Профильные изделия — Справочник химика 21
Силоксановые резиновые смеси перерабатывают методами простого или литьевого прессования, литьем под давлением на литьевых машинах для получения формованных изделий, шприцеванием для получения профильных изделий и кабельной изоляции, вальцеванием и каландрованием для изготовления листов из компактной или вспененной резины, покрытий на текстиле, синтетических тканях и стеклотканях, полимерных пленках и т. д. Композиции холодного отверждения используются для заливки, пропитки, нанесения покрытий и промазывания при этом не требуется специального оборудования. [c.490]Пластмассы на основе поливинилхлорида применяются во всех областях народного хозяйства для изготовления труб, профильных изделий, пленок, кабельных оболочек, линолеума, искусственной кожи и др. [c.29]
Смешение производится при 60—65 °С. Дальнейшие стадии процесса определяются целевым назначением получаемых продуктов.
Поливинилхлорид — пластмассы для изготовления труб, профильных изделий, пленок, кабельных оболочек, линолеума, искусственной кожи, тары, обуви и т.д. [c.123]
Экструзия профильных изделий…………………………….500 [c.8]
В резервуарных конструкциях применяют в основном алюминие-во — магниевые сплавы, обладающих благоприятным сочетанием химических, механических и технологических свойств. Алюминиевые листы и профильные изделия обычно используются для изготовления крыш и понтонов в сочетании с крепежными деталями из нержавеющей или оцинкованной стали, а также с применением сварных соединений (при условии дополнительной антикоррозионной защиты сварных швов и околошовной зоны).
Калибровка профильных изделий вызывает гораздо больше осложнений из-за их склонности к короблению и скручиванию при охлаждении. Для удержания профилей применяют регулируемые охлаждаемые опоры. Охлаждение их, а иногда и нагрев производят с помощью воздушных струй. Иногда калибровка профилей осуществляется протягиванием через охлаждаемые калибрующие матрицы с перфорированными стенками, сообщающимися с вакуумными линиями. При протягивании профили прижимаются атмосферным давлением к стенкам матрицы.
Таким способом можно получать листы из полистирола и поли-олефинов для последующего изготовления тары методом термоформования, профильные изделия из полистирола, полиолефинов, ПВХ и АБС, ленты для теплоизоляции и вспененную изоляцию для проводов. [c.19]
Отходы синтетического каучука и резины широко используют для производства тары, кровельных и защитных материалов, товаров народного нотребления. Ряд отходов промышленности синтетического каучука (тяжелокипящие кубовые остатки, смолы) применяют для модификации битумов непосредственно на установках окисления. Отходы иромышлен-иости синтетического каучука могут найти также применение в строительстве в качестве материалов для покрытия полов, юрметнков для крупноблочного и панельного строительства, кровельных материалов, облицовочных и отделочных материалов для панелей и стен, мастик для приклеивания различных материалов к дереву, бетону и кирпичу, теплоизоляционных материалов, профильных изделий и др.
[c.143]
Отходы иромышлен-иости синтетического каучука могут найти также применение в строительстве в качестве материалов для покрытия полов, юрметнков для крупноблочного и панельного строительства, кровельных материалов, облицовочных и отделочных материалов для панелей и стен, мастик для приклеивания различных материалов к дереву, бетону и кирпичу, теплоизоляционных материалов, профильных изделий и др.
[c.143]
Экструзия профильных изделий [c.500]
Исследуем более внимательно некоторые проблемы, возникающие при проектировании головок для экструзии профильных изделий. Рассмотрим линии тока в трубе прямоугольного сечения, рассчитанные для степенной жидкости (/г 0,5, рис. 13.27). Хотя распределение скоростей имеет симметричный характер, оно все же зависит [c.500]
Проектирование головок для экструзии профильных изделий . Проектируя головку для экструзии изделия, толщина которого в разных местах различна, следует обеспечить одинаковую скорость течения расплава как через узкие, так и через широкие участки формующего отверстия, причем величину зазоров необходимо установить таким образом, чтобы получаемое изделие имело заданные размеры (с учетом ВЭВ).
Трубы из винипласта выпускаются с условным проходом Оу от 6 до 150 мм, наружным диаметром от 10 до 166 мм, на давления 2,5 и б кгс см . Толщина стенок 2— мм. Стержни выпускаются диаметром от 5 до 45 мм, длина труб, стержней и профильных изделий 1—3 м. Трубы, стержни и профильные изделия из винипласта предназначены для работы в агрессивных средах при температуре от О до 40 °С. [c.122]
При всех известных методах непрерывной вулканизации профильных изделий в среде различных теплоносителей заготовки, особенно крупногабаритные, вследствие плохой теплопроводности резиновой смеси прогреваются неравномерно, при этом значительная часть тепла теряется в окружающую среду. Нагрев заготовки в поле токов СВЧ позволяет в значительной степени устранить эти недостатки более быстро прогреть материал во всем объеме, снизить потери тепла и упростить регулирование температурного режима процесса. [c. 57]
57]
Володин В.П. Некоторые особенности калибрования профильных изделий длинными калибрами// Теория и практика производства изделий иэ полимеров. М. НПО Пластик . 1981. С. 35-50. [c.415]
Расчет и конструирование технологической оснастки для экструзии профильных изделий из термопластов РТМ. М. ЦПО Пластик , 1983. 382 с. [c.417]
Производство профильных изделий. Для изготовления профильных изделий из поликарбоната применяются головки, конструкция которых зависит от формы выпускаемого изделия [6]. Один из вариантов конструкции головки показан на рис. 59. [c.214]
Линия непрерывного изготовления шприцованных профильных изделий с вакуумированием резины в стадии шприцевания и вулканизацией в расплаве солей [c.8]
Вулканизаторы непрерывного действия имеют, как правило, специальное назначение. К ним относятся вулканизаторы камерного типа для вулканизации полых изделий, прорезиненных тканей, трубок и других профильных изделий барабанные вулканизаторы для вулканизации транспортерных лент, приводных ремней, резиновых полос, клиновых ремней установки для вулканизации неформовых изделий в расплаве солей, токами сверхвысокой частоты, методом инфракрасного излучения, в псевдоожиженном слое и др.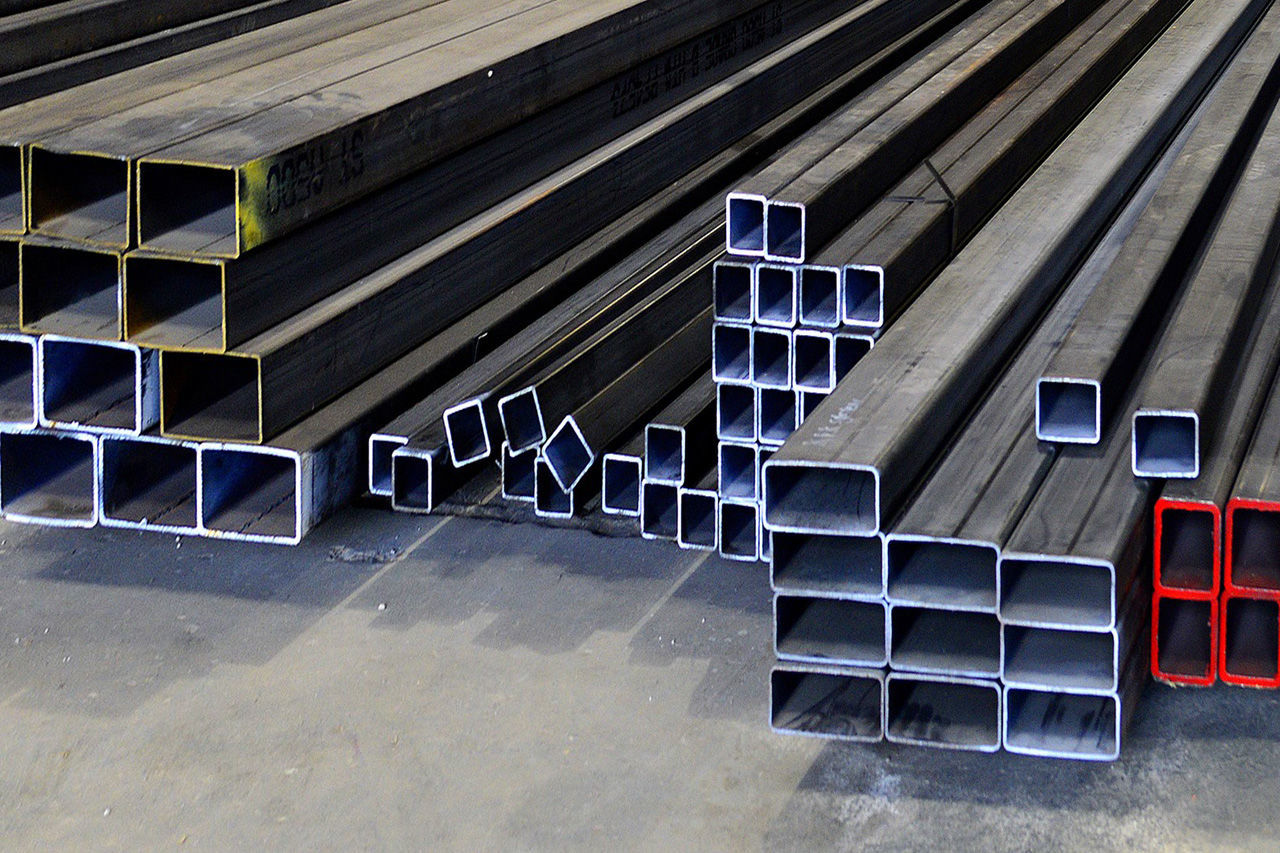 [c.298]
[c.298]
Линии для непрерывного изготовления профильных изделий, основным аппаратом которых являются вулканизаторы с жидкими теплоносителями, работающие без давления, в современном рези- [c.299]
Вулканизаторы с псевдоожиженным слоем. Агрегаты для непрерывного изготовления длинномерных профильных изделий, в которых в качестве вулканизатора используются аппараты с псевдоожиженным слоем, занимают важное место во всем комплексе оборудования, указанного назначения. Это объясняется рядом положительных свойств псевдоожиженного слоя как теплоносителя, выгодно отличающих его от других теплоносителей. [c.302]
Такие аппараты применяют для непрерывной вулканизации изделий в формах, длинномерных профильных изделий и обрезиненных тканей. В промышленности широко используют камерные и туннельные вулканизаторы (рис. 13.29). [c.304]
В вулканизаторе, изображенном на рис. 13.29, б, вдоль камеры 1 ярусами расположены транспортеры 9, которыми транспортируется вулканизуемое изделие 8 (обычно длинномерные профильные изделия). Изделие переходит с одного транспортера на другой, за счет чего увеличивается время пребывания его в камере. [c.304]
ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНЫХ ИЗДЕЛИЙ С ВУЛКАНИЗАЦИЕЙ В ПСЕВДООЖИЖЕННОМ СЛОЕ
Профильными изделиями называют все изделия, имеющие поперечное сечение, отличное от круглого, кольцевого или очень широкого и тонкого прямоугольного (плоская пленка или лист). Сложная форма поперечного сечения существенно усложняет граничные условия. Более того, сечение профилирующей н ели может меняться ио ширине головки в соответствии с профилем экструдируемого изделия, в результате чего возрастает вероятность возникновения поперечного перепада давлений и появления комионент скорости в иоиереч-ном направлении, а предсказание величины ВЭВ экструдата при формовании вязкоупругих жидкостей затрудняется.
