Полотенцесушитель своими руками: из полипропилена, металла
Содержание статьи
- 1 Водяные
- 1.1 От чертежа до верстака
- 1.2 Конструкция и технология
- 1.3 «Красное золото»
- 1.4 Блистающий лидер
- 1.5 Экономный компромисс
- 1.6 Пластиковый эрзац
- 2 Электрические
Полотенцесушитель устраняет сырость в ванной комнате, поддерживает комфортную температуру воздуха. Течь вынуждает купить или изготовить полотенцесушитель своими руками, второй способ рассмотрим подробно.
Водяные
Сделать водяной проточный полотенцесушитель можно, имея оснащенную мастерскую или доступ к заводскому оборудованию. Прикиньте стоимость металла, затраты труда, нехватка оснастки и навыков сказывается на итогах. Впрочем, самоделка позволяет оптимизировать габариты и подсоединение, даёт свободу дизайну.
Безопасность зависит от умелого изготовления, порывы несут опасность ожогов!
От чертежа до верстака
Полотенцесушитель металлический водяной отработан до мелочей, основные типы:
- Гнутые U, S, M, Ш – образные.
 Количество петель змеевиков ограничено высотой. Классическая надежная схема. Типовые советские U, M -образные.
Количество петель змеевиков ограничено высотой. Классическая надежная схема. Типовые советские U, M -образные.Современные версии.
- Лесенки из двух вертикальных труб, связанных горизонтальными перемычками меньшего сечения. Синтез практичности и вкуса.
Компактная модификация
- Решетки с полочками, угловые; несимметричные змеевики – разновидности предыдущих. С разворотом петель.Совмещенные
Продукция «МСталь»
- Секционные регистры. Обогрев превыше эстетики.
Громоздкие батареи редко встречаются в душевых.
- Дизайнерские сложной конфигурации. Выразительность доминирует. Забудьте о сушке.
Удачное сочетание образа и функций.
 Количество петель змеевиков ограничено высотой. Классическая надежная схема. Типовые советские U, M -образные.
Количество петель змеевиков ограничено высотой. Классическая надежная схема. Типовые советские U, M -образные.Выбрав желаемый тип, предварительно определяют размеры: длину, высоту, диаметры компонентов. Чтобы минимизировать взаимный нагрев, увеличить полезную теплоотдачу, расстояние между поверхностями секций принимают минимум на 50 мм больше наружного диаметра. Вычерчивают схематический чертеж.
Выполняют расчет тепловой мощности (Q) регистра. Нормативная температура горячей воды 60 – 75˚C, фактическое значение измеряют термометром. Параметры теплоносителя в отопительном стояке: подача – 90˚C, обратка – 70˚C.
Нормативная температура горячей воды 60 – 75˚C, фактическое значение измеряют термометром. Параметры теплоносителя в отопительном стояке: подача – 90˚C, обратка – 70˚C.
Показатель теплового потока находят по формуле:
Коэффициент теплопередачи полированной нержавейки Dу 20 – 40 мм, толщиной до 2 мм принимают на 15 – 20% больше черной стали.
Нормативная теплоотдача конвективно-излучающих приборов ванных комнат составляет: 100 Вт/м² или 40 Вт/м³. Значения умножают на площадь, объем душевой соответственно, полученный результат сравнивают с вычисленной тепловой мощностью радиатора, корректируют размеры секций.
Приближенно подбирают по таблицам:
Тепловой расчет полотенцесушителя облегчает калькулятор: https://stroyday.ru/kalkulyatory/sistemy-otopleniya/kalkulyatory-rascheta-parametrov-registra-otopleniya.html
Строгие теплотехнические вычисления учитывают схему соединения участков:
Заранее определяют способ подключения прибора на месте установки. Концевые штуцеры, сливную пробку, кран Маевского располагают сообразно принятому решению.
Концевые штуцеры, сливную пробку, кран Маевского располагают сообразно принятому решению.
Не забывайте о гидравлическом сопротивлении. Чем чаще поток меняет направление, проходит сквозь местные сужения, тем больше энергии расходуется, скорость падает – циркуляция нарушается.
Влияние радиуса на коэффициент сопротивления.Бессмысленна установка радиатора от пола до потолка при централизованной подаче теплоносителя: вероятна нестабильная непродуктивная работа из-за гидравлических потерь. Принудительная прокачка в автономной системе исключает проблемы, однако ориентироваться при задании размеров следует на тепловые и гидравлические расчеты.
Эргономичным профилям прямоугольного сечения присущи паразитные завихрения вдоль ребер канала. Дополнительные потери напора создают прямоугольные сопряжения теплообменного контура.
Пример программы гидравлического расчета трубопровода отопления: http://www.mathcentre.com.ua/gidravlicheskiy_raschet. Необходима базовая подготовка пользователя, алгоритм не учитывает интенсификацию теплоотдачи с ростом скорости среды. Исходя из сказанного, рационально ориентироваться на подобные по конструкции, мощности серийные образцы, принимая размеры по аналогии.
Необходима базовая подготовка пользователя, алгоритм не учитывает интенсификацию теплоотдачи с ростом скорости среды. Исходя из сказанного, рационально ориентироваться на подобные по конструкции, мощности серийные образцы, принимая размеры по аналогии.
