок для холодной ковки своими руками такого типа, а так же делать все в соответствии с технологией. Рабочая поверхность должна состоять из листового металла. 4 мм толщины будет достаточно. Размеры устанавливаются исходя из габарита детали. Для придания форму необходим листовой металл в толщину 3 мм и в виде полос. Он выгибается по шаблону плоскогубцами и получается спираль.
Для создания нормального процесса работы нужно хорошо зафиксировать один из концов детали. В этом поможет прут, равный ширине полос. Чтобы зафиксировать рабочую площадку нужно будет использовать верстак. Основная цель всего – придать максимальной неподвижности детали, потому что во время холодной ковки нужно приложить большие усилия.
Перед началом изготовления любого станка для холодной ковки, инструментами для ручной работы нужны шаблоны, эскизы и различные чертежи, в том числе и чертеж на оборудование для холодной ковки своими руками.
Придать более хорошую точность разметке можно за счет миллиметровой бумаги. Нужно нарисовать на ней спираль, где будут увеличиваться витки в радиусе. Между ними нужно должным образом соблюдать равную дистанцию. Такое условие будет обязательным только для создания симметричных узоров.
Станок для холодной ковки.Конструирование станка.
Для создания любого станка можно использовать несколько вариантов на выбор – разборный, монолитный или сплошной. По все длине бедующего станка рекомендуется приварить маленькие прутки. На рабочей площадке для этого стоит просверлить специальные дырки. Требуется хорошо закрепить концы деталей, которые будут выгибаться.
Такой способ ковки очень популярен у новичков кузнечного дела.
Используя станок для холодной ковки металла, сделанного своими руками, неопытный мастер сможет изготовить кованые балконные козырьки, поручни для лестниц, различные решетки для окон, заборы, многочисленную мебель для дома, ограждения, различные кованые аксессуары и предметы декора, которые дополняют интерьер помещений, на подобии решеток под камины. Это хороший вариант для начинающих специалистов.
Коллекция чертежей станков для холодной ковки.
Чертеж для улитки с лемехом.
На чертеже представлено устройство гибочной улитки с лемехом и правила работы с ним.
Чертеж станка улитка с лемехом.Подробный чертеж станка улитки.
Чертеж станка улитки.Чертеж устройство для гибки “Хомута”.
Чертеж устройств холодной ковки для гибки хомутаЧертеж устройств холодной ковки для гибки хомутаЧертеж приспособления Гнутик.
Так схематически выглядит Гнутик.Чертеж для создания Гнутика.Видео кузнечного оборудования холодной ковки для малого бизнеса.
Особенности изготовления станка холодной ковки: подготовка, материалы и приспособления видео
Станок «Улитка» для холодной ковки своими руками используется большинством мастеров в работе над оригинальными изделиями из проката. Кузнечный бизнес чаще всего основан на изготовлении кованых изделий, где присутствуют детали в виде оригинальных петель.
Входные ворота в стиле XVII-XIX веков невозможно представить без завитков, вензелей и других оригинальных элементов.
Они не только украшают, умелые мастера могли создавать из металла письменные приветствия.
Сложные изогнутые фрагменты используются в качестве усилителей на заборах, входных группах, перилах ограждений и других декоративных изделиях. Сложные профили придают ажурность конструкциям.
Приспособления для изгибания металлических элементов «Улитка»
Чтобы производить изгибы заготовок по определенным параметрам используют вспомогательные кондукторы, получившие название «Улитка». Они служат в качестве специального шаблона, позволяющего воспроизвести десятки, а при необходимости и сотни однотипных деталей. Станок «Улитка» для холодной ковки гнет детали без дополнительного прогрева.
Работа основана на деформировании металла по определенному принципу. Чтобы выполнить гиб, приходится прикладывать значительные усилия. Поэтому мастера довольно часто приспособления «Улитка» оснащают электроприводом. Моторы-редукторы помогают развивать значительные усилия при ограниченном плече приложения силы. Крутящий момент в зоне обработки может достигать нескольких десятков килограммов.
Если выполнять подобную работу только за счет физической силы кузнеца, то работник довольно быстро устанет. Его производительность снизится до нуля. А при наличии вспомогательного механического помощника, можно производить сотни заготовок за смену.
Нужно учитывать, что гибка заготовок – это промежуточный этап в изготовлении сложных конструкций. Их еще нужно установить в нужном месте и приварить. Только тогда будет получен промежуточный результат. Потом потребуется окраска и монтаж изделия по месту заказа. На все операции потребуется не только время, н и физическая сила мастера.
Конструктивно приспособление может быть:
- Неразборным, тогда на нем будет производиться изгибание деталей только на определенные длины. Получаемая спираль имеет определенные ограничения в использовании.
- Сборным (присутствуют дополнительные фрагменты для увеличения продолжительности гиба), и на приспособлении можно производить догибание длинных деталей. Будут получены крупноразмерные детали.
Для работы с деталями из профильной трубы небольших номеров некоторые изготавливают приспособления с ручным исполнением. В них предусматривают использование рычагов, помогающих продвигать заготовку вокруг оправки. Готовые детали снимают с торца, слегка ослабив натяжение.
Чаще всего в подобных случаях использую квадратный прокат □8…12. Некоторые мастера вручную гнут профильные трубы 15·15 мм со стенкой 1,5 мм. Для более крупных изделий необходим механический привод.
Упрощенно технологический процесс изготовления станка «Улитка» своими руками можно представить в виде ряда последовательных операций.
- На листе бумаги вычерчивается профиль изделия, который требуется изготовить. При вычерчивании выдерживаются размеры изделия. Чертеж нужен только для получения профиля самой детали. Внимание! При проработке учитываются толщина заготовки. Нужен зазор не менее 3…4 мм, тогда изделия можно снять после его изгибания в приспособлении.
- Для большинства станков изготавливают центральный упор. В нем будет фиксироваться начало.
- Разные мастера используют свои приемы фиксации, поэтому изделия у них можно отличить по почерку.
- Из стального листа вырезается опорная пластина. К ней будет привариваться центр, а также спираль. Толщина пластины должна быть не менее 3 мм, так как будут прилагаться значительные усилия. Размер пластины в будущем определит и параметры завитка.
- Пользуясь чертежом спирали, изгибается из полосы заготовка. При ее гибке контролируются параметры. Чем точнее будет изготовлен этот элемент, тем проще будет выполнять изготовление элементов для кузнечных изделий. Внимание! При необходимости изготовления завитков с количеством витков более одного нужно срезать полосу спирали по диагонали. Поэтому используют полосу значительно ширины. Минимальный размер соответствует высоте профиля, который собираются гнуть на станке.
- Приспособление размещают на специальной стойке, чтобы легче формировать готовые изделия. Для небольших по размеру деталей удобно размещать на вертикальной стойке.
- Чтобы проще выполнять работу приваривают ручку. Ее устанавливают с обратной стороны, чтобы не мешала устанавливать и снимать заготовки.
Пошаговое изготовление малогабаритного ручного станка для изготовления завитков
Небольшой станок предназначен для изготовления завитков из полосового проката шириной 20…30 мм. Его несложно сделать самому.
Центр
Сначала изготавливается центр. Для этого отпиливается небольшой фрагмент из кругляка. Заготовку фиксируют в тисках, размечают линию реза. С помощью отрезного диска и углошлифовальной машинки (УШМ) отпиливается заготовка.
Она имеет диаметр 38 мм. Боковая поверхность дополнительно не обрабатывается.
Длина центра составляет 28 мм. Можно и немного больше, но для изгибания полосы шириной 30 мм этого достаточно.
На сверлильном станке сверлится отверстие Ø 8 мм. Его располагают эксцентрично. Такое положение обусловлено тем, что нужно изготовить фиксатор для конца заготовки.
Прорисовывается профиль, который следует удалить с помощью отрезного и зачистного дисков, устанавливаемых на болгарке. Заготовку крепят в тисках и удаляют излишки металла.
- Лепестковыми дисками поверхность защищается так, чтобы осуществлялся плавный переход между разными поверхностями фиксатора.
Чтобы в дальнейшем проще фиксировать конец заготовки, нужно просверлить отверстие. Его располагают на радиальной поверхности центра. Сверлится отверстие под резьбу М10.
С помощью набора метчиков нарезается внутренняя резьба. Здесь будет использоваться винт без головки. После фиксации заготовки он спрячется внутри металла центра.
К опорной пластине толщиной 4 мм приваривается центр. На этом работа с его изготовлением завершается.
Изготовление приспособления
Для удобства работы с приспособлением к обратной стороне пластины приваривается вал. Вращая его в специальной оправке, будут вращать улитку.
- Наружную поверхность нужно обточить, чтобы сварные швы не мешали свободному облеганию будущих заготовок.
Будущая спираль прорисовывается на пластине. Создается контур, куда ее в дальнейшем приварят.
Из полосы толщиной 4 мм изгибают спираль. Она должна соответствовать проекту.
- После проверки спирали по шаблону излишки обрезаются, а саму спираль приваривают к пластине и к центру.
В качестве стойки используется профильная труба 40·40 мм со стенкой 3 мм. На ней сверлят отверстия для крепления элементов станка. С помощью опорных площадок фиксируют подготовленные части.
С обратной стороны видна ручка. Ее закрепили к валу с помощью подшипника. Подготовленная «Улитка» может вращаться.
Проводится проверка работоспособности. За ручку выполняется поворот спирали вокруг оси центра.
Изготовление простейшей детали на станке
Отрезают заготовку из полосовой стали в нужный размер. Этот размер обычно уточняют, прорисовывая готовое изделие и его составляющие элементы.
Свободный конец устанавливают в центр спирали. С помощью внутреннего винта производится фиксация заготовки.