По другой схеме пропитка связуюпцш осуществляется в конечной части фильеры [9-22]. Возможна протяжка через несколько фильер. Этот метоп позволяет получать изделия с однонаправленными волокнами в форме уголков, двутавров, квадратов и других относительно простых форм. Для изготовления профильных изделий со сложной системой армирования применяются вы-сокомоцульные и высокопрочные ленты спепиального плетения. Этот способ имеет наибольший практический интерес для получения препрегов с высокими значениями модуля упругости, например для рамных конструкций солнечных батарей. [c.526]
Пленки из полипропилена для прессования листов каландрируют на двухвалковом каландре при 175—180° С. Применять более высокие температуры не рекомендуется во избежание прилипания полипропилена к валкам.
Получение. Обь[чно бисерный полистирол сначала под-вспеннвают при 95-105 °С (преим. водяным паром давлением 0,12-0,18 МПа) до увеличения объема в 10-30 раз, затем сушат, выдерживают на воздухе до достижения в ячейках атм. давления (стадия вызревания ) и дополнительно вспенивают за неск. минут сухим паром (0,07-0,15 МПа) при 100-120°С в перфорир. форме, где частицы свариваются в единый агломерат. Возможно также конвейерное, периодич. кассетное или автоклавное формование из бисерного полистирола блоков (листов) и профильных изделий. [c.458]
давления (стадия вызревания ) и дополнительно вспенивают за неск. минут сухим паром (0,07-0,15 МПа) при 100-120°С в перфорир. форме, где частицы свариваются в единый агломерат. Возможно также конвейерное, периодич. кассетное или автоклавное формование из бисерного полистирола блоков (листов) и профильных изделий. [c.458]
Ок. 50% вссх эластичных П. изготовляют в внде бесконечной полосы, к-рую на выходе с конвейера режут на блоки (плиты) шириной и толщиной соотв. до 2,5 и 1,5 м, отверждаемые дополнительно в течение неск. часов прн 60-100°С. Изделия др. профиля изготовляют из блоков раскроем, реже-вырубкой. Однако профильные изделия предпочитают получать в одну стадию вспениванием композиций в формах. В отличие от блочных такие П. наз. формованными. С целью увеличения доли сообщающихся ячеек эластичные П. подвергают циклнч. сжатию н(илн) вакуумированию (этот же эффект достигается при разгерметизации формы в момент достижения пеной определенной степени отверждения). Для придания сетчатой структуры эластичные П. обрабатывают щелочью либо разрывают стенки ячеек с помощью направл. взрыва. [c.459]
Для придания сетчатой структуры эластичные П. обрабатывают щелочью либо разрывают стенки ячеек с помощью направл. взрыва. [c.459]
Пластикат-продукт переработки П., содержащего помимо компонентов, используемых при получении винипласта, 30-90 мае. ч. пластификатора (напр., эфиров фталевой, фосфорной, себациновой или адипиновой к-т, хлорир. парафинов). Пластификатор существенно снижает т-ру стеклования П., что облегчает переработку композиции, снижает хрупкость материала и повышает его относит, удлинение. Однако одновременно снижаются прочностные и диэлектрич. показатели, хим. стойкость. Пластикат перерабатывают преим. в виде паст и пластизолей (дисперсии эмульсионного П. в пластификаторе) выпускают в виде гранул или лент, листов, пленок (см. Пленки полимерные). Используют его гл. обр. для изготовлеьшя изоляции и оболочек для электропроводов и кабелей, для произ-ва шлангов, линолеума я плиток для полов, материалов для облицовки стен и обивки мебели, погонажно-профильных изделий, искусств, кожи. Прозрачные гибкие трубки из пластиката применяют в системах переливания крови и жизнеобеспечения в мед. технике. П. с повыш. теплостойкос- [c.621]
Прозрачные гибкие трубки из пластиката применяют в системах переливания крови и жизнеобеспечения в мед. технике. П. с повыш. теплостойкос- [c.621]
Методом протяжки (пултрузии) изготовляют профильные изделия постоянного сечения (стержни, трубки, профили разл. поперечного сечения и др.). Процесс осуществляют по непрерывной схеме армирующий наполнитель, совмещенный со связующим, собирают в пучок и протягивают через систему формообразующих головок (фильер), в к-рых осуществляется формование изделия и частичное отверждение связующего. Окончат, отверждение происходит в термокамере или высокочастотной установке. Метод характеризуется высокой производительностью, экономичностью, поддается автоматизации. [c.12]
На рис. 38 приведена схема линии непрерывной вулканизации профильных изделий в расплаве солей (ЛНВС). При производстве монолитных изделий для предотвращения порообразования профильные заготовки необходимо шприцевать в червячных машинах холодного питания с вакуум-отсосом (МЧХВ). Пористые изделия можно формовать в червячных машинах без вакуум-отсоса, но в этом случае следует строго контролировать влажность применяемых материалов. Полученная в червячной машине 1 заготовка поступает в ванну вулканизатора 2 под [c.54]
Пористые изделия можно формовать в червячных машинах без вакуум-отсоса, но в этом случае следует строго контролировать влажность применяемых материалов. Полученная в червячной машине 1 заготовка поступает в ванну вулканизатора 2 под [c.54]
 По каждому изделию АИПС содержит следующие данные [c.10]
По каждому изделию АИПС содержит следующие данные [c.10]Володин В.П. Формование экструзионных профильных изделий из заготовок простои формы// Переработка наполненных композиционных материалов, М. НПО Пластик , 1982г. [c.415]
Экструзией из поликарбоната изготавливают трубы, стержни, профильные изделия, листы, пленки кроме того, экструзия применяется для смешения и транспортировки поликарбоната в процессе переработки. Экструзия позволяет изготовлять Е1епрерывным методом высококачественные изделия с большой степенью точности. Поэтому, несмотря на довольно высокую стоимость оборудования, этот метод получил широкое распространение. [c.209]
Поточные линии для непрерывного изготовления профильных изделий с вулканизацией в расплаве солей применяют, как правило, в производстве изделий с повышенной каркасностью, поскольку при погружении заготовки в слой теплоносителя возможна ее деформация. В рецецтах резиновых смесей используют каучуки, не изменяющие свойств при воздействии высоких температур — хлоро-преновые, этиленпропиленовые, силоксановые и др. В качестве ускорителей вулканизации применяют высокоактивные соединения, обеспечивающие короткие циклы вулканизации. Особо важное значение имеет снижение склонности резиновой смеси к преждевременной вулканизации. В зависимости от типа полимера и характеристик резиновой смеси процесс изготовления изделий на данной линии ведут при интенсифицированных режимах температура шприцевания — 80—110°С температура вулканизации — 180—240 С время вулканизации — 1,5—10 мин. [c.332]
В качестве ускорителей вулканизации применяют высокоактивные соединения, обеспечивающие короткие циклы вулканизации. Особо важное значение имеет снижение склонности резиновой смеси к преждевременной вулканизации. В зависимости от типа полимера и характеристик резиновой смеси процесс изготовления изделий на данной линии ведут при интенсифицированных режимах температура шприцевания — 80—110°С температура вулканизации — 180—240 С время вулканизации — 1,5—10 мин. [c.332]
Столярные изделия, профильные и дощатые конструкции
Этот веб-сайт использует файлы cookie и аналогичные технологии («Cookies»), как описано ниже для обработки определенной информации, например вашего IP-адреса. Вы можете узнать больше о том, как этот сайт использует файлы cookie, в нашей Политике защиты данных и информацию ниже. Выбрав Cookies и нажав «Отправить настройки», вы соглашаетесь с размещением и использованием этих Cookies для этих целей. Вы можете в любой момент передумать и пересмотреть свои предпочтения, перейдя по ссылке «Информация о файлах cookie» в нижней части этого веб-сайта.