Ходовые типоразмеры стальных приборов – DN 32 – DN 50; толщина стенок рядовых водопроводных труб – 2,5 – 4 мм, нержавеющих – не менее 2 мм. Рабочее давление не превышает 0,6 – 1,0 МПа (6 – 10 атм), пробное – в 1,5 раза выше. Двухмиллиметровая стенка имеет 5 – 10 кратный запас прочности, прибавка компенсирует коррозию, эрозию металла.
Изгибы водопроводных колен, из-за утонения стенок, наиболее подвержены истиранию жидкостью, меняющей направление. Непровары, включения в сварных швах становятся очагами окисления, образования свищей.
Конструкция и технология
Наиболее технологичные змеевики изготавливают гибкой цельного отрезка нужное число раз, на концах приваривают резьбовые сгоны. Функциональность гнутых образцов уступает лесенкам: площадь теплообмена, полезное пространство – меньше
Портативный гидравлический трубогиб усилием 10 тн (100 кН) одолеет водопроводную трубу до 2″, но стационарный станок удобнее. По внутреннему радиусу металл сжимается, по внешнему – растягивается с утонением. При малом радиусе изгиба, недостаточной пластичности образуются гофры, разрывы.
По внутреннему радиусу металл сжимается, по внешнему – растягивается с утонением. При малом радиусе изгиба, недостаточной пластичности образуются гофры, разрывы.
Практика:
Причина дефекта – малый радиус.
Гидравлический ручной трубогиб.
Холодную гибку применяют до диаметра 80 мм. Безнагревный процесс проще для кустаря. Выгодны «мягкие» заготовки минимально допустимой толщины, максимальные радиусы изгиба. Хорошее качество обеспечивают дорновые оправки. Тонкостенные колена гнут, наполнив сухим песком
Способ с набивкой песком:
Заводcкой метод с дорном:
Неотожженные фабрикаты нагревают до 700 – 850˚C, до темно-вишневого и темно красного цвета соответственно. Деформируют с одного подогрева, повторный – ухудшает структуру. Пламенный нагрев добавляет трудоемкую зачистку. Аустенитные марки зачастую подвергают отпуску, проблематичному в частных условиях.
Популярные квадратные трубы оптимальные для прямоугольных теплообменников. Обрезав под 45˚ торцы компонентов, собирают контур. Дуги вальцуют роликовым профилегибом.
ВальцовкаОтверстия под перемычки круглого сечения – сверлят, прямоугольного – вырезают «болгаркой».
Разметка вырезовНадрезкаДолом молоткомТехника вырезов УШМ:
«Красное золото»
Теплопроводность меди в 8,5 раз выше, чем стали. Пластичная медь длительно выдерживает циклические гидравлические нагрузки, превосходит полипропилен по рабочему давлению на порядок. Температурное удлинение при 100˚C – менее 0,1%.
Пластичная медь длительно выдерживает циклические гидравлические нагрузки, превосходит полипропилен по рабочему давлению на порядок. Температурное удлинение при 100˚C – менее 0,1%.
Отожженная легко деформируется. Соединения уголков, тройников c медными трубами, как правило, выполняют пайкой мягкими припоями, реже – механическим обжатием. Посредством резьбовых «американок» монтируют арматуру, подключают к трубопроводу.
Способы соединений.
Купрум обладает антибактериальным эффектом. «Червленое золото» украсит интерьер под старину. Роскошь обойдется в десять раз дороже черной, почти вдвое – нержавеющей стали.
Винтажный стильНе рекомендуется использовать типоразмеры менее 28×1,5 мм для основного контура. Медные трубки малого диаметра не обеспечивают:
- пропускную способность;
- площадь теплоотдачи;
- удобство сушки вещей.
Учитывайте наличие заужения у фитингов с накидными гайками. Практически, диаметр змеевика на типоразмер больше трубопровода или равен таковому.
Сортаменты: EN 1057; ГОСТ 32598-2013; ГОСТ 617-2006. Не путайте метрическую и дюймовую номенклатуру.
Медные, латунные фитинги, фасонные детали.Отметим нюансы применения:
- Сезонное наполнение трубопроводов ускоряет внутреннее окисление, луженые модификации малодоступны, полимерные пленки снижают теплоотдачу.
- Противопоказаны разнородные металлические соединения, образующие гальванические пары.
- Заземление, уравнивание потенциалов выполняют согласно ПУЭ.
- В твердом состоянии соединяют только пайкой фасонных частей. Минимальный внутренний радиус мягкого профиля равен пяти наружным диаметрам.
- Существует вероятность повредить полутора – двухмиллиметровую стенку при ремонте, перестановке оснащения ванной.
Постоянное заполнение чистой, химически нейтральной дистиллированной водой – условие длительной исправной службы. Рациональная ниша – индивидуальное отопление.
Аккуратно спаять оригинальную конструкцию проще оловянным припоем: не будет черноты от перегрева.
Понадобится набор инструментов:
Процесс пайки:
Блистающий лидер
Традиционную углеродистую сталь уверенно вытесняет недешевая нержавейка. Важнейшее преимущество – коррозионная стойкость, в довесок:
- Высокая прочность, жесткость.
- Не нужно красить.
- Привлекательный вид.
- Гигиеничность – грязь не липнет к полировке.