Выполняется поворот «Улитки». Заготовка плотно прижимается к направляющим. Тут требуется прилагать определенные усилия, чтобы получать нужный профиль изделия.
Проворачивая приспособление дальше, осуществляют изготовление завитка. При необходимости вставляют другой конец заготовки и производят изготовление замкнутого или разомкнутого завитка.
Обычно другой конец не остается прямым. Его тоже изгибают. Поэтому различают внутренние и наружные обратные завитки. На самом приспособлении с помощью маркера или мела делают отметки. По ним ориентируются, когда изготавливают завитки с требуемыми параметрами.
Как видно из пошагового руководства, используя простой набор инструментов, самодельный станок для изготовления завитков несложен в изготовлении. Сколько он стоит? Его цена определяется стоимостью заготовок. Часто цена минимальная.
Если попытаться изгибать профильную трубу без специальной подготовки, то сварной шов разойдется. Получится брак.
Кузнецы с большим опытом работы изготавливают более сложные станки для изготовления своих изделий. Они дополнительно оснащают «Улитку» съемными элементами.
Пошаговый технологический процесс изготовления обратного завитка на станке «Улитка»
На прокатных роликах производится последовательный обжим трубы. Образуются выступающие ребра, а сварной шов остается внутри слоя, смещенного к центру.
На параллельных эксцентричных вальцах выполняется обжатие концов трубы. Она становится похожей на полосу. В таком виде ее проще фиксировать на станке.
В специальном приспособлении формируется хвостовик. Теперь заготовки будут фиксироваться на станке одним движением.
Заготовку фиксируют в центре. Там имеется паз, который закрепляет хвостовик. Видно, что спираль имеет равномерный спуск по высоте.
После фиксации хвостовика включается электродвигатель. Начинается формование детали.
Петля образуется при касании заготовки в специальный опорный элемент. Его чаще называют опорным валом. Чтобы снизить усилие, его оснащают подшипником. Деталь свободно проворачивается вокруг опоры.
Часть спирали образована. Но при необходимости обрабатывать на большую длину, будет установлен съемный элемент.
Формируется заготовка и с другого конца. Здесь мастер определяет, в какую сторону производить изгибание детали.
- Для продолжения работы устанавливается съемный элемент сборной «Улитки».
- Теперь можно формировать загиб деталей большого размера.
Даже длинные заготовки легко изгибаются по заданным размерам. На рабочих элементах делают метки. По ним ориентируются, сколько нужно гнуть.
- С обратной стороны выполняют дополнительный изгиб детали.
- Дорабатывается изделие с обеих сторон.
Готовая деталь имеет законченный вид. Если нужно, то хвостовики будут спилены. Тогда никто не догадается, как выполнялась фиксация заготовок.
Если нужно изготовить маленькую деталь, то используют другую «Улитку». У опытных мастеров их несколько штук.
Примеры изделий с завитками
- Оригинальный козырек над входом в здание:
- При оформлении французского балкона оригинальные завитки придают ажурный вид всему изделию.
- На лестничном пролете завитки выглядят весьма оригинально.
- Используя одни завитки, изготавливают опоры для скамьи, а также в том же стиле создают решетку для камина.
На винтовой лестнице видна рука отличного мастера.
Не всякий сумеет сделать подобное изделие.
В створке ворот присутствуют элементы, изготовленные на станке «Улитка». Тяжелое изделие прибрело особую легкость.
Легкая лестница в стиле Хай-тек. Она может украсить не только загородный дом. Современные дворцы при минимализме конструкции могут иметь отличный вид.
Простор для творчества не ограничен. Многие кузнецы являются настоящими художниками. Они украшают мир вокруг себя.
- Видео: “Улитка” – холодная ковка своими руками.
Заключение
- Метод холодной ковки, в котором используются станки «Улитка», позволяет изготавливать оригинальные завитки.
- Своими руками можно изготовить простейший станок. На нем можно изготавливать профессиональные заготовки.
- Сложный станок со съемными элементами позволит изготавливать большие пространственные детали.
- Использование завитков при изготовлении кузнечных изделий открывает широкие возможности для творчества.
Источник: https://metmastanki.ru/stanok-ulitka-dlya-holodnoy-kovki
Самодельные приспособления и станки для холодной ковки
Один из способов украшения участков — использовать кованные изделия. Очень декоративно смотрятся заборы, скамейки, беседки, перила для лестницы и другие подобные сооружения. Причем в большинстве случаев данные изделия не есть ковка в ее традиционном понимании.
Чаще всего это сделано не в кузне и не при помощи молотка и наковальни, а при помощи некоторых устройств, которые позволяют создавать из металлических полос и квадратных прутков самые различные узоры и изделия. Для изготовления подобных изделий потребуются станки для холодной ковки.
Часть из них можно сделать своими руками другую проще купить.
Ограды, перила для лестниц и балконов — тоже можно сделать своими руками Козырек над крыльцом методом холодной ковки Перила для крыльца — украшение, а не исключительно утилитарное приспособление Можно сделать беседку и кованную мебель Ворота смотрятся волшебно
Какие вообще устройства используются
Для холодной ковки характерны различные завитки, изгибы, витые прутки и т.п. Почти под каждый вид делают на отдельном приспособлении — определенном станке. Привод у них может быть ручной, а может — электрический. Для небольших объемов «для себя» применяют ручные станки для холодной ковки.
Они хоть и не особо производительны, но намного проще в изготовлении. Если необходимо ставить изготовление «на поток» делают аналогичные устройства, но уже с электромоторами. В этом случае работать физически почти не нужно, но сложность изготовления приспособления возрастает в разы.
В нашем материале поговорим о ручных станках для холодной ковки.
Какие же устройства используют:
Для начинающего мастера наиболее актуальный станок для холодной ковки — улитка.
Только с его помощью можно сделать множество интересных вещей — начиная от забора и калитки и заканчивая скамейкой и другими подобными изделиями. На втором месте по степени необходимости торсионный станок.
Он добавляет разнообразия в детали. Все остальные можно приобретать или делать по мере совершенствования и набора мастерства.
Самодельные «Улитки»
По сути это модернизированный гибочный станок (трубогиб), но эти усовершенствования позволяют легко делать завитки из довольно толстых прутков (сечением до 10-12 мм) и повторять их с высокой степенью точности.
Один из самодельных станков для холодной ковки
Конструкций эти станки для холодной ковки имеют несколько, но проще всего в реализации вариант с круглым столом, имеющем центральную ножку. К ножке подвижно закреплен рычаг с роликами на подшипниках на конце. Они облегчают процесс гибки.
Поверхность стола можно сделать из стального листа толщиной от 10 мм и больше. Для ножки можно использовать любую толстостенную круглую трубу. Важно сделать конструкцию устойчивой, так как будут прилагаться боковые усилия, потому нужны боковые стойки, распорки, а также устойчивое основание.
Чертеж станка для холодной ковки «Улитка»
Рычаг проще делать из квадратной трубы с толстой стенкой — не меньше 2-3 мм. Сечение трубы 25*40 мм или около того.
Крепление рычага к ножке можно сделать на подшипнике, а можно просто взять небольшой кусок толстостенной трубы большего диаметра, надеть ее на ножку, а снизу приварить полосу-упор — чтобы рычаг вниз не падал.
Вариант с подшипником дает более легкое движение, но при наличии смазки и второй вариант рабочий.
Вариант крепления рычага
Важна еще форма рычага. Рычаг двойной, верхняя часть — рабочая, нижняя — опорная. Везде где есть соединения желательно доварить усиление, так как усилия значительные.
Рычаг должен быть надежным, с усилением
На столе закрепляется оправка или кондуктор — форма, по которой сгибаются завитки. Делают их разного диаметра — чтобы можно было делать разные по диаметру завитки.
Такие оправки могут быть сборными — для формирования большего количества изгибов. В каждом таком образце должны быть стержни, которые устанавливаются в отверстия в столе. Так этот шаблон фиксируется.
Также его форма должна быть разработана с таким учетом, чтобы конец прутка в ней хорошо фиксировался.
Вариант кондукторов для улитки
Часто оправки вытачивают из металлического круга подходящего диаметра при помощи болгарки, но есть варианты из металла с наваренными на него стальными пластинами, изогнутыми соответствующим образом.
Как сделать подобный станок для холодной ковки — в следующем видео. Там же неплохо описан способ доведения концов заготовки до приличного состояния — обычные необработанные края смотрятся очень грубо. Для их обработки есть специальное оборудование, но, как оказалось, можно справится и без него.
Торсионный станок
Как уже говорили эти станки для холодной ковки позволяют сделать на прутке продольные изгибы. Это относительно несложная конструкция. Основная задача — закрепить неподвижно один конец прутка, ко второму приделать рычаг, при помощи которого можно будет скручивать заготовку.
В качестве основы подойдет обрезок профилированной трубы с толстой стенкой (не менее 3 мм). Фиксатор можно сварить из тех же прутков, оставив квадратный просвет нужного диаметра. Можно использовать зажим для троса подходящего размера (можно найти в магазине такелажа). Любой из этих упоров приваривается к основанию.
Держатель для троса — отличный фиксатор для прутка
Далее надо каким-то образом обеспечить захват и кручение второй части заготовки. Можно это сделать при помощи двух подшипниковых узлов.
Внутрь вставляется труба подходящего диаметра, с одной стороны к ней приваривается ручка — конструкция напоминает букву «Т». С другой стороны в трубе делают фиксатор: сверлят четыре отверстия, в них вваривают гайки под 12 или 14 болты.
В результате получается неплохой фиксатор — болты закручивают после того, как вставили пруток.