Больше информации
Технические файлы cookie необходимы для правильной работы этого веб-сайта, поэтому их нельзя отключить. По умолчанию ваш браузер сохраняет полностью анонимную информацию; это может быть запрещено в настройках браузера. В этом случае функциональность сайта будет ограничена.
Больше информации
Эти файлы cookie помогают нам сделать ваше пребывание на сайте более приятным.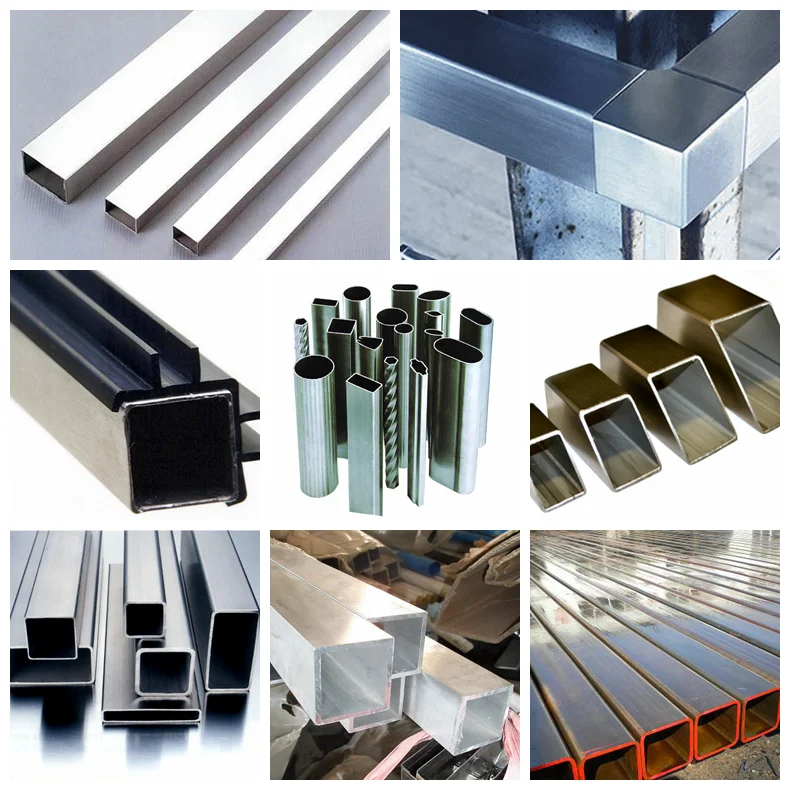 С их помощью мы можем выбрать предпочитаемый язык, статус посетителя и т. д.
С их помощью мы можем выбрать предпочитаемый язык, статус посетителя и т. д.
Больше информации
Аналитические файлы cookie важны для анализа трафика этого сайта. Они помогают нам узнать, как наши посетители используют сайт, и определить элементы сайта для дальнейшего улучшения. Соглашаясь с этим уровнем использования файлов cookie, вы также автоматически соглашаетесь с файлами cookie персональных предпочтений и настроек пользователя.
Больше информации
Маркетинговые файлы cookie помогают нам связать этот сайт с социальными сетями, такими как LinkedIn и Facebook. Именно эти файлы cookie обеспечивают целевую рекламу за пределами данного веб-сайта. Соглашаясь с этим уровнем использования файлов cookie, вы также автоматически соглашаетесь как с аналитическим, так и с использованием файлов cookie персональных предпочтений и настроек пользователя.
Именно эти файлы cookie обеспечивают целевую рекламу за пределами данного веб-сайта. Соглашаясь с этим уровнем использования файлов cookie, вы также автоматически соглашаетесь как с аналитическим, так и с использованием файлов cookie персональных предпочтений и настроек пользователя.
Профильные пиломатериалы: что выбрать? | Торгово-производственная компания «КРост»
В наше время уже практически никто не использует спиленные в лесу деревья в качестве непосредственного строительного материала. Даже для сооружения изб и бань в классическом русском стиле берутся обработанные бревна, очищенные от сучков, коры и наростов, с заранее прорубленными пазами, необходимыми для более плотной стыковки. Однако многие предпочитают более современные виды загородного жилья: те же избы и дачные постройки складывают из бревен, предварительно раскроенных и профилированных. Дома строят из оцилиндрованного бревна, самого популярного вида профильной продукции, а также из клееного бруса и других новых строительных материалов, которые еще пять-десять лет назад не продавались на отечественном рынке.
Дома строят из оцилиндрованного бревна, самого популярного вида профильной продукции, а также из клееного бруса и других новых строительных материалов, которые еще пять-десять лет назад не продавались на отечественном рынке.
Те, кто интересуется или занимается строительством из древесины, могут подтвердить, что профильные изделия, изготовленные из строевого леса, – шикарный материал, с которым легко и приятно работать. Сегодня уже нет нужды подгонять обрезные доски под необходимый размер, самостоятельно строгать их и придавать конкретную форму, обрабатывать и выпиливать пазы – все это есть в готовом виде на рынке профильных пиломатериалов. Ассортимент подобных изделий растет год от года: для обшивки дома можно выбрать что-то подходящее из сортовых наименований евровагонки, а для укладки пола наружной веранды сгодится и доска пола, и террасная доска – здесь все зависит от личных предпочтений и бюджета, выделенного на строительство или ремонт.
Теперь все пиломатериалы изготавливаются не кустарным способом, а на современном оборудовании, поэтому качество вырабатываемой профильной продукции более чем отменное. За счет сочетания автоматической и ручной сортировки готовые изделия из древесины распределяются по качеству в разные сортовые категории, и потребитель в конечном счете получает еще больший выбор как среди типоразмеров, так и в сортовом отношении.
За счет сочетания автоматической и ручной сортировки готовые изделия из древесины распределяются по качеству в разные сортовые категории, и потребитель в конечном счете получает еще больший выбор как среди типоразмеров, так и в сортовом отношении.
Еще один критерий, определяющий стоимость кубометра профильной продукции, представляет собой влажность древесины, которую в обязательном порядке просушивают после первичной обработки на пилораме. Меньший процент присутствия влаги в волокнах профильного изделия подразумевает его прочность и долговечность, а значит, и большую цену как за товар высокого качества.