Предпочтительны марки AISI 304 (08Х18Н10), AISI 304L (03Х18Н11), представители четырехсотой группы могут оставлять следы на белье. Промышленные фабрикаты хромируют, никелируют, покрывают имитацией цветмета.
Домашняя отделка ограничивается полировкой. Хромированные полуфабрикаты при перегреве темнеют, покрытие портится.
Трудоемкость самоделок возрастает по порядку:
- Цельные гнутые. Обязательна гибочная оснастка, нагреватель: горелка, резак, паяльная лампа, индуктор – зависит от возможностей.
- Сварные змеевики, собранные с помощью крутоизогнутых отводов. Фасонные детали удорожают проект, отыскать их не всегда удается.
- Горизонтальные или вертикальные секционные регистры с проходными перемычками. Объемные сварочные, зачистные операции. Отверстия зачастую прожигают электродом.
- Лесенки из прямоугольного профиля с круглыми патрубками решетки. Иногда вертикальные стояки, перемычки делают дуговыми, повышая удобство. Трудоемкий техпроцесс, отверстия нужно сверлить. Материал ведет при нарушении порядка сварки.
Высококачественные швы получают вольфрамовыми электродами в инертном газе (TIG). Хорошее соотношение производительность – качество дают проволочные полуавтоматы в защитном газе (MIG/MAG). Чтобы инверторы ручной дуговой сварки показывали приемлемый уровень:
- Подбирают идентичные заготовкам по составу электроды.

- Тщательно очищают щеткой, обезжиривают уайт-спиритом, ацетоном для устойчивой дуги.
- Прилежащие поверхности защищают средством, предотвращающим налипание брызг.
- Выдерживают усадочные зазоры между кромками.
Типовой маршрут изготовления лесенки:
Разметка по чертежу.Резка заготовок УШМ.Подрезка торцов профильных труб под 45˚.Сверление, вырезка болгаркой отверстий под связующие патрубки.
Общая сборка на прихватках с установкой временных распорок.Монтаж присоединительных штуцеров.Зачистка швов «болгаркой»Полировка эластичным кругом с пастой, окончательная вручную.Нельзя не упомянуть гофрированную нержавеющую трубу в бухтах. Превосходное по простоте изготовления и монтажа теплообменника решение не подходит для душевой. Податливая гофра деформируется от внешних нагрузок, ударов.
Гофра на держателях.Практика:
Экономный компромисс
Платить за нержавейку, возиться с обработкой не каждый готов. Водопроводные трубы по ГОСТ 3262-75 доступны каждому. Используя отводы ГОСТ 17375-2001, обходятся УШМ и сварочником. Неказистые регистры неплохо справляются с функциями, распространены в душевых общежитий, предприятий.
Гнутый змеевикОсновные недостатки:
- Аварийные протечки из-за коррозии, разрывов по шву.
- Зарастание каналов ржавчиной.
- Необходимость периодически красить.
Агрессивная сетевая вода, застой, низкий напор побуждают скоротечную язвенную коррозию. Повышает надежность установка цельнотянутых труб (ГОСТ 8734-75, ГОСТ 8732-75) из низкоуглеродистых сталей: 10, 20, 15Х, 20Х. Заземление, СУП исключают угрозу блуждающих токов. Обязательно обезжиривание, грунтовка, двухслойная окраска, например: ГФ-021 + алкидная термостойкая радиаторная эмаль.
Повышает надежность установка цельнотянутых труб (ГОСТ 8734-75, ГОСТ 8732-75) из низкоуглеродистых сталей: 10, 20, 15Х, 20Х. Заземление, СУП исключают угрозу блуждающих токов. Обязательно обезжиривание, грунтовка, двухслойная окраска, например: ГФ-021 + алкидная термостойкая радиаторная эмаль.
СНиП 41-02-2003 «Тепловые сети» показательно лимитирует лишь наружную коррозию, полагая отсутствие внутренней за счет надлежащей химической водоподготовки. Владелец автономки, обеспечив химические показатели, может установить черный полотенцесушитель.
Пластиковый эрзац
Резонный вопрос: почему не заменить металл – металлопластиком? Благодаря низкой теплопроводности полипропилен (0,23 против 46,5 Вт/ (м*град) у стали) сберегает тепло по пути к батареям, характеристика противоречит назначению сушилки. Погонный метр отдает 50 – 100 Вт тепловой мощности.
Температурное удлинение фабрикатов существенно превосходит таковое у металлов, вызывая значительное искривление конструкции между жесткими опорами. Полотенцесушитель из армированного полипропилена допустим при острой нужде замены прохудившегося, отсутствии иных вариантов.
Полотенцесушитель из армированного полипропилена допустим при острой нужде замены прохудившегося, отсутствии иных вариантов.
Полипропиленовую версию конфигурируют за счет уголков, тройников, крестовин. Паяют, разбив на сборочные единицы. Чтобы выдержать правильную ориентацию, делают раскладку на столе, помощник удерживает узлы от взаимного поворота при пайке.
Технология пайки полипропилена:
Навесная решетчатая сушилка:
Действующий варианты:
Электрические
Электрический автономный полотенцесушитель обладает рядом преимуществ:
- Не зависит от сезонной работы домовой системы: период, продолжительность включения устанавливают жильцы.
- Терморегулятор позволяет настроить комфортную температуру.