Подшипниковый узел Фиксатор для заготовки Так выглядит конструкция в целом
Дальше — дело техники — рычагом наворачиваем нужное количество витков. Нельзя сказать, что эта работа для слабаков, но при большом рычаге все не так уж и сложно.
Еще более простой станок для изготовления торсионов методом холодной ковки в следующем видео.
Видео про самодельные приспособления и станки для холодной ковки
Источник: https://stroychik.ru/tools/samodelnye-prisposobleniya-i-stanki-dlya-holodnoj-kovki
Самостоятельное изготовление станка для холодной ковки — Школа по утеплению дома
ГлавнаяСамостоятельное изготовление станка для холодной ковки
Очень популярными благодаря своей красоте и изысканности давно стали изделия из металла, сделанные при помощи ковки. Такие декоративные элементы достаточно дорогостоящие и не всегда есть возможность заказать себе все желаемые украшения в интерьер или загородный дом.
Но, помимо горячего вида ковки, которая нужна для того, чтобы создавать металлические декоративные конструкции, есть холодная ее разновидность.
Последний вариант можно реализовать самостоятельно, для этого понадобиться соорудить станок для холодной ковки своими руками, после чего можно будет приступить к реализации всех задумок и идей.
Станок для ходолной ковки своими руками
Разновидности станков
В основном все приспособления, которые предназначены для изготовления деталей из металла при помощи ковки холодного типа характеризуются ручным приводом.
По принципу электропривода работают немногие из них, хотя соорудить такую конструкцию можно с каждым из приспособлений.
Единственный вопрос относительно привода – это целесообразность, потому как затраты на энергоресурс, который питает агрегат и сложность процесса установки механизма могут не оправдывать себя, если соотносить их с количеством выполняемой работы и ее регулярностью.
В таблице указаны все приспособления, которые работают за счет привода ручного типа, относящиеся к процессу холодной ковки.
| Устройство | Краткое описание |
| Твистер | При помощи такого устройства происходит закручивание металла, формирование спиралей и завитков, имеющих узкую сердцевину. |
| Станки торсионного типа | При помощи такого станка происходит закручивание прутов винтового типа, а также возможно изготовление спиралей большой величины и филаментов (корзинок, фонариков и луковиц). |
| Инерционно-штамповочные станки | Предназначаются для того, чтобы изготавливать соединительные части меду декоративными составляющими, делать узорные наконечники и различный мелкий рисунок и рельеф. |
| Станки для гибки | Существует несколько разновидностей таких станков: нажимного, протяжного и комбинированного типов. Первая разновидность нужна для того, чтобы получать волнообразные изгибы или зигзагообразно изогнуть прут. Протяжная разновидность востребована, когда необходимо изготовить кольцо, завиток или спираль, имеющую широкую сердцевину. Используя комбинированную разновидность можно соорудить любой из перечисленных элементов. |
Справка: очень часто в некоторых источниках можно встретить название станков, предназначенных для кручения также как и для станков, которые делают навивку — твистеры. Однако это не совсем верно, станки, которые закручивают металл – это станки торсионного типа.
Видео по изготовлению станока для холодной ковки своими руками
Отличия холодной ковки
Существует такое понятие как «штамповка», которое иногда путают с холодным типом ковки. Сама же холодная ковка имеет 2 принципа, по которому может происходить этот процесс. В таблице указаны различия процессов.
| Процесс | Описание |
| Штамповка | Процесс штамповки можно описать как выдавливание определенных фигур при помощи пуансона, который работает при высоком уровне давления. Примером процесса штамповки служит алюминиевая банка. Нагрев металла при этом не используется. Возможность применить такую технологию дома вряд ли возможно, поскольку невозможно создать для этого необходимые условия. |
| Холодный тип ковки (наклепывание) | Такая разновидность холодной ковки, по сути, есть наклеп, а именно проводится в процессе определенное число ударов очень большой силы, что позволяет структуре металл изменяться и становиться необходимых параметров по размеру и форме. Такая манипуляция проводится при помощи молота, который также можно соорудить своими руками. |
| Холодный тип ковки (гнутье) | Иная разновидность – это гнутье. При такой технологии металл по структуре остается прежний, не меняя своих характеристик. Этот тип ковки возможен для использования дома, для него лишь нужно заняться созданием станка для холодной ковки своими руками. |
Ковкой холодного типа, которая проводится по принципу гнутья заниматься довольно просто, особенно если имеется специальное оборудование стационарного типа, которое облегчает существенно процесс. Преимуществом такой разновидности является и то, что собрать практически любой станок для холодной ковки своими руками можно без больших затрат на это.
Источник: https://v-teplo.ru/stanok-dlya-holodnoj-kovki.html
Самые популярные станки для холодной ковки
Люди занимаются обработкой металла не одно тысячелетие. Известно две основных технологии обработки — горячая и холодная ковка. Первый метод требует использования нагревательного оборудования для плавки или разогрева металла. Вторая технология выполняется с помощью специального оборудования. Станки для холодной ковки — это простые конструкции, которые можно изготовить самому.
Станок для холодной ковки
Процесс холодной ковки
Холодная ковка — простой технологический процесс обработки металла. Кузнец изгибает детали используя ручные установки. Работа проводится с помощью рычагов, которые уменьшают человеческое усилие, передаваемое на материал. На выходе получаются более прочные изделия, чем при отливке. При холодной ковке станок одновременно гнёт и прессует заготовки.
Изменение формы металлических деталей без нагревания применяется при изготовлении:
- решёток на окна;
- плетёных кованых заборов;
- садовой мебели;
- отдельных элементов фасада;
- фонарей.
Оборудование для сгибания металлических заготовок позволяет создавать изделия разной формы. Сложные металлоконструкции изготавливаются из отдельных деталей с помощью сварочного аппарата.
Виды станков
Существуют разные виды кузнечных станков, с помощью которых можно изменять металлические заготовки. Это конструкции рычажного типа, которые можно собрать самостоятельно. Для этого нужно разобраться в принципе работы отдельных моделей.
Улитка
Это ручной агрегат для создания завитков, спиралей из металлического прута. Самодельные станки улитка для холодной ковки присутствуют во многих мастерских. Чтобы сгибать заготовки малого размера, используется специальный кулачковый механизм.
Торсионный
Приспособления для холодной ковки, с помощью которых скручивают металлические прутья разного размера. Кузнец может изгибать по спирали один прут или объединять несколько в один.
Представляет собой литое основание, на котором закрепляются два вида тисков. Одни неподвижные с воротом, вторые передвигаются по основанию. Тиски предназначены для закрепления прутьев.
Далее кузнец закручивает ворот до нужного положения.
Чтобы скручивать несколько заготовок вместе, используется оборудование с установленными двигателями. Такие конструкции снижают усилия человека при работе с заготовками до минимума. Механизированные агрегаты эффективнее изгибают металлические детали.
Гнутик
Это ручной станок для ковки металла. Считается основным механизмом для сгибания прутьев под разными углами. Конструкция станка для ковки металла представляет собой металлическое основание, на котором закрепляются два неподвижных вала, а между ними подвижная деталь. С помощью подвижного элемента кузнец выбирает угол, по которому будет сгибаться заготовка.
Волна
Ручное оборудование. Позволяет изгибать металлические заготовки по форме волны. Представляет собой ряд металлических дисков, которые расположены по одной прямой. Расстояние между ними может изменяться зависимо от требуемых изгибов волн.
Пресс
Чтобы делать плоские окончания на металлических изделиях, используется самодельный пресс. Он представляет собой два диска, которые объединяются между собой системой шестерней. Арматура закрепляется одним концом между дисками. Кузнец начинает вращение с помощью ручки.
СТАНОК ХОЛОДНОЙ КОВКИ | работа с тремя видами окончаний.
Изготовление
Сборка самодельных станков для холодной ковки своими руками не доставляет больших трудностей. Сделать станок для холодной ковки своими руками можно в несколько этапов:
- Подготовить чертежи. Если это многофункциональный универсальный станок, схемы отдельных элементов можно найти в интернете. Объединить их на одном рисунке, обозначить места скрепления, проводов. Нельзя забывать про указание размеров.
- Подготовить инструменты, расходные материалы. Например, для изготовления улитки понадобится кулачковый механизм, спираль из твердосплавного металла. Для волны нужны металлические диски, для торсиона — тиски.
- Следующий этап — сборка конструкции, на которой будут закрепляться другие детали. Чтобы соединить металлические детали, необходимо использовать сварочный аппарат. Швы зачищаются с помощью болгарки, покрываются защитным составом.
- На готовой конструкции закрепляются подвижные элементы, которые будут взаимодействовать непосредственно с заготовкой.
- Прежде чем начинать работать нужно проверить надёжность креплений.
Станок для холодной ковки своими руками БЕЗ ТОКАРЯ Чертеж Размеры
Эксплуатация
Чтобы не испортить материал и оборудование, нужно знать ряд особенностей. Кузнецы дают такие рекомендации:
- Прежде чем начинать работать нужно проверить целостность крепёжных элементов.
- Подвижные детали необходимо периодически смазывать моторным маслом. Это обеспечит надёжную работу оборудования.
- Чтобы проще было изгибать заготовки из металла, можно делать предварительное разогревание материала.
- При сгибании деталей движения должны быть плавными. Самодельные станки не настолько надёжны как покупное оборудование.
- Нельзя надеяться на высокую точность самодельного агрегата.
После сваривания металлических элементов конструкции нужно зачистить швы. Покрыть их антикоррозийным составом. На самодельном оборудовании для холодной ковки изготавливаются отдельные детали металлоконструкции. Кузнец располагает их на рабочем столе так, как они будут расположены в готовом изделии. После этого он должен соединить их с помощью сварочного аппарата.