Самыми востребованными на отечественном рынке сегодня по-прежнему остаются профильные изделия из лиственницы и сосны. Древесина этих пород не подвержена гниению, долго сохраняет свой первоначальный внешний вид. В этом отношении профильная продукция из лиственницы и сосны – идеальный компромисс между качеством, удобством в обработке и стоимостью. Это вам не красное дерево или канадская ель, которые, хоть и имеют неоспоримые достоинства как первоклассный отделочный материал, стоят в разы дороже, учитывая, что доставляются они к нам из-за границы.
Что же подразумевают под профильной продукцией лесопроизводства? По сути, это все виды обрезной и строганой досок, подвергшихся дальнейшей обработке. Доска пола, вагонка, евровагонка, брус и брусок, рейка, блок-хаус, планкен, палубная и террасная доска, молдинг, имитация бруса, а также клееный мебельный щит представляют собой профильный пиломатериал специального назначения. Под «специальным назначением» имеется в виду особая область применения каждой товарной единицы. Никто не будет использовать евровагонку для настила пола, а террасную доску – для отделки мебели. У каждого вида этих пиломатериалов свой профиль, который получается путем тщательной обработки пиловочника. Профильных пиломатериалов с каждым днем становится все больше, что позволяет мастерам создавать все новые и новые образцы деревянного зодчества и малых архитектурных форм.
В наше непростое время очень важно подойти к выбору профильных изделий из древесины со всей осмотрительностью. Они должны точно соответствовать действующим в РФ стандартам ГОСТ. Наличие необходимых сертификатов соответствия, выданных уполномоченным на это органом исполнительной власти, – один из самых главных документов, по которому можно судить о добропорядочности поставщика. Важно, чтобы продавец не только формально предоставил все документальные свидетельства (хотя бы в отсканированном виде), но чтобы они имели непосредственное отношение к приобретаемым вами профилям (должны быть описаны в сертификате). В противном случае велика вероятность того, что на станцию назначения будет доставлена партия профильной продукции из строевого леса согласно документации, но не в соответствии с сортовыми качествами.
Наличие необходимых сертификатов соответствия, выданных уполномоченным на это органом исполнительной власти, – один из самых главных документов, по которому можно судить о добропорядочности поставщика. Важно, чтобы продавец не только формально предоставил все документальные свидетельства (хотя бы в отсканированном виде), но чтобы они имели непосредственное отношение к приобретаемым вами профилям (должны быть описаны в сертификате). В противном случае велика вероятность того, что на станцию назначения будет доставлена партия профильной продукции из строевого леса согласно документации, но не в соответствии с сортовыми качествами.
Продукция отечественного производителя действительно является более дешевой в сравнении с импортными пиломатериалами, а теперь, благодаря использованию высокотехнологичных лесопильных и фрезеровочных установок, она еще не уступает и в качестве. Сей факт позволяет надеяться, что в скором времени продукция лесоперерабатывающей промышленности России будет лидировать на мировом торговом рынке.
Профильные изделия | falcon-ver4
Экструзионные линии для производства
профильных изделий
Линии изготовления профилей HMG Extrusions Gmbh сконструированы и произведены с использованием только лучших и самых современных комплектующих , для обеспечения максимальной производительности и эффективности работы оборудования при изготовлении профилей из ПВХ, ТЭП, ПС, ПК и т.д.. Наши специалисты проектируют оборудование исходя из конкретных потребностей каждого отдельно взятого клиента, что позволяет нам всегда находить оптимальное решение для каждой поставленной задачи. При реализации каждого проекта мы всегда ставим перед собой следующие цели: максимальная надежность оборудования, безупречное качество выпускаемой продукции.
HMG Extrusions обладает очень широкой линейкой экструдеров и периферийного оборудования, что позволяет решать практически любые задачи, кроме того, инженерный центр компании (г. Вена, Автрия) постоянно ведет разработки для расширения линейки предлагаемых продуктов.
Вена, Автрия) постоянно ведет разработки для расширения линейки предлагаемых продуктов.
Ключевые преимущества экструзионных линий HMG Extrusions:
-
Высочайшее качество профилей;
-
Высокая надежность оборудования;
-
Быстрый запуск оборудования в производство (фактически поставляются готовые линии, которые необходимо смонтировать и подключить к энергоносителям;
-
Низкие эксплуатционные расходы;
-
Низкое энергопотребление.
Для достижения максимальной энергоэффективности процесса и минимизации себестоимости продукции, нашими инженерами была разработана линейка продуктов «HMG Perfomance Line» и «HMG Pefomance Line EcO». Данные линии обладают минимальным энергопотреблением, что позволяет достигать нашим клиента максимальных результатов.
Профильные системы — Компания «Нордик»
Какая профильная система лучше?
Перед Вами встал выбор, – из какой профильной системы заказать окна ПВХ? В этом вопросе лучше всего руководствоваться статистикой. Ниже приведены статистические данные за 2009 год. (Реализация профильных систем ПВХ в Московском регионе):
— Концерн KBE: 35.7%
— Концерн REHAU: 29.4%
— Концерн VEKA: 21.4%
— Остальные: 13.5%
Данные предоставлены центром «исследований и статистики».
Так чем же одна профильная система отличается от другой? И почему такая большая разница?
Прежде всего, отличие систем ПВХ проявляется в разнообразии ассортимента, который может предложить данная компания. Например, концерн КБЕ имеет более 10 наименований продукции и именно поэтому спрос на нее намного выше, чем на остальные профильные системы. Но это не значит, что другие профили из ПВХ более низкого качества.
Давайте рассмотрим основные отличия профильных систем как по общим характеристикам (принципиальная разница между концернами), так и более детально (технические свойства и влияющие на них факторы):
Разнообразие продукции:
Как говорилось выше основное отличие в выборе профильных систем, определяется разнообразием ассортимента продукции т. е. под разные нужды – кому то необходимы офисные перегородки из пластика, кому то застеклить объект, а кому то создать комфортную атмосферу в своем доме. В данной категории лидер, бесспорно – КБЕ т.к. только у данного концерна имеются решения практически для любого случая – от эконом до люкс класса.
е. под разные нужды – кому то необходимы офисные перегородки из пластика, кому то застеклить объект, а кому то создать комфортную атмосферу в своем доме. В данной категории лидер, бесспорно – КБЕ т.к. только у данного концерна имеются решения практически для любого случая – от эконом до люкс класса.
Стандартный цвет изделий, желтеет ли профиль?
Еще одно весомое отличие профильных систем заключается в их стандартном цвете и свойствах этот цвет сохранять на протяжении всего гарантийного срока. Например, профильные системы KBE и VEKA имеют приятный матовый блеск (цвет слоновой кости), в то время как системы REHAU имеют ярко выраженный глянцево — белый цвет. На данный момент все профильные системы выпускаемые данными концернами (VEKA, KBE , REHAU) сохраняют свои атмосферостойкие свойства на протяжении всего гарантийного срока и являются экологически чистыми, что подтверждено центром государственной сертификации и наличием соответствующих документов у данных организаций.
Раньше (в девяностые) были случаи, когда пластиковые окна, изготовленные той или иной компанией, выцветали на солнце, приобретая специфический желтый оттенок (это свойство относилось практически ко всем профильным системам того времени). На сегодняшний день эта проблема полностью решена и если Вы где то услышите про то, что изделия из определенной профильной системы желтеют – имейте ввиду, что это нечем не обоснованно и является простой маркетинговой уловкой.
Внутреннее армирование
Еще одной распространённой маркетинговой уловкой является акцентирование внимания покупателя на армировании. Рассмотрим три основные профильные системы:
— Системы ПВХ REHAU оснащены 3-ех сторонним армированием с «ребрами жесткости»
— Системы ПВХ KBE оснащены, как 3-ех сторонним армированием, так и 4-ех сторонним – «замкнутым» (Рама/Импост)
— Системы ПВХ VEKA оснащены 4-ех сторонним «замкнутым» армированием.
Вид армирования пластикового изделия практически не влияет на стоимость конструкции в целом (максимальная разница 2%). Так же от внутреннего армирования совершенно не зависят теплотехнические свойства изделия ПВХ, т.к. данные профильные системы ежегодно проходят государственную проверку качества и соответствуют Российским ГОСТам.
Еще одним аргументом в пользу «нейтральности» армирования является условная гарантия предлагаемая данными компаниями — этот срок одинаков и равен 40-45 годам.