- Расширяет рамки дизайна, допуская разомкнутые контуры, поворотные держатели полотенец.
Необычный дизайн.
- Летом экономичней радиаторов, подсоединенных к котлу. Выигрывает у бойлерных схем стабильностью температуры, не связанной с наличием расхода воды.
Зимой затраты на электрический агрегат превысят таковые на проточные модели, запитанные централизовано или индивидуально. Ресурс ТЭН сокращают перепады напряжения. Существует вероятность пробоя на корпус, соблюдение ПУЭ в части заземления, дифференциальной защиты – непреложное требование.
Ресурс ТЭН сокращают перепады напряжения. Существует вероятность пробоя на корпус, соблюдение ПУЭ в части заземления, дифференциальной защиты – непреложное требование.
Особенности серийных продуктов заключаются в нагревателях:
- Трубчатые элементы используют в масло/водонаполненных.
- Греющий кабель уложен в сухих керамических панелях.
Относительно просты в изготовлении змеевики с ТЭН в нижней плети. Подсоединение выполняется через резьбовую муфту. В лесенках ТЭН устанавливают вертикально, разъемом вниз. Замена элемента не вызывает затруднений, если теплообменник нержавеющий, иначе резьба муфты сильно окисляется за пару лет.
Панельный радиатор скопировать не получится, но саморегулирующийся кабель можно проложить в водонаполненном змеевике. Кабель сам снижает отдаваемую мощность по достижению предельной температуры за счет уменьшения сопротивления. Подходят продукты c максимальной температурой воздействия 60 – 70˚С, работоспособные в погруженном состоянии.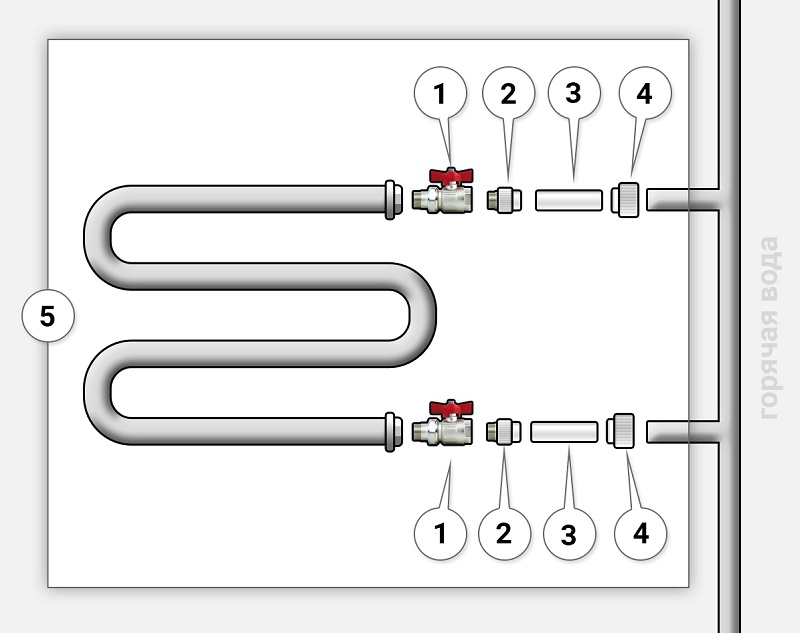
Расчет мощности повторяет приведенный ранее. Обогрев помещения площадью 3 – 4 м² требует ТЭН на 400 – 500 Вт. Высушить полотенца достаточно 100 – 200 Вт. Используя кабель, уточните, для какой среды указана погонная мощность. Уделите внимание уплотнению, фирменные гермовводы исключают течь, повреждение изоляции.
Монтаж саморегулирующегося кабеля.Не забывайте о воздуховыпускном устройстве, обычно – аналоги крана Маевского. Предусмотрите: внизу – сбросной штуцер, вверху – заливную горловину, закрытые пробками.
- Самодельные электросушилки (видео ниже).
Разомкнутый контур прогревается неравномерно. Ухудшив эстетику, организуют циркуляцию через обратку меньшего диаметра. Иногда оснащают пережимным вентилем.
Принцип создания циркуляции.Ознакомительное видео, в комментариях обсуждаются ошибки автора по электробезопасности:
Совет! Если вам нужны мастера по ремонту ванной комнаты, есть очень удобный сервис по подбору спецов от PROFI.RU. Просто заполните детали заказа, мастера сами откликнутся и вы сможете выбрать с кем сотрудничать. У каждого специалиста в системе есть рейтинг, отзывы и примеры работ, что поможет с выбором. Похоже на мини тендер. Размещение заявки БЕСПЛАТНО и ни к чему не обязывает. Работает почти во всех городах России.
Если вы являетесь мастером, то перейдите по этой ссылке, зарегистрируйтесь в системе и сможете принимать заказы.
Как выбрать водяной полотенцесушитель для ванной
Добавлено: 03.11.2020. Обновлено: 16.02.2022 0 комментариев 1656 просмотров
Трубчатыми змеевиками, подключенными к системе горячего водоснабжения – водяными полотенцесушителями новостройки в России стали оборудоваться с 30-х годов прошлого века. Аксессуар быстро стал популярным, и его стали устанавливать даже там, где это не было предусмотрено проектом. Сегодня такой полотенцесушитель – непременный атрибут ванной в жилье, где нет проблем с горячим водоснабжением.