Кузнечный станок Мастер Универсал от МАН. Обзор и распаковка Самодельные станки для холодной ковки популярны в частных мастерских, гаражах. Кузнецы изготавливают с их помощью разные кованые изделия сложной формы. Для сборки не нужно обладать дополнительными навыками. Достаточно сделать чертёж, подготовить материалы, инструменты, провести поэтапную сборку. Самые популярные станки для холодной ковки Ссылка на основную публикацию
Источник: https://metalloy.ru/stanki/dlya-kovki/holodnoj-kovki
Станок для холодной художественной ковки своими руками: чертеж, инструкция и видео
Изделия, изготовленные с помощью ковки, используются в дизайне наряду со стеклянными, пластиковыми и иными элементами декора. Ковка металла происходит холодным или горячим способом. Для выполнения процесса горячей ковки нужно выполнить множество особых условий, потому ей очень сложно заниматься в домашних условиях. Более доступным способом является художественная холодная ковка. Научиться ей намного проще, а при желании можно сделать самодельные станки для холодной ковки своими руками.
Процесс холодной ковки
При холодном варианте ковки потребуется два основных процесса:
Необязательно иметь в своем распоряжении полноценные станки для художественной ковки, часто любители изготавливают инструменты своими руками. С помощью самодельного оборудования можно придавать заготовкам всевозможные причудливые формы.
Нужно только обзавестись определенными навыками работы. Поэтому готовьтесь к тому, что для того, чтобы согнуть требуемую фигуру, будут необходимы чертежи и немалые усилия.
Выполнение работ возможно только с использованием сырья необходимой толщины.
Изделия, которые получаются с помощью самодельного станка для холодной ковки, намного крепче тех, которые выполняются или отливаются с помощью штамповки.
Так происходит за счет того, что металлические прутья, которые проходят через оснастку, прессуются вместе с приданием им необходимой формы. При этом способе ковки нужно не допускать ошибок, так как они практически не исправляемы.
С приобретением навыков вы сможете создавать своими руками привлекательные и замечательные изделия.
С помощью самодельного станка для холодной ковки, можно изготавливать такие изделия, как:
- элементы вроде балконных козырьков, поручней для лестницы;
- решетки на окна;
- ограды и заборы;
- мебель для дома – столы, стулья, кровати;
- элементы, которые используются в дизайне дома: обрешетки каминов, треноги для цветов.
При обработке большой партии однотипных изделий своими руками все можно сделать при помощи трафаретов и чертежа. Так удается значительно уменьшить трудозатраты и сократить время изготовления.
Иногда детали необходимо нагреть, прогревание делают на участках стыков, чтобы не было кривизны.
Новичкам рекомендуется перед выполнением работ тщательно продумать план изготовления, нелишним будет видео урок и выполнить чертеж будущего изделия.
Инструменты и оборудование
Ручной станок для выполнения холодной ковки включает ряд элементов. Необходимые приспособления, которые понадобятся для работы:
- твистер;
- улитка;
- гнутик;
- волна;
- глобус;
- фонарик.
Главным инструментом для работы будет гнутик, который используется для изменения формы металла. Его функция — изгиб детали под необходимым углом или изгиб дуг с различным радиусом.
Улитка используется, как правило, для свивания в спирали стальных прутов. Это оснастка для сгибания прутков, полос, трубок, квадратов и профилей до формы спирали, изделий с различными формами и радиусом. Во время использования этого инструмента можно не ограничивать в радиусе создаваемую спираль и сделать ту величину, которая требуется.
Инструмент «фонарик» необходим для сгибания металлических деталей. С помощью него обрабатывают металлические прутки, сечение которых менее 30 мм, или квадратные профили сечением менее 16 мм.
При помощи такого устройства, как волна, делают волнообразно выгнутые элементы. Применяют его и для обработки труб, которые имеют шестигранное или круглое сечение.
Твистер похож чем-то на фонарик. При помощи этих двух инструментов можно выкручивать прутья вокруг оси.
С помощью глобуса можно выполнить большую дугу из профильного прута толщиной до 12 мм. Причем концы заготовки также плавно сгибаются.
Этот инструмент для холодной ковки абсолютно не сложный, поэтому зачастую можно увидеть и самодельный. Заводскому он почти ни в чем не уступает.
Станки для ковки
Зачастую при работе, сделать станки для холодной ковки своими руками представляется гораздо целесообразней. Так как не каждый элемент можно полноценно обработать с помощью лишь ручного оборудования для ковки. Да и цена этого оборудования довольно большая, даже когда речь идет о простейшем станке улитке.
Если домашний умелец сделает какое-то изделие на самостоятельно изготовленном кондукторе, то вещь будет уникальной, хотя по некоторым параметрам и будет уступать той, которая сделана в заводских условиях. Если планируется делать большое количество деталей с помощью холодной ковки, то лучше всего сделать кондуктор с электромотором. Так вы облегчите себе рабочий процесс.
Полезным будет предусмотреть изготовление на станке основных видов работ – вытяжки, гибки и закручиваний. Эти устройства можно объединить во время создания кондуктора своими руками.
Во время вытяжки изделию придается определенная форма. Для чего ее нужно пропустить через валики или пресс, причем сечение исходного сырья уменьшится.
Процесс гибки состоит в том, что деталь гнут под требуемым углом. Выполнить эту операцию можно с помощью шаблонов. Они делаются таким образом: подготавливается чертеж изделия, по которому после делается шаблон.
На стальную пластину приварите завитушку, после этот лист крепится на станке в держателе. Окончание заготовки устанавливают в прорезь, второй конец фиксируется.
С помощью рычага происходит воздействие на один конец изделия, которое нужно протащить по всем изгибам пластины, используемой в роли шаблона.
Делая шаблон, сварочный шов нужно проводить с внешней стороны, иначе он будет мешать при дальнейшей эксплуатации изделия.
Часто мастера сами собирают простые устройства, с помощью которых можно изготавливать довольно оригинальные изделия. Тут все зависит от опыта мастера. Рассмотрим одну из таких самодельных моделей, чтобы понять сам принцип.
Станок «Улитка» для ковки своими руками
С помощью этого станка домашние мастера выполняют всевозможные кольца и спирали, завитушки, волны. Чтобы сделать этого рода станок, нужно действовать согласно чертежам и технологии, которая включает в себя ряд этапов.
Прежде чем делать любые приспособления, ручные инструменты или станки для художественной ковки, требуется выполнение графических изображений, шаблонов, эскизов, чертежей будущего приспособления.
Чтобы более точно получилась разметка, лучше всего пользоваться миллиметровой бумагой. Нарисуйте на ней спираль, у которой постепенно увеличивается радиус витков. Между витками нужно соблюдать одинаковый шаг. Нужно сказать, что это условие необходимо соблюдать только в случаях, если нужна симметричность узоров, как правило, делают не более 4 шт.
Также учитывайте и то, какие будут заготовки, с которым нужно работать. Дистанцию между витками нужно сделать так, чтобы она немного превышала диаметр металлических прутьев, иначе сложно будет доставать из станка готовое изделие.
Чтобы создать полноценный процесс работы, необходимо сделать надежную фиксацию одного конца изделия. Тут понадобится кусок прута, который равен ширине полос. Для фиксации рабочей площадки потребуется верстак. Часто в роли стойки используют кусок толстостенной трубы. Главное – обеспечить максимальную фиксацию, так как при холодной ковке усилия прилагаются довольно большие.
Сборка станка
По длине конструкции можно приварить небольшие кусочки прутков с расстоянием 5-6 см, в рабочей площадке для них нужно сделать специальные отверстия. Не забывайте тщательно крепить концы изделий, которые будете выгибать.
Холодная ковка является особенно популярной среди начинающих в кузнечном деле.
Для изготовления изделий этим способом не нужно ни хорошо оборудованной мастерской (можно обойтись гаражом или сараем), ни обладания большим опытом, не нужны особые знания о поведении металлов.
Что касается приспособлений, то все необходимые станки и инструменты можно изготавливать своими руками в домашних условиях.
- Николай Иванович Матвеев
- Распечатать
Источник: https://stanok.guru/stanki/kovochnoe-ustroystvo/stanok-dlya-holodnoy-kovki-svoimi-rukami-chertezh-i-video.html
Простуда — NHS
Часто можно лечить простуду, не обращаясь к врачу. Вы должны почувствовать себя лучше примерно через неделю или 2.
Проверьте, не простужены ли вы
Симптомы простуды появляются постепенно и могут включать:
- заложенность или насморк
- боль в горле
- головные боли
- мышечные боли
- кашель
- чихание
- повышенную температуру
- давление в ушах и лице
- потеря вкуса и запаха
Симптомы одинаковы у взрослых и детей.Иногда симптомы длятся дольше у детей.
Различия между простудой и гриппомСимптомы простуды и гриппа похожи, но грипп обычно протекает тяжелее.
| Холодный | Грипп |
|---|---|
| Появляется постепенно | Появляется быстро в течение нескольких часов |
| В основном влияет на нос и горло | Поражает не только нос и горло |
| Вы чувствуете недомогание, но можете вести себя как обычно (например, идти на работу) | Вы чувствуете усталость и недомогание, чтобы продолжать нормальную жизнь |
Как лечить простуду самостоятельно
Чтобы помочь вам быстрее поправиться:
- отдых и сон
- согреться
- выпить много воды (фруктовый сок или тыква, смешанные с водой, можно), чтобы избежать обезвоживания
- полоскать горло соленой водой, чтобы успокоить боль в горле
Фармацевт может помочь с лекарствами от простуды
Вы можете купить лекарства от кашля и простуды в аптеках или супермаркетах.Фармацевт посоветует вам лучшее лекарство.