Монтажная ширина профильной системы / Количество камер в профиле ПВХ
Одним из основных показателей, влияющим на теплотехнические характеристики Вашего пластикового окна, является ширина профиля ПВХ и соответствующее количество воздушных камер. На сегодняшний день самыми распространенными являются 58 и 70 мм профильные системы, с количеством камер от трех до пяти. Есть и более широкие системы с большим количеством камер, но изделия, выполненные из таких профилей более актуальны для северной части Российской Федерации. Итак, чем они отличаются и какую выбрать?
Ответ на этот вопрос зависит от нескольких условий:
— Тип Вашего дома (панельный, кирпичный, блочный)
— Технические условия помещения (шумоизоляция, теплоизоляция)
Для дополнительной шумо и теплоизоляции используются пяти камерные 70мм профильные системы, оснащенные 2 камерным стеклопакетом с различными видами стекол (6мм – для звукоизоляции и с напылением ионов серебра – для теплоизоляции Вашего дома)
При установке одно камерного стеклопакета вероятность образования конденсата намного выше, чем при установке двух камерного стеклопакета, а разница в цене составляет в среднем всего 400р/м2, поэтому на стеклопакетах лучше не экономить и даже если Вам предлагают однокамерные стеклопакеты с напылением ионов серебра – вероятность их запотевания остается такой же высокой.
Композитные профильные изделия: как выбрать?
Изделия из композита прочно вошли в нашу жизнь. Дерево и металл уступают место стеклопластику, лишенному недостатков этих традиционных конструкционных материалов. Существуют различные методы производства стеклопластиковых изделий. Наиболее популярными являются метод намотки, ручного формования, инфузии и пултрузии. Основным определяющим качеством композитного материала является армирующее волокно и наполнитель, в качестве которого чаще всего используются полиэфирные смолы. Такая композиция придает материалу необычайно привлекательные физические свойства. Рассмотрим предпочтительные области применения композитных изделий, полученных различными способами.
Намотка
Суть метода заключается в наматывании пропитанных смолой стеклопластиковых нитей на оправку. Профильное изделие, полученное таким методом, имеет ряд ограничений. Профиль всегда имеет вид труб различной формы сечения и диаметра. Диаметр может меняться по длине изделия, но сечение профиля всегда должно оставаться выпуклым.
Таким методом наиболее предпочтительно изготавливать канализационные и напорные трубы, фонарные столбы и прочие конструкции, требующие изменения диаметра по длине или устойчивость к внутреннему давлению.
Ручное формование
Листы стекломатериала, например стеклоткани, укладываются на специально изготовленную форму и пропитываются смолой слой за слоем. Таким методом можно изготовить лотки различных форм, профнастил и профлист. Сторона изделия, примыкающая к форме, будет иметь гладкую поверхность. Верхняя сторона будет неровной. Этот метод хорош для изготовления малых партий или единичных экземпляров изделий.
С помощью специальных устройств – чоперов, смолу в месте со стекломатериалом можно напылять на форму механизированным способом. Устройство представляет собой рукоятку с соплом, в которое подается под давлением смола и стекловолокно. Стекловолокно нарубается на мелкие отрезки, которые процессе нанесения ложатся, перекрывая друг друга в различных направлениях. При этом способе изготовления себестоимость изделия высока, поскольку существеннен расход смолы – наиболее дорогого компонента изделий.
Инфузия
Это один из методов контактного формования, где пропитанный смолой стекломатериал прижимается к форме с помощю вакуумного мешка. Изделие имеет обе гладкие поверхности и может иметь минимальную толщину при сохранении конструктивной прочности. Такой метод является частично механизированным, поэтому предпочтителен для серийного производства. Недостатком метода являются ограничения по длине изделия, поскольку вакуумный станок имеет ограниченные размеры.
Пултрузия
Наиболее распространенный метод изготовления стеклопластикового профиля. Метод заключается в протягивании стекломатериала, пропитанного смолой, через горячую фильеру. Метод является непрерывным и профиль может быть любой длины и формы сечения. Ограничения метода состоит в том, что форма сечения профиля не может меняться, а размер сечения ограничен размерами фильеры. Как правило, максимальный размер сечения профиля не превышает 30 40 см.
Этот метод используется для производства всего разнообразия профильной продукции, например:
- труба круглая;
- труба квадратная;
- труба прямоугольная;
- уголок;
- швеллер;
- двутавр;
- пластина;
- лоток;
- стержень и др.
Чаще всего такие изделия стандартизированы и используются как альтернатива металлическим. Обладая исключительной прочностью на разрыв и на изгиб, такие профили чаще всего используются для изготовления настилов, ограждений, каркасов сооружений и стропильных систем. Профиль может быть окрашен в любой цвет на этапе производства. Он не ржавеет, не боится нагрева и воздействия агрессивных сред, не ржавеет и отлично переносит контакт с землей. Эти свойства композитного профиля нашли применение в изготовлении пешеходных переходов, дорожных ограждений, вышек связи, заборных столбов и шпалер для виноградных лоз. Этим методом можно изготавливать мачты для яхт и пространственные сетчатые конструкции.
Обладая диэлектрическими свойствами, материал нашел широкое применение в изготовлении диэлектрических лестниц и конструкций для крепления кабелей в условиях сырости и возможных утечек электрического тока. Сфера применения пултрузионного профиля ограничивается лишь фантазией. Материал устойчив к жаре, холоду и ультрафилолету. Эти качества определяют широкую географию применения. От жарких климатических зон, до районов крайнего севера.
Поскольку при изготовлении больших объемов профиля практически не требуется человеческого участия, скорость изготовления высока и процесс непрерывен, пултрузионный профиль имеет низкую себестоимость. На выходе из фильеры появляется готовое изделие, не требующее процесса сушки, отверждения, покраски и т.д.
К неоспоримым достоинствам композитного профиля также следует отнести низкий удельный вес, что позволит существенно сэкономить на погрузочно-разгрузочных и транспортных расходах.
Профильная труба – особенная представительница металлопроката
Современное строительство без профильной трубы неминуемо придет в упадок, поскольку данное изделие очень часто является основой жизненно-важных объектов: элементом коммуникаций (газо- и водопроводов, пневматических транспортных, вентиляционных, дренажных систем), «скелетом» самых разных металлоконструкций.
Профильная труба, сортамент которой сегодня весьма обширен, используется для возведения эстакад, линий ЛЭП. Незаменима она и в машиностроении. К примеру, служит для изготовления высотных башенных кранов. Профильные трубы различных размеров «участвуют» в строительстве жилых домов, офисов, объектов промышленного, гражданского, медицинского назначения.
В бытовом строительстве данное изделие широко используется при монтаже ограждений различного типа, ворот, лестниц, навесов, беседок и т.д. Строить с профильным прокатом быстро и недорого, что так ценят и строители, и заказчики. По мнению сварщиков, работать с профильными трубами – приятно, особенно, если правильно подобрать толщину стенки изделия.
Что же такое профильный прокат
Стальная профильная труба – изделие с овальным, прямоугольным, квадратным, кольцеобразным сечением. Сырьем для ее изготовления служат круглые стальные заготовки. Профильная труба, размеры которой варьируются в соответствии с ГОСТами, может быть электросварной, бесшовной, горяче- и холоднодеформированной, может пройти дополнительную защитную обработку.
Высокотехнологичное оборудование и опыт заводских мастеров позволяет производить профильный прокат высочайшего качества. ГОСТы 13663-86, 8639-82, 30245-2003 регламентируют производство труб стальных профильных, квадратных; ГОСТы же 30245-2003, 8645-68,13663-86 – прямоугольных изделий; в документах (ГОСТ 380-88, 380-94, 4543, 1050-88,19281, 27772-88) прописан требуемый состав сырья. В ГОСТах также представлена таблица веса профильной трубы, отмечены ее специфические особенности.
Чем хорош профильный прокат
- — Механическая прочность. Обычные стальные трубы не могут «похвастаться» подобной устойчивостью и надежностью.
- — Форма профиля. Квадратные и прямоугольные изделия значительно облегчают процесс строительства. Их удобно транспортировать, монтировать, обрабатывать. Профильная труба, размеры которой могут значительно различаться, не занимает больших площадей при хранении, что может быть полезным при крупной покупке.
- — Вес профильной трубы – пожалуй, главное достоинство данного изделия. При своих характеристиках выносливости и стоимости она является одним из самых практичных материалов. Труба профильная, вес одного метра которой варьируется от 200-300 г до 70 и более кг, обеспечивает легкость и, вместе с тем, необходимую прочность возводимым строениям.