Аксессуар быстро стал популярным, и его стали устанавливать даже там, где это не было предусмотрено проектом. Сегодня такой полотенцесушитель – непременный атрибут ванной в жилье, где нет проблем с горячим водоснабжением.
Спрос на эти устройства достаточно высок — приборы давнишней установки выходят из строя или просто заменяются жильцами на современные, востребованы они и в новостройках. Учитывая широкий ассортимент сантехники в магазинах, выбрать водяной полотенцесушитель для ванной не просто. Рассмотрим, как это сделать правильно.
Содержание
1.
Расставляем приоритеты
2.
Определяемся с ценовым диапазоном
3.
Выбираем устройство по материалу изготовления
4.
Учитываем допустимое давление
5.
Просчитываем размеры прибора
6.
Выбираем конфигурацию
7.
Заключение
Расставляем приоритеты
По сравнению с электрическими аналогами эти устройства конструктивно просты, чего не скажешь об их условиях эксплуатации:
- Водяные полотенцесушители чаще всего устанавливаются в ванных – помещениях с повышенной влажностью.
 Но расположение сушилки в другой комнате мало что меняет, так как контакт прибора с мокрым бельём остаётся.
Но расположение сушилки в другой комнате мало что меняет, так как контакт прибора с мокрым бельём остаётся. - В систему ГВС подаётся обычная питьевая вода, только горячая — в отличие от теплоносителя системы водяного отопления, она не проходит деаэрации. Газы, растворённые в такой воде, вызывают окисление змеевика изнутри, а при повышенной температуре это происходит интенсивнее.
- Диапазон давления воды в системах горячего водоснабжения многоквартирных домов, согласно СНиП 2.04.02-84 «Водоснабжение наружных сетей, составляет 0,3-4,5 атм. Допустимый максимум значителен, а при плановых опрессовках водопроводов в современных многоэтажках напор может возрастать вдвое и больше, причём при резких его скачках все трубы ГВС, том числе и сушильные, подвергаются гидроударам.
- В ванных комнатах механические воздействия на полотенцесушитель снаружи маловероятны, но всё же не исключены – в процессе ремонтных работ на несущей стене.
Перечисленные факторы достаточно агрессивны, любой из них может стать причиной разгерметизации корпуса сушильного устройства.
Определяемся с ценовым диапазоном
Сегодня полотенцесушители представлены на рынке сантехники более чем двадцатью известными брендами. Доверяться продукции малоизвестных производителей – это своего рода лотерея. Такие изделия могут быть как стартом фирмы, строящей свою репутацию на качестве, так и устройствами полукустарного производства.
Популярные бренды полотенцесушителей:
- Эконом-класс — Energy, «Олимп», Grota, «Двин», «Ника», «Арго», «Тера»;
- Средний ценовой сегмент — «Маргроид», Terminus, «Сунержа», «Тругор»;
- Премиум — Irsap, Terma, Benetto, Zehnder.
Выбираем устройство по материалу изготовления
Все водяные полотенцесушители промышленного выпуска – металлические. Варианты следующие: из «чёрной» (обычной) стали, нержавейки или цветных металлов (медь, латунь, бронза). Встречаются сушилки и из PP-труб, но это самодельные устройства, в разы менее эффективные из-за низкой теплопроводности полипропилена.
Встречаются сушилки и из PP-труб, но это самодельные устройства, в разы менее эффективные из-за низкой теплопроводности полипропилена.
Идеальным сегментом выбора являются устройства из нержавеющей стали – прочные, стойкие к коррозии и долгие годы сохраняющие первоначальный вид практически без изменений. Чаще всего это полированные полотенцесушители с глянцем различной интенсивности, но встречаются и приборы с покрытием из ЛКМ. При покупке следует выбирать изделия с толщиной стенки от 3-х мм.
Сушилки из «чёрной» стали – приборы эконом-класса, защищённые от коррозии снаружи покрытием из хрома или ЛКМ. Изделия с лакокрасочным защитным покрытием самые дешёвые из них, но требуют периодического окрашивания. Никелированные и хромированные сушилки дороже и, на первый взгляд, проще в уходе, но – пока цел защитный слой, толщина которого у разных моделей не одинакова. В местах повреждения защиты (царапины, удары) корпус начинает окисляться, и тогда изделие нуждается в полном или точечном окрашивании. Кроме того, изнутри полотенцесушители из обычной стали в любом случае коррозируют от контакта с водой ГВС – не деаэрированной котельной, а обычной питьевой, к тому же горячей. Именно в силу перечисленных «минусов» сегодня нет в продаже отечественных сушилок из обычной стали – это импортные устройства, предназначенные для подключения к системе водяного отопления (котельная вода). Однако, при ограниченности бюджета полотенцесушители из «чёрных» труб домашние умельцы изготавливают самостоятельно.
Кроме того, изнутри полотенцесушители из обычной стали в любом случае коррозируют от контакта с водой ГВС – не деаэрированной котельной, а обычной питьевой, к тому же горячей. Именно в силу перечисленных «минусов» сегодня нет в продаже отечественных сушилок из обычной стали – это импортные устройства, предназначенные для подключения к системе водяного отопления (котельная вода). Однако, при ограниченности бюджета полотенцесушители из «чёрных» труб домашние умельцы изготавливают самостоятельно.