Вы можете:
- облегчить заложенность носа с помощью спреев или таблеток с противозастойным средством
- облегчить боль или снизить температуру с помощью обезболивающих, таких как парацетамол или ибупрофен
Будьте осторожны и не используйте лекарства от кашля и простуды, если вы принимаете парацетамол и таблетки ибупрофена, так как их легко принять больше рекомендованной дозы.
Некоторые из них не подходят для детей, младенцев и беременных женщин.
Существует мало доказательств того, что добавки (такие как витамин С, эхинацея или чеснок) предотвращают простуду или ускоряют выздоровление.
Информация:Позвоните в аптеку или свяжитесь с ними через Интернет, прежде чем идти лично. Вы можете заказать доставку лекарств или попросить кого-нибудь забрать их.
Несрочный совет: обратитесь к терапевту, если:
- ваши симптомы не улучшаются через 3 недели
- ваши симптомы внезапно ухудшаются
- ваша температура очень высокая или вы чувствуете жар и дрожь
- вы беспокоитесь о симптомах вашего ребенка
- вам трудно дышать или у вас возникла боль в груди
- у вас длительное заболевание — например, диабет, или болезнь сердца, легких, почек или неврологическое заболевание
- у вас ослабленная иммунная система — например, из-за химиотерапии
Антибиотики
Врачи общей практики не рекомендуют антибиотики при простуде, потому что они не облегчат ваши симптомы и не ускорит ваше выздоровление.
Антибиотики эффективны только против бактериальных инфекций, а простуда вызывается вирусами.
Как избежать простуды
Простуда вызывается вирусами и легко передается другим людям. Вы заразны, пока не исчезнут все симптомы. Обычно это занимает неделю или 2.
Простуда передается микробами при кашле и чихании, которые могут жить на руках и поверхностях в течение 24 часов.
Чтобы снизить риск распространения простуды:
- Часто мойте руки теплой водой с мылом
- Используйте салфетки для улавливания микробов при кашле или чихании
- Используйте салфетки как можно быстрее
Как предотвратить простуду
Больной может распространять простуду за несколько дней до появления симптомов и до исчезновения симптомов.
Лучшие способы избежать простуды:
- Мытье рук теплой водой с мылом
- Не пользоваться полотенцами или предметами домашнего обихода (например, чашками) с человеком, у которого простуда
- Не прикасаться к глазам или носу в случае контакта с вирусом — таким образом он может заразить организм
- оставаться в форме и быть здоровым
Вакцина против гриппа помогает предотвратить грипп, но не простуду.
Посмотрите, как правильно мыть рукиВидео: как мыть руки
Посмотрите это видео, чтобы узнать, как лучше всего мыть руки.
Последний раз просмотр СМИ: 30 марта 2020 г.
Срок сдачи обзора СМИ: 30 марта 2023 г.
Последняя проверка страницы: 19 декабря 2017 г.
Срок следующего рассмотрения: 19 декабря 2020 г.
человеческих популяций в Евразии несут генетический вариант гена, ответственного за ощущение холода, связанное с мигренозными головными болями — ScienceDaily
Распространенный генетический вариант, связанный с мигренозными головными болями, возможно, получил распространение, потому что он помог ранним людям адаптироваться к холодной погоде в северном климате.Феликс Кей из Института эволюционной антропологии Макса Планка и его коллеги сообщают об этих результатах в новом исследовании, опубликованном 3 мая 2018 года в журнале PLOS Genetics .
За последние 50 000 лет некоторые люди покинули теплый климат Африки, чтобы колонизировать более холодные регионы в Азии, Европе и других частях мира. «Эта колонизация могла сопровождаться генетической адаптацией, которая помогала ранним людям реагировать на низкие температуры», — говорит Аида Андрес, которая руководила исследованием.Чтобы найти доказательства этой адаптации, исследователи внимательно изучили TRPM8, ген, который кодирует единственный известный рецептор, который позволяет человеку обнаруживать и реагировать на холодные и холодные температуры. Они обнаружили, что генетический вариант, расположенный выше гена, который может его регулировать, стал все более распространенным среди популяций, живущих в высоких широтах, в течение последних 25000 лет. Только 5% людей с нигерийским происхождением несут этот вариант по сравнению с 88% людей с финским происхождением. В настоящее время процент людей в популяции, несущих этот вариант, увеличивается в более высоких широтах и с более холодным климатом.Интересно, что ученые уже определили, что этот вариант сильно связан с мигренью.
Мигрень — изнурительное неврологическое заболевание, от которого страдают миллионы людей во всем мире. Процент людей, страдающих этим расстройством, варьируется в разных популяциях людей, но самый высокий у лиц европейского происхождения, которые также являются популяцией с самой высокой частотой адаптации к холоду. Исследователи подозревают, что адаптация к холодным температурам в ранних популяциях людей могла в некоторой степени повлиять на различия в распространенности мигрени, существующие сегодня среди групп людей.Феликс Ки отметил, что «это исследование прекрасно показывает, как прошлое эволюционное давление может влиять на современные фенотипы».
История Источник:
Материалы предоставлены PLOS . Примечание. Содержимое можно редактировать по стилю и длине.
Адаптация животных к зиме — дополнительный номер MSU
Людям легко надеть больше слоев или пойти внутрь, чтобы согреться зимой, но как животные эволюционировали, чтобы справляться с холодом и снегом?
Когда температура падает, дни становятся короче и, возможно, даже начинает падать снег, у людей есть множество способов согреться.Мы можем надеть больше слоев одежды или большое пальто — шляпы, перчатки и шарфы могут покрывать участки кожи, которые могут быть более подвержены воздействию погодных условий, — или мы можем укрыться в теплом здании. Эти действия помогают сохранить здоровье и безопасность людей в сезон, когда из-за низких температур могут возникнуть различные риски для здоровья. Большинство животных не могут найти те же методы сохранения тепла и благополучия зимой, но они выработали удивительные приспособления, позволяющие выжить в условиях низких температур. Расширение Мичиганского государственного университета исследует некоторые способы, которыми животные справляются с зимней погодой.
По данным Службы национальных парков, существует три основных стратегии выживания животных, а также насекомых и растений в условиях низких температур: миграция, спячка и устойчивость (устойчивость). Давайте рассмотрим каждый из них более подробно.
Миграция
Миграция — это перемещение группы животных из одного места в другое, как правило, с целью изменения среды обитания или среды обитания. Мы можем часто думать о птицах, которые «летят на юг» на зиму, но миграция может быть намного больше.Это может быть путешествие на восток и запад, изменение высоты вверх или вниз по горе или даже поездка в разные места в разное время. Продолжительность времени будет варьироваться в зависимости от пройденного расстояния. Чтобы завершить свое путешествие, животные или насекомые могут пройти от нескольких часов до дней или даже недель.
Многие факторы могут повлиять на то, когда животные «знают», что пора двигаться, включая продолжительность светового дня, изменения в доступной пище и количество энергии, необходимое для того, чтобы согреться. Примеры перелетных животных — Щелкунчик Кларка, лось и олень-мул, обитающие в национальном парке Глейшер в Монтане.Все три этих животных летом живут высоко в горах, но зимой отправляются на горную базу, чтобы получить лучший доступ к пище и более мягкие погодные условия.
Хотя миграция может показаться очень хорошим способом избежать зим, она создает большой стресс для животных, потому что на путешествие уходит так много энергии, и когда они прибывают, все еще идет конкуренция за ресурсы, такие как еда и жилье, с местными жителями. виды.
Гибернация
Спящий режим — вторая стратегия выживания при низких температурах.Гибернация — это длительное бездействие или бездействие, а термин «оцепенение» — это кратковременное бездействие. Определение спячки из «Руководства для учителя по зимней экологии» Службы национальных парков звучит так: «… физическое состояние, при котором функции организма животного замедляются, чтобы сохранить энергию в период отсутствия пищи и воды и низких температур». Эта более медленная функция организма характеризуется снижением температуры тела и снижением дыхания или дыхания. Животное обычно сворачивается в плотный клубок, чтобы согреться, температура тела падает, дыхание и частота сердечных сокращений замедляются.Эти действия уменьшают количество энергии, которое животное должно расходовать, чтобы остаться в живых, чтобы оно могло жить за счет накопленных запасов жира, вместо того, чтобы постоянно искать пищу.
Стратегии гибернации существуют в виде континуума от «настоящих спящих» до «глубокого сна» и, наконец, «периодического сна». Примерами настоящих хибернаторов являются колумбийские суслики и сурки, оба из которых испытывают резкое падение температуры тела (обычно 90 градусов по Фаренгейту против 39 F во время спячки) и очень медленное дыхание (вдох каждые четыре-шесть минут).Медведи, с другой стороны, относятся к категории глубокого сна, потому что они не испытывают резкого падения температуры тела; вместо этого к наступлению зимы они отращивают густую шерсть. Еноты и серые белки попадают в категорию случайных спящих, потому что они обычно остаются активными зимой, за исключением очень низких температур.
Сопротивление
Окончательная эволюционная адаптация — устойчивость или терпимость к холоду. Есть много-много способов, которыми эта адаптация развивалась у разных видов.Животные, живущие в холодном климате, обычно крупнее, поэтому отношение массы тела к поверхности у них выше. Например, холодные медведи, такие как белые медведи, крупнее медведей, обитающих в тропических регионах, таких как солнечные медведи. Птицы распушают перья, чтобы вокруг их тела оставался воздух, сбиваются в кучу, чтобы согреться, или устраиваются на ночлег в дуплах деревьев.