- — Дешевизна. Применение данных изделий позволяет избежать огромных затрат на приобретение цементирующих материалов, нагружающих почву, помогает значительно снизить металлоемкость возводимых объектов. К примеру, балка двутавровая, размеры, которой можно уточнить у наших специалистов, содержит на целых 25 % больше металла. Так, в некоторых проектах ее использование – нецелесообразно, тогда как профильный прокат – оптимальное решение. О двутавровой балке можно почитать здесь.
- — Позитивное влияние на скорость строительных работ. Правильно подобранная труба профильная, вес погонного метра который можно рассчитать, к примеру, по формуле m = ro / 7850 * 0.0157 * S * (2 * a — 2.86 * S) * L, m — вес профильной трубы, а ro — плотность сырья (углеродистая сталь — 7850 кг/м³), обеспечивает быстрое и качественное проведение предусмотренных технологических процессов.
- — Устойчивость к деформации кручения и вес профильных труб – ключ к их активному использованию в современной архитектуре. В данном случае именно от веса профильной трубы (обычно с прямоугольным или квадратным сечением) зависит надежность арочных перекрытий, потолков, крыш высоких массивных зданий и строений (вокзалов, выставочных центров, стадионов).
На сайте «СТАЛЬМЕТ» представлена профильная труба в сортаменте, интересном для покупателей. Это труба квадратная, представляющая собой замкнутый профиль, сварная труба квадратная 09г2с.
Поскольку наша компания сотрудничает с крупнейшими российскими заводами-производителями без посредников, купить профильную трубу в СПб по доступной цене можно прямо сейчас, здесь, на сайте.
Чем стоит руководствоваться при выборе профильных труб
Обязательное условие приобретения любой продукции металлопроката — заводское качество, что должен подтвердить сертификат. Важно понимать, что от проката зависит безопасность эксплуатации возводимых вами объектов.
Учитывая сферу и условия использования профильной трубы, важно не только точно знать маркировку нужного вам изделия, но и хорошо ориентироваться в ГОСТах. Конечно, наши специалисты обязательно помогут, но, если существует необходимость в приобретении определенного вида профильного проката, то есть смысл все-таки заранее освежить свои профессиональные знания. Всю необходимую информацию о профильной трубе, ее размерах, весе, можно найти в ГОСТах, в представленных таблицах.
DIN 2395, ТУ 14-105-566-93
| Длина сторон a/b, мм | Толщина стенки S, мм | Вес, кг/м |
|---|---|---|
| 15/15 | 1,0 | 0,479 |
| 15/15 | 1,5 | 0,707 |
| 15/15 | 2,0 | 0,926 |
| 20/15 | 1.5 | 0.810 |
| 20/15 | 2.0 | 1.070 |
| 20/20 | 1,0 | 0,620 |
| 20/20 | 1,5 | 0,930 |
| 20/20 | 2,0 | 1,225 |
| 25/15 | 1.0 | 0.620 |
| 25/15 | 1.5 | 0,930 |
| 25/15 | 2.0 | 1,225 |
| 25/25 | 1,0 | 0,793 |
| 25/25 | 1,5 | 1,178 |
| 25/25 | 2,0 | 1,554 |
| 30/20 | 1,5 | 1,178 |
| 30/20 | 2 | 1,554 |
| 30/30 | 1,0 | 0,942 |
| 30/30 | 1,5 | 1,401 |
| 30/30 | 2,5 | 2,296 |
| 40/20 | 1.5 | 1.401 |
| 40/20 | 2.0 | 1.853 |
| 40/25 | 1.5 | 1.554 |
| 40/25 | 2.0 | 2.057 |
| 40/40 | 1,0 | 1,24 |
| 40/40 | 1,5 | 1,849 |
| 40/40 | 2,0 | 2,447 |
| 50/20 | 1.5 | 1.660 |
| 50/20 | 2.0 | 2.198 |
| 50/25 | 1.5 | 1.778 |
| 50/25 | 2.0 | 2.355 |
| 50/30 | 1.5 | 1.849 |
| 50/30 | 2.0 | 2.449 |
| 50/40 | 1.5 | 2.100 |
| 50/40 | 2.0 | 2.790 |
| 50/40 | 2.5 | 3.470 |
| 50/50 | 1,5 | 2,34 |
| 50/50 | 2,0 | 3,10 |
| 50/50 | 2,5 | 3,86 |
| 60/20 | 1.5 | 1.849 |
| 60/20 | 2.0 | 2.449 |
| 60/20 | 2.5 | 3.020 |
| 60/25 | 1.5 | 2.037 |
| 60/25 | 2.0 | 2.700 |
| 60/25 | 2.5 | 3.320 |
| 60/30 | 1.5 | 2.108 |
| 60/30 | 2.0 | 2.794 |
| 60/40 | 1.5 | 2.340 |
| 60/40 | 2.0 | 3.100 |
| 60/40 | 2.5 | 3.860 |
| 60/60 | 1,5 | 2,8 |
| 60/60 | 2 | 3,72 |
| 60/60 | 2,5 | 4,63 |
| 70/30 | 1.5 | 2.340 |
| 70/30 | 2.0 | 3.100 |
| 70/30 | 2.5 | 3.860 |
| 70/40 | 1.5 | 2.580 |
| 70/40 | 2.0 | 3.420 |
| 70/40 | 2.5 | 4.260 |
| 80/30 | 1.5 | 2.580 |
| 80/30 | 2.0 | 3.420 |
| 80/30 | 2.5 | 4.260 |
| 80/40 | 1.5 | 2.800 |
| 80/40 | 2.0 | 3.720 |
| 80/40 | 2.5 | 4.630 |
| 80/40 | 3 | 3,83 |
| 80/40 | 3,5 | 4,39 |
| 80/40 | 4 | 4,93 |
О профиле | Profile EVS
Profile® Products стремится предлагать эффективные, экологически безопасные решения.
Компания Profile Products, расположенная в Буффало-Гроув, штат Иллинойс, производит и распространяет проверенные решения, которые помогут вам добиться успеха в конкурентной среде, одновременно улучшая естественную среду обслуживаемых вами сайтов. Наша миссия — постоянно помогать нашим клиентам в создании устойчивых зеленых насаждений за счет управления водными и почвенными ресурсами и создания растений.И мы достигаем этого, привлекая наших знающих людей, проверенные продукты, новаторские технологии и персональные услуги на места для комплексного выполнения реальных приложений, гарантируя успех в каждой работе.
Наши специализированные продукты отвечают особым потребностям ряда отраслей, включая спортивные площадки, поля для гольфа, горнодобывающую промышленность, рекультивацию нефти и газа, свалки, коммерческое / жилое строительство и проекты DOT / шоссе. Мы предлагаем самый широкий в отрасли ассортимент продуктов для борьбы с эрозией и отложениями, продуктов для создания газона и дополнительных принадлежностей для борьбы с эрозией и ускорения прорастания семян.Мы также производим самые популярные в отрасли неорганические добавки для почв.
Благодаря нашей постоянной приверженности исследованиям и тестированию, разработке продуктов и обучению, Profile® стал лидером и ценным ресурсом в обслуживаемых нами отраслях. Многие из сегодняшних отраслевых стандартов были нововведениями, разработанными и внедренными Profile, включающими Green Design Engineering ™, целостный подход, сочетающий экологически благоприятный дизайн проекта с экологически ответственной продукцией.И поскольку потребность в «более экологичных» решениях возрастает, мы продолжим искать способы помочь нашим клиентам добиться успеха.
Наши продуктовые линейки
Profile Golf ™ : Продукты и ресурсы, разработанные, чтобы помочь архитекторам, строителям и суперинтендантам полей для гольфа найти наиболее эффективные решения как для технического обслуживания, так и для строительства.
Turface Athletics ™ : Продукты и услуги, повышающие безопасность и эффективность спортивных площадок.
Профилактические решения для борьбы с эрозией и растительностью : Включает широкий спектр продуктов для предотвращения эрозии и создания растительности для поля для гольфа, транспорта, свалки, а также коммерческих и жилых рынков.Profile Products — выдающийся производитель и поставщик гидравлически применяемых технологий борьбы с эрозией, покрытий для создания газонов, матов для укрепления газонов и продуктов для создания растительности. Программное обеспечение Profile Soil Solutions (PS 3 ) — это ведущий в отрасли инструмент для онлайн-проектирования и выбора продукции, основанный на решениях.