Самыми дорогостоящими являются водяные полотенцесушилки из цветных металлов (сантехническая латунь, медь) – изделия, как правило, высокохудожественные. Снаружи такие изделия могут быть полированными, хромированными (никелированными) или покрыты специальными декорирующими составами (матирующими, «под бронзу», «под старину» и т.д.). Трубы из цветных металлов уступают в прочности стальным, поэтому устанавливать их рекомендуют на системах ГВС с максимальным давлением в 6 атм., то есть, в домах малой этажности или частных. Для ударных воздействий эти сушилки тоже более уязвимы – вмятины на них образуются достаточно легко, и на глянцевой поверхности они особенно заметны. Кроме того, чтобы полированные медь и латунь выглядели эффектно, за ними нужен специальный уход.
Для ударных воздействий эти сушилки тоже более уязвимы – вмятины на них образуются достаточно легко, и на глянцевой поверхности они особенно заметны. Кроме того, чтобы полированные медь и латунь выглядели эффектно, за ними нужен специальный уход.
Учитываем допустимое давление
В техническом паспорте водяного полотенцесушителя указана величина максимального давления, которое может выдержать корпус. Таким образом, выбирать нужно устройство, имеющее данную характеристику выше давления воды в системе – эту цифру подскажет управляющая компания.
В современных многоэтажках во время опрессовок напор воды достигает 9-ти, а то и 12-ти атм., а резкие его скачки ещё и вызывают гидроудар. Соответственно, латунные и медные полотенцесушители для таких условий не годятся, а приборы из нержавеющей стали должны иметь необходимый запас прочности.
Просчитываем размеры прибора
Размерный критерий включает в себя следующие параметры:
- Габариты полотенцесушителя.

- Присоединительные размеры.
Определяемся с габаритами
Полотенцесушитель любой конфигурации требует для размещения некоторую площадь, определяемую габаритами его контура. От этой величины зависит и эффективность использования прибора, поскольку при большей площади устройства выше теплоотдача. Важны также и другие характеристики – форма корпуса, материал и диаметр трубы, температура теплоносителя. Определяя потребные размеры водяных полотенцесушителей, сегодня применяют усреднённое значение мощности сушилки габаритами 50х100 см:
- 200 Вт – при подключении к системе ГВС;
- 500 Вт – при врезке в контур водяного отопления.
Для работы в режиме отопителя сушилка должна расходовать 100 Вт на 1 м кв. площади помещения, для ванной – 140 Вт. Таким образом, указанный выше эталонный прибор, подключенный к горячему водоснабжению, обогреет условную ванную в 1, 4 квадрата.
С учётом поправок (высота потолков, конфигурация комнаты, степень теплопроводности ограждающих конструкций) усреднённые результаты теплотехнических расчётов по габаритам ГВС-полотенцесушителя в зависимости от площади ванной сведены для удобства в таблицу:
| Габариты полотенцесушителя (см) | Объём помещения (м куб. ) ) |
|---|---|
| 50×40, 50×50 | 4-6 |
| 60×40, 60×50, 60×60 | 5,5-8 |
| 80×40, 80×50, 80×60 | 7,5-11 |
| 100×40, 100×50, 100×60 | 10-14 |
| 120×40, 120×50, 120×60, 120×80 | 12-17 |
Для приборов, подключенных к системе отопления, кубатуру помещения умножают на 2,5.
Учитываем присоединительные размеры
Во-первых, входной и выходной патрубки подключения полотенцесушителя к системе отопления или ГВС по внутреннему диаметру должны быть не меньше трубы, в которую врезаны – и минимум 25 мм. В частных домах это 0,75 дюйма, в многоквартирных – дюйм или дюйм с четвертью. Соответственно, выбирая устройство, нужно знать параметры трубы подключения. Сушилка с меньшими диаметрами входа и выхода станет препятствием для циркуляции теплоносителя, что скажется на эффективности всей системы.
Во-вторых, нужно учесть ещё одну величину – межосевой размер по подключению. Речь идёт о расстоянии между местами врезки устройства в стояк – между центрами входа и выхода. Если планируется замена водяного полотенцесушителя старого образца на новый, то целесообразнее всего приобрести устройство с теми же параметрами – стандартные их значения 32, 50 или 60 см.
Речь идёт о расстоянии между местами врезки устройства в стояк – между центрами входа и выхода. Если планируется замена водяного полотенцесушителя старого образца на новый, то целесообразнее всего приобрести устройство с теми же параметрами – стандартные их значения 32, 50 или 60 см.
Когда устройство устанавливается впервые, эта величина привязана к габаритам и при подключении не играет особой роли. Сегодня водяные полотенцесушители производятся с межосевыми размерами от 300 до 700 мм с шагом в 50 мм.
Выбираем конфигурацию
Определяясь с формой полотенцесушителя, нужно учитывать два критерия: сколько места отводится для прибора, и какие функции он будет выполнять.
Если устройство будет использоваться как отопитель, изделие лучше выбрать в форме змейки из трубы диаметром побольше – это так называемые стандартные модели несложных конфигураций в виде букв C, S, M или их комбинаций. Кроме большей площади теплоотдачи такие приборы имеют и другие «плюсы»: минимум соединительных стыков, меньшее сопротивление циркуляции, более доступная цена.