Крошечные ушки и хвосты — еще одна особенность животных, которые, как и пищуха, являются родственниками кролика. Маленькие придатки, расположенные близко к телу, сохраняют тепло и устойчивы к обморожениям по сравнению с большими ушами или длинными хвостами.Более толстые слои меха или волос прорастают, чтобы действовать как дополнительный слой изоляции. У горных коз очень густой шерстяной подшерсток и полая шерсть, которая удерживает воздух близко к телу, защищая от холода и влаги. Как и у горных козлов, у лосей также растет пальто из священной шерсти, чтобы согреться.
Более короткий световой день помогает вызвать реакцию «главной железы» тела, гипоталамуса, на изменение поведения или внешнего вида, чтобы подготовиться к холоду. Некоторые животные увеличивают потребление пищи, чтобы накапливать запасы жира, что позволяет им выжить при ограниченном количестве пищи.Другие животные, такие как бобры или красные белки, создают тайники с едой, то есть они собирают лишнюю еду, когда она есть, хранят ее, а затем получают запас на зиму.
Снежные зайцы, ласки, песцы и куропатки меняют цвет с приближением зимы. Их мех или перья меняют цвет с коричневого на белый, что дает им два основных преимущества: новый мех или перья более толстые и действуют как лучший изолятор, чем коричневое летнее пальто, а изменение цвета позволяет этим животным замаскироваться на снегу. избегайте хищников и охотьтесь на добычу.
Для получения дополнительной информации о зимней адаптации посмотрите видео и информацию от Службы национальных парков.
Вы нашли эту статью полезной?
Расскажите, пожалуйста, почему
РазместитьГлоссарий по ковке | Группа «Все металлы и кузница»
ForgeLog — Глоссарий по ковке, представляет собой словарь из нескольких сотен терминов, используемых в кузнечной и металлообрабатывающей промышленности.Щелкните букву алфавита, чтобы просмотреть все термины в определенном разделе. Этот контент защищен авторским правом, но доступен для вашего личного использования.
Как и в Википедии, если у вас есть какие-либо дополнительные слова или термины, которые вы хотели бы добавить в этот сбор информации, сделайте это, отправив и отправив информацию по электронной почте на адрес [email protected]. Спасибо за ваш рекомендуемый вклад.
А Б В Г Д Е Ж З И Й К Л М Н О П Р С Т У Ф Х Ц Ч Ш Щ Ъ Ы Ь Э Ю Я
Если вас интересует быстрое и бесплатное предложение по открытым штампованным деталям:
А
Age — операция, при которой поковки подвергаются низкотемпературной обработке в течение определенных периодов времени, чтобы вызвать полное или частичное осаждение растворенных веществ в сплаве, что приводит к контролируемому упрочнению металла.
Старение (старение) — Последняя часть двухэтапной термической обработки, применяемая к некоторым сплавам для упрочнения и упрочнения (см. Также Термическая обработка в растворе). Старение включает нагревание до относительно низкой температуры в течение определенного периода времени и приводит к контролируемому осаждению компонента, растворенного во время обработки нагреванием раствора.
Старение — Изменение свойств металла, которое происходит при относительно низкой температуре после окончательной термообработки или заключительной операции холодной обработки: старение имеет тенденцию восстанавливать равновесие в металле и устранять любое нестабильное состояние, вызванное предыдущей операцией.
Качество самолетов — Обозначает запас достаточного качества для изготовления деталей, подвергающихся высоким нагрузкам, для самолетов или других ответственных применений. Такие материалы имеют чрезвычайно высокое качество и требуют строго контролируемых ограничительных методов при их производстве, чтобы они соответствовали жестким требованиям, таким как контроль магнитных частиц (см. Спецификацию материалов для аэрокосмической промышленности 2301).
Пневматический отбойный молоток — Тип отбойного молотка, в котором гидроцилиндр поднимается при каждом ходе пневмоцилиндра.Поскольку длину хода можно регулировать, можно изменять скорость ползуна и, следовательно, энергию, подаваемую на рабочее место.
Сплав — материал, имеющий металлические свойства и состоящий из двух или более химических элементов, из которых по крайней мере один является металлом. На практике это слово обычно используется для обозначения относительно высоколегированной марки материала — например, «легированных» сталей в отличие от «углеродистых» сталей. Материалы легированы для улучшения физических и механических свойств, таких как прочность, пластичность и прокаливаемость.
Отжиг — операция полной термической обработки, при которой металл нагревается до температуры выше его критического диапазона, выдерживается при температуре, достаточной для полной рекристаллизации, а затем медленно охлаждается до достижения критического диапазона. Отжиг устраняет рабочие деформации, снижает твердость и увеличивает пластичность.
Вспомогательные операции — Дополнительные операции обработки, выполняемые на поковках для получения свойств, таких как состояние поверхности или формы, не получаемые при обычной операции обработки.
Осевые валки — При прокатке по кольцу, вертикально перемещаемые, конические валки, установленные в горизонтальном перемещении с противоположной стороны, но на той же центральной линии, что и основной валок и прокатный стержень. Осевые валки регулируют высоту кольца в процессе прокатки.
В начало
B
Обратная экструзия — Принуждение металла течь в направлении, противоположном движению пуансона или матрицы.
Опорный рычаг — Устройство для поддержки оправки кольцепрокатного стана сверху во время прокатки.
Пруток — Профиль горячекатаный из заготовки до такой формы, как круглая, шестиугольная, восьмиугольная, квадратная или прямоугольная, с острыми или закругленными углами или кромками, с площадью поперечного сечения менее 16 дюймов; сплошная секция, которая является длинной по отношению к ее размерам поперечного сечения, имеет полностью симметричное поперечное сечение и ширина или наибольшее расстояние между параллельными гранями составляет 3/8 дюйма или более.
Станина — Стационарная плита пресса, к которой прикреплен узел нижней матрицы.
Гибка — Операция по предварительной формовке (гибке) заготовки до приближенной формы штампа для последующей ковки; также включает окончательную формовку. Изгиб или скручивание (дефект) — Деформация, похожая на коробление, но возникающая по разным причинам; обычно возникает при ковке или обрезке. Когда искажение происходит по длине детали, это называется «изгиб»; когда по ширине, это называется «скрутка». Поковки с малой осадкой и без тяги более подвержены изгибу, так как их необходимо снимать с штампов с помощью какой-либо формы механического выталкивания.Тупые инструменты обрезки и неправильная раскладка вызовут изгиб при обрезке. Когда изгиб или скручивание превышает допуски, это считается дефектом. Корректирующие действия включают правку вручную, правку на станке или повторную обработку холодным способом.
Гибка — Операция предварительной ковки для придания детали приблизительно правильной формы для последующей формовки.
Заготовка — (1) полуфабрикат, горячекатаный из металлического слитка, с прямоугольным поперечным сечением, как правило, в пределах 16-36 дюймов, ширина менее чем в два раза превышает толщину.Если поперечное сечение превышает 36 дюймов, термин «блюм» используется правильно, но не повсеместно. Размеры меньше 16 дюймов обычно называют «стержнями»; твердый полуфабрикат круглой или квадратной формы, прошедший горячую штамповку или экструзию. (2) Полуфабрикат, зубчатый, горячекатаный или непрерывнолитый металлический продукт однородного сечения, обычно прямоугольного с закругленными углами. Заготовки относительно крупнее стержней.
Заготовка — кусок заготовки (также называемый «заготовкой» или «множеством»), из которого должна быть изготовлена поковка.
Пескоструйная очистка (пескоструйная очистка) — Процесс очистки или отделки металлических предметов с использованием воздушной струи или центробежного колеса, который с высокой скоростью перемещает абразивные частицы (песок, песок или дробь) к поверхности заготовки.
Блок — операция ковки, при которой металлу постепенно формируют желаемую форму и контур с помощью штампа (используется, когда запланирована только одна операция блока).
Удар — Удар или сила, создаваемая одним рабочим ходом кузнечного оборудования.
Бобышка — относительно короткий выступ или выступ на поверхности поковки, часто цилиндрической формы.
Отжиг в ящике — Процесс термообработки, при котором отжигаемый металл упаковывается в закрытый контейнер для защиты его поверхностей от окисления. Иногда используется для описания процесса помещения поковок в закрытый контейнер сразу после завершения операций по ковке, что позволяет поковкам медленно остывать.
Твердость по Бринеллю — Твердость металла или детали, представленная числом, полученным из соотношения между приложенной нагрузкой и сферической площадью отпечатка, нанесенного стальным шариком, вдавливаемым в поверхность исследуемого материала.
Определение твердости по Бринеллю — Метод определения твердости материалов; включает вдавливание закаленного шара заданного диаметра в поверхность материала при известном давлении (шар 10 мм, нагрузка 500 кг для алюминиевых сплавов). Число твердости по Бринеллю является результатом расчетов с учетом нагрузки и сферической площади отпечатка шара. Испытательные машины с прямым считыванием показаний, предназначенные для быстрых испытаний, обычно используются для текущего контроля поковок и в качестве функции контроля термообработки.
В начало
С
Карбонитрирование — процесс цементации железосодержащих металлов в газовой атмосфере, содержащей как углерод, так и азот.
Корпус — Поверхностный слой сплава, который стал значительно более твердым, чем внутренняя часть, путем некоторой операции закалки.
Цементная закалка — Термическая обработка или комбинация процессов, при которой поверхностный слой сплава черных металлов становится значительно более твердым, чем внутренний.Обычно используются методы науглероживания, цианирования, азотирования, нагрева и закалки. Упрочнение может обеспечить твердую износостойкую поверхность поковки, сохраняя при этом более мягкий и прочный сердечник.
Центрирующий рычаг — при прокатке по кольцу, внешние валки, регулируемые по внешнему диаметру кольца во время прокатки. Ролики поддерживают и направляют кольцо по средней линии для достижения округлости.
Испытание по Шарпи — Испытание на удар маятникового типа, при котором образец поддерживается как простая балка и делается надрез напротив точки удара.Энергия, необходимая для разрушения балки, используется в качестве показателя измерения ударной вязкости.