Profile Products запускает расширение на 9 миллионов долларов после крупных приобретений и улучшений
«Мы постоянно ищем способы улучшить отрасли, которые мы обслуживаем, с помощью наших инновационных продуктов, современного оборудования и образовательных инициатив», — сказал Джим Таннер, президент и генеральный директор Profile Products.«Это расширение является продолжением нашего стремления удовлетворить потребности наших клиентов и превзойти их ожидания, предоставив лучшие решения для их среды».
В 2019 году Profile добавила второй завод по переработке волокна в Коновере, штат Северная Каролина, что вдвое увеличило мощность завода, создало ультрасовременные теплицы и добавило новые технологии обработки волокна. С тех пор компания значительно выросла за счет приобретения HydroStraw, производителя продуктов для борьбы с эрозией на основе соломы, и Sunterra Horticulture, ведущего производителя сфагнового торфа.
Новые инвестиции позволят значительно увеличить мощности по переработке волокна, высокотехнологичную упаковку и современные складские помещения как в Северной Каролине, так и в Рокфорде, Вашингтон. Кроме того, Profile продолжит инвестировать в свое лидирующее положение в области охраны окружающей среды, расширив несколько программ, в которых приоритетным будет использование продуктов с самым высоким содержанием вторичного сырья, доступных для соответствующих отраслей, включая упаковку. Profile также удалила более 3,5 миллиардов фунтов древесины и бумаги из потока отходов и продуктивно вернула их в окружающую среду.
«Когда компании выбирают продукты Profile, они ставят на первое место окружающую среду», — сказал Таннер. «Мы гордимся тем, что все больше и больше компаний признают ценность экологичного проектирования, и наше расширение поможет удовлетворить этот растущий спрос».
Чтобы помочь профессионалам отрасли понять ценность экологичного проектирования и эффективность гидравлически применяемых продуктов компании, Profile завершила более 1200 обедов и обучения за последние два года.Темы обеда и обучения включают в себя новейший передовой продукт Profile, ProGanics ® DUAL ™ Biotic Soil + Erosion Control и другие. Эти образовательные инициативы были ключевой частью приверженности Profile к отрасли.
Проекты расширения будут завершены в течение следующего года. Эти инвестиции являются частью стратегического плана роста Profile. Для получения дополнительной информации о продуктах Profile посетите ProfileProducts.com.
О компании Profile Products
Базируется в Буффало Гроув, штат Иллинойс., PROFILE Products LLC является ведущим в мире поставщиком экологически безопасных решений для конкретных участков в области садоводства, борьбы с эрозией и создания растительности, модификации почвы и создания спортивного газона. Для получения дополнительной информации звоните по телефону (800) 508-8681, по всему миру +1 (847) 279-3751, по электронной почте [адрес электронной почты защищен] или посетите сайт profileproducts.com.
Контактное лицо: Дженна Джейнс
Swanson Russell
402-437-6406
[электронная почта защищена]
SOURCE PROFILE Products LLC
Ссылки по теме
https: // www.profileproducts.com
Безопасность | Стеклянная дверь
Мы получаем подозрительную активность от вас или кого-то, кто пользуется вашей интернет-сетью. Подождите, пока мы убедимся, что вы настоящий человек. Ваш контент появится в ближайшее время. Если вы продолжаете видеть это сообщение, напишите нам чтобы сообщить нам, что у вас проблемы.
Nous aider à garder Glassdoor sécurisée
Nous avons reçu des activités suspectes venant de quelqu’un utilisant votre réseau internet.Подвеска Veuillez Patient que nous vérifions que vous êtes une vraie personne. Вотре содержание apparaîtra bientôt. Si vous continuez à voir ce message, veuillez envoyer un электронная почта à pour nous informer du désagrément.
Unterstützen Sie uns beim Schutz von Glassdoor
Wir haben einige verdächtige Aktivitäten von Ihnen oder von jemandem, der in ihrem Интернет-Netzwerk angemeldet ist, festgestellt. Bitte warten Sie, während wir überprüfen, ob Sie ein Mensch und kein Bot sind.Ihr Inhalt wird в Kürze angezeigt. Wenn Sie weiterhin diese Meldung erhalten, informieren Sie uns darüber bitte по электронной почте: .
We hebben verdachte activiteiten waargenomen op Glassdoor van iemand of iemand die uw internet netwerk deelt. Een momentje geduld totdat, мы узнали, что u daadwerkelijk een persoon bent. Uw bijdrage zal spoedig te zien zijn. Als u deze melding blijft zien, электронная почта: om ons te laten weten dat uw проблема zich nog steeds voordoet.
Hemos estado detectando actividad sospechosa tuya o de alguien con quien compare tu red de Internet. Эспера mientras verificamos que eres una persona real. Tu contenido se mostrará en breve. Si Continúas recibiendo este mensaje, envía un correo electrónico a para informarnos de que tienes problemas.
Hemos estado percibiendo actividad sospechosa de ti o de alguien con quien compare tu red de Internet. Эспера mientras verificamos que eres una persona real.Tu contenido se mostrará en breve. Si Continúas recibiendo este mensaje, envía un correo electrónico a para hacernos saber que estás teniendo problemas.
Temos Recebido algumas atividades suspeitas de voiceê ou de alguém que esteja usando a mesma rede. Aguarde enquanto confirmamos que Você é Uma Pessoa de Verdade. Сеу контексто апаресера эм бреве. Caso продолжить Recebendo esta mensagem, envie um email para пункт нет informar sobre o проблема.
Abbiamo notato alcune attività sospette da parte tua o di una persona che condivide la tua rete Internet.Attendi mentre verifichiamo Che sei una persona reale. Il tuo contenuto verrà visualizzato a breve. Secontini visualizzare questo messaggio, invia un’e-mail all’indirizzo per informarci del проблема.
Пожалуйста, включите куки и перезагрузите страницу.
Это автоматический процесс. Ваш браузер в ближайшее время перенаправит вас на запрошенный контент.
Подождите до 5 секунд…
Перенаправление…
Заводское обозначение: CF-102 / 6531ae76a8a03380.
Profile Products приобретает HydroStraw — Golf Course Industry
Greg Norman Golf Course Design объявил о торжественном открытии гольф-клуба Rancho San Lucas в Лос-Кабосе, Мексика.
Гольф-клуб Rancho San Lucas, вдохновленный природной местностью и предлагающий многочисленные панорамные виды, представляет собой поле чемпионского уровня площадью 7210 ярдов и пар-72, окруженное набегающими волнами Тихого океана. Охватывающее три разные экосистемы, поле для гольфа извивается через густой кактусовый лес, изогнутый извилистыми арройо, прежде чем спуститься к огромным продуваемым ветрами дюнам. Планировка включает пять лунок на пляже, в первую очередь, третью лунку пар-3, которая параллельна морю и имеет вид на проломленных китов в зимние месяцы.
Норман присутствовал на торжественном открытии в четверг, вместе с разработчиком, председателем Solmar Group Франсиско Булнесом и другими гостями и высокопоставленными лицами.
«Ранчо Сан-Лукас — самая впечатляющая часть собственности на берегу океана, которую я видел за долгое время, поэтому возможность построить курс на этом месте была действительно раз в жизни», — сказал Норман. «Моя цель состояла в том, чтобы сохранить как можно более естественный вид, используя мой подход« наименьшего беспокойства », демонстрируя при этом три уникальные экосистемы объекта: океан, песчаные дюны и арройо.Мы хотели построить устойчивую трассу, на которой можно было бы играть со всех сторон, в том числе и для форвардов. GNGCD стремится оказывать глобальное влияние, создавая поля, которые выдерживают испытание временем, и я искренне верю, что это поле для гольфа — одно из лучших, которые мы когда-либо строили ».
Поле с зеленой травой SeaDwarf Seashore Paspalum, устойчивым к болезням и засухоустойчивым сортом, отличается уникальной облицованной конструкцией бункеровки, не похожей ни на что другое в этом регионе. Специально адаптированный к местности и местности Кабо, GNGCD интегрировал местные ландшафты и травы, использующие наименьшее количество воды, создавая экологически чистую игру в гольф, которая естественным образом сочетается с ландшафтом дюн и пустыни.