Когда прибор нужен для просушки белья, оптимальным выбором будет «лесенка» — сушилка с большим количеством поперечных перекладин.
Заключение
Выбирая водяной полотенцесушитель по перечисленным выше критериям, вы обеспечите себе главное – безопасность эксплуатации этого устройства. Что касается долговечности наружного покрытия, ориентироваться здесь нужно на рейтинг бренда, а вписать изделие в общий стиль помещения – это уже вопрос вкуса и предпочтений домочадцев.
удивительных полотенцесушителей «сделай сам» — никогда больше не замораживайте свои булочки! Это нужно сделать/должно быть!
Сделай для себя, сделай для подарков! Идеи безграничны!
Есть так много вещей, которые вы можете сделать с помощью этих инструкций, чтобы полностью соответствовать вашим потребностям, стилю или бюджету! Отличная идея для детей, которая поможет вам, потрясающая идея подарка к предстоящему сезону подарков! Ваши друзья и семья будут говорить об этом, так что держите инструкции под рукой и НАСЛАЖДАЙТЕСЬ!
Полотенцесушитель «сделай сам»
• Около ##CURRENCY_SYMBOL##100 или меньше
• Электрический или не электрический
Что вам нужно:
1. Доступно в Walmart или DIY Non-Electrical (следующие инструкции)
Доступно в Walmart или DIY Non-Electrical (следующие инструкции)
2.) Место для хранения на балконе — доступно в Canadian Tire ##CURRENCY_SYMBOL##59 или аналогичном
3.) Всепогодная розетка или удлинитель (при изготовлении электрическая)
4.) Дрель с коронкой 1”
5.) Поликарбонатный наполнитель для герметизации отверстия (при изготовлении с электроприводом)
6.) При изготовлении без использования электричества см. приведенные ниже инструкции
Как сделать подголовник для мешков с фасолью, пригодный для использования в микровагонах
Вместо использования электрического нагревателя подушечки и/или одеяла для подогрева полотенец. Вы можете сделать свои собственные неэлектрические грелки – на заказ в соответствии с вашим стилем, размером и, при желании, запахом. Я предлагаю сделать 2 одинаковых размера, чтобы вы могли положить один на дно и один на верх полотенец.
Вы также можете использовать различные травы и ароматы, которые обладают удивительным эффектом ароматерапии после спа-процедур!
Развлекайтесь, вам это понравится, и это будет так здорово, что ваши друзья и семья будут спрашивать вас, как это сделать, так что сохраните эти инструкции!
Опции наполнителя
Ссыпенный рис
Пшеница
Коллегические корпус
Ячмень
Овсянка
Бобы
Flax Seend
Бобовые бобы
Flax Seed
9000 2
Flax Seed 9000 9000 2 9000 9000 Flax Seend 9000 9000 2 . Идеи: лаванда, лепестки розы, молотая гвоздика, мускатный орех, имбирь, розмарин, корица, масло перечной мяты, измельченная мята настоять в закрытой посуде несколько дней (периодически помешивая). Это поможет установить и немного распределить аромат. Варианты ткани — имейте в виду, что они должны поместиться в микроволновую печь и их можно сложить пополам Хлопок: (однотонный, с набивным рисунком, фланель, джинсовая ткань) Альтернативные варианты: старые наволочки, разрезанные пополам, или то, что вы хотите наполнить, и можно бросить в микроволновку (не помните металл или пластик) Вы также можете сделайте уютные, съемные и моющиеся наружные мешочки, это особенно приятно делать в качестве подарка. Идеи для ткани: используйте старые полотенца, флис, велюровый трикотаж, красивые набивные ткани и фланель (не используйте в микроволновой печи ничего, кроме хлопчатобумажной ткани). Инструкции Вырежьте и сшейте ткань желаемого размера и формы Оставьте дюйм или два открытыми с одной стороны, чтобы вы могли заполнить пакет наполнителем по вашему выбору (примерно от 1/2 до 3 /4 полный, более или менее, как вам больше нравится). Вы не хотите, чтобы он был слишком полным, мешок должен легко складываться Когда он наполнится, зашейте отверстие вручную или на машине (удерживая наполнитель при сшивании на противоположной стороне мешка). Если вам нужен съемный чехол, просто сшейте «наволочку» из мягкой плюшевой ткани, сделав ее немного больше, чем подушка, и оставив открытый конец (не забудьте обработать края, сшивая кромку). Или вы можете добавить полоску липучки, чтобы закрыть его. Осторожно: ни в коем случае не используйте эту обложку в микроволновой печи, если только она не состоит из чистого хлопка. Снимите чехол, чтобы постирать его по мере необходимости. Окончательная сборка Просверлите отверстие в задней части контейнера для хранения по вашему выбору — ТОЛЬКО ЕСЛИ ВЫ ИСПОЛЬЗУЕТЕ ЭЛЕКТРИЧЕСКИЙ Пропустите шнур через заднюю часть, убедившись, что в коробке нет лишних деталей, а прокладка плоская Используйте маскировку Лента снаружи, чтобы закрепить провод. Залейте уретановым каучуком отверстие вокруг провода, чтобы зафиксировать его на месте. Следуйте инструкциям на упаковке для обеспечения безопасности. Удалите малярную ленту, как только резина схватится. Слегка отшлифуйте заполненную область и используйте краску для подкрашивания или, если хотите, покрасьте всю коробку. Теперь это готово к использованию. ПОЖАЛУЙСТА, не забудьте отключить, когда закончите! Итак, теперь вы готовы насладиться приятным теплым полотенцем, выходящим из спа! Указания по применению — без электричества Нагревать от 1 до 3 минут, в зависимости от размера. Не оставляйте без присмотра «на всякий случай» наполнитель задымится или загорится. В качестве меры предосторожности вы можете поставить внутрь чашку с водой, чтобы добавить влаги, или сначала слегка сбрызните мешок водой. Если вы добавите специи и травы, это будет хорошей идеей. Наконец… Когда сумки станут теплыми, положите на дно или ящик для хранения один грелку, затем положите полотенца сверху, а затем еще один грелку поверх полотенец! Наслаждайтесь! Должен признаться, мне нравится делать что-то своими руками быстро и легко, а с точки зрения бюджета, простоты и результатов это не намного лучше, чем покраска полотенца рельс. 0003 Вы также можете добавить следующее для успокаивающего, ароматного мешочка: специи, травы, эфирные масла.