Chop — Дефект штамповки; металл, срезанный с вертикальной поверхности и распределяемый штампом по прилегающей горизонтальной поверхности.
Очистка — процесс удаления окалины, оксидов или смазки, полученных во время нагрева для ковки или термообработки, с поверхности ковки. (См. Также струйная обработка, травление, акробатика).
Зубцы — Операция уменьшения при переработке слитка в заготовку с помощью ковочного молота или ковочного пресса.
Чеканка — Процесс приложения необходимого давления ко всей или некоторой части поверхности поковки для получения более жестких допусков или более гладких поверхностей или для устранения тяги. Чеканка может производиться в горячем или холодном состоянии поковки и обычно выполняется на поверхностях, параллельных линии разделения поковки.
Холодная штамповка — Поковка, подвергнутая повторной обработке холодной штамповкой, чтобы обеспечить более жесткие допуски на расстояние до поверхности, заострить углы или контуры, уменьшить толщину профиля, сплющить определенную поверхность или, в случае термически обрабатываемых сплавов, повысить твердость.
Холодный осмотр — Визуальный (обычно окончательный) осмотр поковок на наличие видимых дефектов, размеров, веса и состояния поверхности при комнатной температуре. Этот термин также может использоваться для описания некоторых неразрушающих испытаний, таких как магнитные частицы, пенетрант красителя и акустический контроль.
Холодный затвор — Дефект, характеризующийся трещиной или нахлестом на поверхности поковки, которая была закрыта без плавления во время операции ковки.
Обычная поковка — Поковка, характеризующаяся сложностью конструкции и допусками, которые относятся к широкому диапазону общей практики ковки.
Сердечник — более мягкая внутренняя часть детали из сплава, подвергшейся поверхностному (поверхностному) упрочнению; или часть поковки, удаленная трепанацией или штамповкой.
Критическая точка — Температура металла, при которой происходит рекристаллизация или другое фазовое превращение.
Критический (температурный) диапазон — Температуры, при которых происходят изменения фазы металла. Изменения определяются поглощением тепла при нагревании металла и выделением тепла при его охлаждении.
В начало
D
Обезуглероживание — Потеря углерода с поверхности стали в результате нагрева выше более низкой критической температуры или химического воздействия. Обезуглероживание обычно незначительно присутствует в стальных поковках. Чрезмерное обезуглероживание может привести к дефекту продукции.
Удаление окалины — Процесс удаления окалины с нагретой заготовки до или во время операций ковки с использованием таких средств, как дополнительные удары, проволочные щетки, скребки или водяная струя.
Чертеж — операция ковки, при которой поперечное сечение поковки уменьшается, а заготовка удлиняется между плоскими или простыми контурными штампами. (См. Также Фуллера).
В начало
F
F.A.O. — аббревиатура «отделка по всей поверхности», обозначает, что поковка должна иметь достаточный размер по сравнению с размерами, указанными на чертеже, чтобы все поверхности могли быть обработаны для получения размеров, указанных на чертеже.Величина дополнительного припуска, необходимого для припуска на обработку, зависит от размера и формы детали и согласовывается поставщиком и пользователем.
Ковка в плоских штампах (ковка в открытых штампах) — Ковка, обрабатываемая между плоскими или простыми фигурными штампами путем повторяющихся ходов и манипуляций с заготовкой. Также известна как «ручная» или «кузнечная» ковка.
Качество поковки — термин, описывающий заготовку достаточно высшего качества, чтобы сделать ее пригодной для коммерчески удовлетворительных поковок.
Фуллер (оттиск для долбления) — Часть штампа, которая используется при ударной ковке, в первую очередь, для уменьшения поперечного сечения и удлинения части поковки. Оттиск доливки часто используется вместе с кромкообрезным станком (или оттиском кромки).
В начало
G
Зерно — Характерная кристаллическая структурная единица металлов и сплавов.
Зерновой поток — Волокнистые линии, появляющиеся на полированных и протравленных участках поковок, которые возникают из-за ориентации составляющих металла в направлении обработки во время ковки.Поток зерна, полученный за счет правильной конструкции штампа, может улучшить требуемые механические свойства поковок.
Размер зерен — средний размер кристаллов или зерен в металле, измеренный по принятому стандарту.
Гравитационный молот — Класс ковочного молота, в котором энергия для ковки получается за счет массы и скорости свободно падающего плунжера и прикрепленного к нему верхнего штампа. Примерами являются молотки для досок и пневмоударники.
Шлифование — Процесс удаления металла абразивным истиранием с прутка или заготовки для подготовки поверхностей заготовки к ковке.Иногда используется для удаления неровностей поверхности
и заусенцев с поковок.
В начало
H
Поковка для молотка — Поковка, которая изготавливается на плоской матрице парового молота. Кованая деталь, изготовленная на ковочном молотке, или процесс формирования такой детали. (См. Также Бортовой молоток, Молоток с механическим приводом, Тросовый молоток).
Ручная кузница (кузнечная кузница) — Операция ковки, при которой формовка выполняется на штампах, которые обычно являются плоскими.Деталь имеет примерно необходимую форму с минимальным боковым ограничением или без него; включены операции с оправками.
Ручная поковка — Ковка, сделанная вручную на наковальне или с помощью механического молота без штампов, с точным чистовым оттиском детали. Такие поковки приближаются друг к другу по размеру и форме, но не обладают коммерческой точностью изготовления штампованных поковок. Используется там, где количество требуемых поковок не оправдывает затрат на специальные штампы, или когда размер или форма детали таковы, что требуются иные средства, кроме штамповки.Ковка обрабатывалась между плоскими штампами или штампами простой формы путем повторяющихся ударов и манипуляций с изделием. Также известна как кузнечная ковка или ковка в плоских штампах.
Закалка — Термическая обработка, заключающаяся в нагреве сплава до температуры в пределах или выше критического диапазона, поддержании этой температуры в течение заданного времени (обычно 15-30 минут), затем закалка или иное быстрое охлаждение. Для упрочняющихся на старение сплавов — двухэтапный процесс, состоящий из термообработки на твердый раствор и старения.
Нагрев (поковка) — Количество поковки, помещаемой в печь периодического действия за один раз.
Термическая обработка — Комбинация операций нагрева, выдержки и охлаждения, применяемая к металлу или сплаву в твердом состоянии для получения желаемых свойств.
Ступица — Втулка, которая находится в центре поковки и является частью корпуса поковки.
В начало
я
Испытание на удар — Испытания, которые определяют энергию, поглощенную при разрыве испытательного стержня на высокой скорости.(См. Также тест Шарпи, тест Изода).
Поковка для штамповки для слепков — Поковка, которой придана требуемая форма и размер путем механической обработки штампов в специально подготовленных штампах, которые обеспечивают трехмерное управление заготовкой.
Включение — Примеси в металле, обычно в виде частиц в механической смеси.
Тест Изода — Испытание на удар маятникового типа, при котором образец опирается на один конец в виде консольной балки, а энергия, необходимая для отрыва свободного конца, используется в качестве меры ударной вязкости.
В начало
Дж
Jominy — Испытание стали на прокаливаемость для определения глубины закалки, достигаемой при определенной термообработке.
В начало
л
Lap — Поверхностный дефект, появляющийся в шве, вызванный загибом горячего металла, ребер или острых углов и последующей прокаткой для вковки (но не сварки) их в поверхность.
Сыпучий материал — Во время операций ковки части заусенцев часто отрываются, что требует очистки штампов между ударами ковки; Обычно это достигается путем смазки штампа, когда на него обдувается воздух.Недостаточная очистка приводит к тому, что куски заусенцев попадают в поверхность поковки. Такие поковки часто восстанавливаются путем удаления незакрепленных деталей и горячей повторной ковки для заполнения углублений.
В начало
M
Macrotech — Процедура тестирования таких условий, как пористость, включения, сегрегация, образование кабельных каналов и поточные линии после горячей обработки. После нанесения подходящего травильного раствора на полированную металлическую поверхность структуру, обнаруженную при воздействии реагента, можно наблюдать визуально.
Испытание на магнитных частицах — Метод неразрушающего контроля для проверки участков на поверхности или вблизи поверхности ферромагнитных материалов. Металл намагничивается, затем наносится железный порошок. Порошок прилипает к линиям утечки потока, обнажая поверхностные и приповерхностные неоднородности. Магнитопорошковые испытания используются как для приемочных испытаний сырья, так и для проверки продукции. Уровень качества обычно оговаривается производителем и покупателем заранее.
Magnaglo © — Тип тестирования магнитных частиц, при котором магнитный порошок является флуоресцентным, а проверка проводится при черном свете.(См. Также Испытание магнитными частицами). Торговое наименование Magnaflux Corp.
Поковка на оправке — Процесс прокатки и ковки полой заготовки на оправке для производства бесшовных колец или труб без сварки.
Механические свойства — Свойства материала, которые проявляют упругую и неупругую реакцию при приложении силы или которые включают взаимосвязь между напряжением и деформацией; например, модуль зависит от химического состава, ковки и термообработки.
Микроструктура — Структура и внутреннее состояние металлов, обнаруженные на шлифованной и полированной (а иногда и протравленной) поверхности при наблюдении при большом увеличении (более 10 диаметров).
В начало
N
Цветные металлы — Металлы или сплавы, не содержащие заметного количества железа; применяется к таким металлам, как алюминий, медь, магний и их сплавы.
Нормализация — Термическая обработка, при которой сплавы железа нагреваются до температуры примерно на 100 ° F выше критического диапазона, выдерживают эту температуру в течение необходимого времени и охлаждают до комнатной температуры на воздухе.