Булнес, разработчик, рассказал историю о том, как создавался курс. «Вначале Грег сказал мне:« Это такой замечательный объект, мы собираемся очищать коридоры фарватера только по 10 метров за раз ». Большинство дизайнеров массово расчищают участок, а затем пытаются его восстановить . Только не Грег. Он был очень осторожен, убирая образцы деревьев и растений и укрывая их в питомнике. Он хотел работать очень медленно, чтобы он мог оценить контуры участка и построить трассу экологически ответственным образом.На это ушло несколько месяцев, но в этом и заключается его философия дизайна «наименьшего беспокойства»: свести к минимуму землеройные работы и как можно легче наступать на ноги природе ».
Profile Products расширяет бизнес с приобретением Sunterra
КомпанияProfile Products, производитель садовых субстратов HydraFiber и других ведущих решений по управлению почвой и растительностью, объявила о приобретении Sunterra Horticulture, крупного производителя сфагнового торфа профессионального качества.Сделка включает в себя все производственные линии Sunterra, а также современные объекты компании в Саскачеване и Манитобе, Канада. Все сотрудники Sunterra также присоединятся к команде Profile Products.
Инвестиция объединяет передовой опыт обеих компаний и расширяет линейку продуктов для садоводства Profile, чтобы обеспечить производителей и блендеров стабильными и надежными поставками критически важного сырья, необходимого для их почвенных и медиапрограмм.
«Мы очень рады объединить двух самых инновационных игроков на рынке субстратов для садоводства», — сказал Джим Таннер, президент и генеральный директор Profile Products.«Sunterra не только поставляет высококачественный торфяной мох в Северную Америку, но и имеет отличную команду и современное оборудование, которое дополняет наше производство».
Новые продукты дополняют быстрорастущую линию садоводства Profile, включая HydraFiber. Приобретение позволит Profile еще больше укрепить свое стратегическое партнерство с производителями, которые предпочитают производить свои собственные смеси, и с блендерами, ищущими партнера по цепочке поставок, на которого они могут положиться в отношении высококачественного сырья.
«Компания Profile Products завоевала прочное присутствие на рынке с продуктами, которые хорошо вписываются в наш портфель и корпоративную культуру», — сказал Альберт Дориш, президент и основатель Sunterra Horticulture.«Я уверен, что благодаря нашим совместным усилиям и возможностям мы сможем предоставить полный спектр решений и услуг для поддержки клиентов, удовлетворяющих их потребности в садоводстве».
Сделка закрыта 1 декабря 2020 г.
Дополнительную информацию о продуктах Profile и Sunterra Horticulture можно найти на сайтах www.profileproducts.com и www.sunterrahorticulture.com.
Profile Products приобретает Southern Athletic Fields
BUFFALO GROVE, IL, 3 апреля 2018 г. (GLOBE NEWSWIRE) — Profile Products («Профиль» или «Компания»), лидер в области решений для модификации почвы, борьбы с эрозией и создания заводов, объявляет о приобретении Southern Athletic Fields. («SAF»).Приобретение SAF дополняет и усиливает присутствие Profile и предложения в области строительства и обслуживания спортивных площадок через бизнес Turface Athletics, что еще больше укрепляет лидирующие позиции Turface на рынке.
Компания SAF со штаб-квартирой в Колумбии, штат Теннесси, уже более 20 лет поддерживает техническое обслуживание спортивных площадок, предлагая комплексную линейку продуктов, в которую входят кондиционеры для полей, глиняные насыпи, смеси для приусадебных участков и аксессуары для полей.Основываясь на юго-восточном регионе, SAF имеет растущее присутствие в США, предлагая качественные материалы и аксессуары для спортивных площадок всех уровней. Profile будет и дальше использовать высококачественные продукты и бренды, разработанные SAF.
« Мы рады приветствовать всю команду SAF в семействе продуктов Profile . Под руководством Билла Марбета и Джейсона Ловелла компания SAF преуспела в области технического обслуживания в полевых условиях благодаря своему выдающемуся уровню знаний и обслуживанию клиентов.Команда обладает многолетним опытом и исключительными отраслевыми отношениями, и все в Profile рады совместной работе. », — сказал Джим Таннер, президент и генеральный директор Profile Products.
Приобретение SAF добавит значительного синергизма к брендам Turface и SAF, предоставив клиентам доступ к лучшим доступным продуктам для спортивных площадок. Кроме того, клиенты получат выгоду от улучшенного уровня поддержки, поскольку ресурсы продаж и обслуживания клиентов объединены.
« В ближайшие месяцы SAF и Turface будут вести дела в обычном режиме, поскольку мы работаем вместе, чтобы объединить наши сильные стороны для продолжения предоставления отличных продуктов и обслуживания клиентов », — сказал Джо Бетулиус, вице-президент по маркетингу профильных продуктов. . « Компания SAF по производству смесей и аксессуаров для полевых работ дополняет существующую линейку продуктов Turface, и это приобретение позволяет Profile использовать сильные стороны производственных мощностей обеих организаций.”
Вместе Turface Athletics и SAF будут предоставлять беспрецедентный сервис и качественные продукты, которые позволят садоводам, тренерам и волонтерам поддерживать безопасные и удобные для игры спортивные площадки.
###
О компании Profile Products
Компания Profile Products LLC, расположенная в Буффало-Гроув, штат Иллинойс, предлагает экологически безопасные решения для конкретных участков, включая модификацию почвы, борьбу с эрозией и создание заводов.Как ведущий производитель мульчи и добавок, наносимых с помощью гидравлики, а также биотических и керамических кондиционеров для улучшения почвы, Profile предлагает решения на месте и консультации архитекторам, планировщикам земли, подрядчикам, застройщикам и муниципалитетам.
Приложения:
Фотография к этому объявлению доступна по адресу http://www.globenewswire.com/NewsRoom/AttachmentNg/bb4b1e8c-9c15-4c04-b26a-12ae28df70ed
http://www.globenewswire.com/News / AttachmentNg / 65a13574-ef20-475c-a0b2-ac8e0f339c31
Фотография, сопровождающая это объявление, доступна по адресу http: // www.globenewswire.com/NewsRoom/AttachmentNg/432c3cda-13d3-454d-84ef-9cd97e4332bb
Platte River Equity приобретает Profile Products
БЛУМИНГТОН, МИНН. — Чтобы отдать дань уважения наследию Дэвида М. Лилли, четвертого президента компании Toro и бывшего декана школы менеджмента Карлсона Университета Миннесоты, Торо учредил кафедру факультета компании Toro Company — Дэвида М. Лилли. Компания также посвятила Учебный центр Дэвида М. Лилли в своей штаб-квартире.
«Дэвид был настоящим дальновидным и легендарным лидером, который буквально изменил нашу компанию и отрасли, в которых мы работаем», — сказал Майкл Дж.Хоффман, председатель и исполнительный директор Toro. «Он проиллюстрировал нашу культуру своей личной ценностью, которую он ценил для других, и своей неустанной приверженностью исследованиям и инновациям. Помимо Торо, он без устали отдавал свое время и усилия академическому сообществу наряду с бесчисленными гражданскими и благотворительными целями. Создав эту кафедру и посвятив свои усилия Учебному центру Дэвида М. Лилли, мы хотим отметить огромный вклад Дэвида в дела всех тех, на кого он повлиял, и продолжить его наследие на долгие годы.”
Предоставленный председатель учрежден за счет гранта в размере 2 миллионов долларов от The Toro Company и Melrose / Toro Community Fund. Грант пойдет на помощь Университету Миннесоты в наборе и удержании выдающихся преподавателей в Школе Карлсона, а также на дальнейшую поддержку достижений в обучении, исследованиях и обслуживании.
«Дэвид был человеком, который давал положительную энергию, куда бы он ни пошел», — сказал президент Университета Миннесто Эрик У. Калер. «Университет Миннесоты очень выиграл от его времени, опыта и лидерских качеств.И хотя Миннесота потеряла титана, его наследие живет и будет продолжать оказывать влияние на других ».
«Хотя более 30 лет назад, роль Дэвида как декана школы Карлсона ощущается и сегодня», — сказал Шри Захир, декан школы Карлсона. «Среди его многочисленных вкладов Дэвид помог установить тесные партнерские отношения с корпоративным сообществом городов-побратимов, что является плодотворным событием, которое продолжает служить основой успеха и глобального охвата школы».
Проходя в качестве президента Toro почти два десятилетия (1950-1968), Лилли также занимал должность председателя Toro до 1976 года, когда он отправился в Вашингтон, округ Колумбия.C. быть управляющим Совета Федеральной резервной системы.
В конце срока он вернулся в города-побратимы и стал деканом того, что сейчас называется школой Карлсона, а затем был назначен вице-президентом университета по финансам и операциям.