0003 Вы также можете добавить следующее для успокаивающего, ароматного мешочка: специи, травы, эфирные масла.  Мягче и пушистее и лучше!
Мягче и пушистее и лучше! 
Сделай сам за один день: покраска вешалки для полотенец

Существует несколько различных подходов к покраске вешалки для полотенец. Конечно, проще всего снять ее со стены и распылить. Учитывая, что у нас нет сантехники, чтобы сделать это, и стена, скорее всего, провалилась бы, зная этот дом, если бы мы даже попытались, для меня лучше всего красить вешалку для полотенец на месте.
Распылить их МОЖНО, но я буду абсолютно честен – купив одну из самых популярных матовых черных аэрозольных красок, я попытался сделать меньшую деталь в ванной, и это было катастрофой. Брызги от краски попали буквально везде, и это было совсем не очень хорошо, поэтому я не буду использовать это снова или рекомендовать его. Для меня это кисти!
Вместо этого я выбрал краску Fortress Black Satin Drainpipe and Gutter* — знаю, знаю, случайный выбор. Держись со мной, хотя. Еще весной 2019 года я перекрасил этой краской наши водосточные желоба, и всего через несколько месяцев будет 3 года назад. Они выглядят безукоризненно, как в тот день, когда я их нарисовал, несмотря на все элементы, которые бросают на них разные погодные условия, поэтому я думаю, что это может быть ОТЛИЧНЫМ решением.
Держись со мной, хотя. Еще весной 2019 года я перекрасил этой краской наши водосточные желоба, и всего через несколько месяцев будет 3 года назад. Они выглядят безукоризненно, как в тот день, когда я их нарисовал, несмотря на все элементы, которые бросают на них разные погодные условия, поэтому я думаю, что это может быть ОТЛИЧНЫМ решением.
Я решил, что с этим проектом мне нечего терять, так как в какой-то момент в нашей основной ванной комнате и примыкающей будет проведен капитальный ремонт. Надеюсь, что то, что я сделал, и это руководство будут достаточно хорошими, чтобы их хватило на 2-3 года, пока мы не приступим к этим конкретным проектам.
Без лишних слов, вот мое руководство по покраске вешалки для полотенец. Надеюсь, вы думаете, что это достаточно просто!
Материалы:
— Хорошее чистящее средство, такое как сахарное мыло или смазка для локтей
— Грунтовка Johnstone’s Any Surface Primer (я использую белую)
— Маленькая кисть размером около одного дюйма
— Пока я крашу свою в черный цвет , я использовал краску Fortress Black Satin Drainpipe and Gutter Paint*
— Дополнительно: наждачная бумага, если на вешалке для полотенец есть отслаивающиеся слои покрытия, которые необходимо отшлифовать
Метод:
Шаг 1 :
Начните с тщательной очистки вешалки для полотенец, между ними, со всех сторон, включая приспособления и фурнитуру. Помните, что ванные комнаты очень легко становятся парными и пыльными, поэтому будьте уверены, что вся грязь исчезла, исчезла.
Помните, что ванные комнаты очень легко становятся парными и пыльными, поэтому будьте уверены, что вся грязь исчезла, исчезла.
Шаг 2 :
После того, как вешалка для полотенец станет чистой и сухой, вы можете использовать маленькую кисть, чтобы нанести один слой грунтовки Johnstone’s Any Surface Primer. Это обеспечивает отличную основу для вашей краски, к которой затем прилипают, тогда как, если вы попытаетесь добавить краску непосредственно на вешалку для полотенец, есть вероятность, что она размажется повсюду.
Шаг 3 :
Грунтовка высыхает очень быстро, настолько, что к тому времени, когда вы закончите слой, вы можете сразу приступить к нанесению основной краски. Не беспокойтесь о том, чтобы слишком сильно добраться до задней части — никто никогда не увидит ее, особенно если, как и у нас, большую часть времени ваша вешалка для полотенец накрыта большим полотенцем!
Советы на этом этапе стараются не перегружать кисть и стараются рисовать все в одном направлении, а не перетаскивать кисть вперед и назад.