В начало
O
Перегрев — Может возникнуть в печах предварительного нагрева перед ковкой или во время операции термообработки. Состояние возникает, когда температура металла превышает критическую температуру соответствующего сплава и происходит фазовое изменение; это также известно как температура превращения. Внешне перегретый материал часто образует пузыри или паутину мелких трещин; внутренне перегрев вызывает осаждение расплавленных компонентов вокруг границ зерен и образование округлых пулов расплавленных компонентов, часто называемых «розетками».
В начало
-п.
Травление — Процесс удаления окалины с поковок путем обработки в горячей кислотной ванне.
Pierce — При прокатке колец процесс создания сквозного отверстия в центре высаженной поковки, применяемый для подготовки кольцевой заготовки.
Плоскость, поковка — Плоскость, которая включает основную поверхность штампа и перпендикулярна направлению хода поршня; при плоском разъеме плоскость поковки совпадает с линией разъема.
Молоток с механическим приводом — Ковочный молот с паровым или воздушным цилиндром для подъема ползуна и усиления его удара вниз.
Прецизионная поковка — Поковка, произведенная с более жесткими допусками, чем обычно считается стандартной в отрасли.
Преформа — операция ковки, при которой заготовка предварительно формуется или формируется до заданного размера и контура перед последующими операциями штамповки; операция может включать волочение, гибку, правку, кромку, долбление, прокатку или осадку.Операция с преформой не считается плановой операцией, если не требуется отдельная плавка; обычно, когда требуется операция преформы, она предшествует операции ковки и будет выполняться вместе с операцией ковки и при той же температуре. В кольцевой прокатке термин, который обычно применяется к заготовкам корки определенной формы, которые используются для профильной (контурной) кольцевой прокатки.
Предварительный нагрев — Высокотемпературная пропитка, используемая для изменения металлургической структуры при подготовке к последующей операции, обычно применяемая к слитку.
Prepierce — При прокатке колец вертикально установленный пробивной инструмент, используемый для подготовки кольцевых заготовок на прессе для кольцевых заготовок. Конический инструмент различного диаметра и длины.
Ковочный пресс — Формовка металла между штампами с помощью механического или гидравлического давления. Обычно это достигается за один рабочий ход пресса для каждой станции штамповки.
Пуансон — Операция резки с целью удаления части металла, обозначенной внутренней линией разъема в заблокированной или готовой поковке; операция обычно выполняется на обрезном прессе с использованием штампа — инструмента, используемого для пробивки отверстий в металле.Подвижная матрица пресса или кузнечной машины.
В начало
R
Стан для прокатки радиальных колец (RW) — Тип оборудования для ковки колец для производства бесшовных катаных колец с контролем только внешнего и внутреннего диаметров.
Радиальный валок (основной валок, поворотный валок) — Основной ведомый валок прокатного стана для прокатки колец при радиальном проходе. Рулон поддерживается с обоих концов.
Радиальное усилие прокатки — Действие, создаваемое горизонтальным прижимающим усилием раскатывающего стержня, действующим на кольцо и основной валок.Обычно выражается в метрических тоннах.
Барабан — Подвижная или падающая часть отбойного молотка или пресса, к которой прикреплена одна из штампов; иногда наносится на верхнюю плоскую матрицу парового молота.
Уменьшение площади (сокращение площади) — Разница в образце, растянутом на растяжение, между размером исходной площади сечения и размером области в точке разрыва. Обычно он выражается как процент уменьшения площади поперечного сечения образца при растяжении после разрыва.
Прокатка колец — Процесс формовки бесшовных колец из перфорированных дисков или толстостенных кольцевых заготовок между валками, которые контролируют толщину стенки, диаметр, высоту и контур кольца.
Проверка твердости по Роквеллу — Метод определения относительной твердости материала путем измерения глубины остаточного проникновения стального шарика или алмазного острия при контролируемой нагрузке.
Ролик (роликовый слепок) — Часть ковочного штампа, поперечное сечение которой изменяется ударом или прессованием во время вращения заготовки.
Вальцовка — операция ковки, при которой стержень обрабатывается между фигурными штампами при его повороте между ударами для получения переменного круглого поперечного сечения.
Оправка для прокатки — При прокатке по кольцу вертикальный валок достаточного диаметра для приема кольцевых заготовок различного размера и приложения усилия прокатки на оси, параллельной основному валку.
В начало
S
Пескоструйная очистка — Процесс очистки поковок путем подачи на них песка с большой скоростью.(См. Также пескоструйная очистка).
Ножницы — Процесс механической резки металлических прутков до необходимой длины заготовки, необходимой для ковки желаемого продукта.
Башмак — Держатель, используемый в качестве опоры для неподвижных частей штампов для ковки и обрезки.
Дробеструйная очистка — Процесс очистки поковок путем метания металлической дроби с высокой скоростью под действием давления воздуха или центробежной силы на поверхности поковок. (См. Также пескоструйная очистка).
Усадка — Усадка металла при охлаждении после ковки. Оттиски штампа изготавливаются с увеличенным размером в соответствии с точными шкалами усадки, чтобы поковки могли усадиться до проектных размеров и допусков.
Калибровка — Процесс, используемый для точного контроля диаметра колец или трубчатых компонентов.
Молот Смита — Любой перфоратор, в котором штампы не используются для воспроизведения коммерчески точной поковки.
Термообработка в растворе — Процесс, в котором сплав нагревается до подходящей температуры, выдерживается при этой температуре достаточно долго, чтобы определенный компонент перешел в твердый раствор, а затем быстро охлаждается, чтобы удержать компонент в растворе.Металл остается в перенасыщенном, нестабильном состоянии и может проявлять старение.
Сфероидизация — Форма отжига, заключающаяся в продолжительном нагреве сплавов на основе железа при температуре, как правило, немного ниже критического диапазона, с последующим относительно медленным охлаждением. Придает графиту сфероидальную форму.
Паровой молот — Тип ударного молота, в котором ползун поднимается для каждого хода паровым цилиндром двойного действия, а энергия, передаваемая на заготовку, передается за счет скорости и веса ползуна и прикрепленного верхнего штампа, приводимого вниз с помощью давление пара.
Снятие напряжения — Процесс снижения остаточных напряжений в металлическом объекте путем его нагрева до подходящей температуры и выдержки в течение достаточного времени. Эта обработка может применяться для снятия напряжений, вызванных закалкой, нормализацией, механической обработкой, холодной обработкой или сваркой.
Swage — операция уменьшения или изменения площади поперечного сечения за счет вращения ложи при быстром ударе. Инструмент для чистовой обработки с вогнутой рабочей поверхностью; пригодится для завершения работы после ее предварительного прорисовки в размер.
В начало
Т
Настольный стан — При прокатке колец, тип оборудования для ковки колец, в котором используется несколько оправок с общим основным валком. Обычно используется при крупносерийном производстве катаных колец малого диаметра.
Свойства при растяжении — Данные свойств, полученные в результате испытания образца на растяжение, включая предел прочности, удлинение, уменьшение площади и предел текучести.
Предел прочности на разрыв — Максимальная нагрузка на единицу начальной площади поперечного сечения, полученная до разрыва при испытании на растяжение.
Tonghold — Часть ложи, за которую оператор захватывает приклад клещами. Небольшая часть металла, выступающая из поковки, используемая для манипуляций с изделием, обычно обрезана.
Клещи — Металлический держатель, используемый для обработки металлических предметов.
Галтовка — Процесс удаления окалины с поковок во вращающемся контейнере путем столкновения друг с другом с абразивными частицами и небольшими частями металла. Процесс удаления окалины и шероховатости с поковок путем ударов друг о друга вместе с абразивным материалом во вращающейся емкости.
В начало
U
Ультразвуковой контроль — Неразрушающий контроль, применяемый к звукопроводящим материалам, имеющим упругие свойства, с целью обнаружения неоднородностей или структурных разрывов внутри материала с помощью ультразвукового луча.
Вертикальная поковка — Поковка, в которой металл помещается в матрицу таким образом, чтобы направление волоконной структуры находилось под прямым углом к граням матрицы.
Высадка — Обработка металла таким образом, что площадь поперечного сечения увеличивается, а длина уменьшается.
Высаженная поковка — Поковка, полученная высадкой прутка, заготовки или блюма подходящей длины; формируется путем подачи или сбора материала под давлением на горячий или холодный металл между штампами, работающими в горизонтальной плоскости.
Высадочная машина (кузнечно-прессовая машина) — Станок горизонтального действия, используемый для изготовления высадочных поковок.
В начало
Вт
коробление — Термин, обычно применяемый к деформации, возникающей во время закалки из-за температуры термообработки; Выпрямление вручную, правка прессом или повторная обработка холодным способом используются в зависимости от конфигурации детали и степени деформации.Состояние определяется применимыми допусками прямолинейности; за пределами допусков коробление является дефектом и причиной брака.
В начало
Y
Предел текучести — нагрузка на единицу исходного поперечного сечения, при которой происходит заметное увеличение деформации образца без увеличения нагрузки. Обычно он рассчитывается исходя из нагрузки, определяемой падением балки испытательной машины или использованием разделителей. Напряжение в материале, при котором происходит заметное увеличение деформации без увеличения напряжения.
Предел текучести — Stess, соответствующий некоторой фиксированной остаточной деформации, такой как смещение 0,1 или 2,0% от наклона модуля упругости.
В начало
Z
Zyglo © — Метод неразрушающего контроля поверхности преимущественно немагнитных материалов с использованием флуоресцентных пенетрантов. Торговое наименование Magnaflux Corp.
All Metals & Forge Group, как производитель поковок, сертифицированный по стандартам ISO 9001: 2008 и AS / EN 9100: 2009 Rev.